包装盒及其制作方法与流程
本发明涉及香烟包装,尤其涉及包装盒及其制作方法。
背景技术:
1、近几年细支卷烟发展突飞猛进,细支卷烟规格产品的产量迅速增长,卷接包装机型也不断地提升,高速机型逐步代替了中速机型。随着卷接包装机型的变化,设备的运行速度翻倍,部分烟用材料的上机适应性问题逐渐成为卷烟厂最为突出的矛盾,不但影响产品的质量,还严重地降低了设备效率。
2、细支卷烟小盒商标纸侧边炸开是上机适应性最为突出的问题,也是长期以来一直难以解决的问题。细支卷烟小包的厚度较薄,商标纸胶粘区部位较窄,与普通硬包小盒同样的压痕挺度情况下,由于其折痕力矩较小,需要的折痕力度相应增大。部分细支烟系列产品小盒商标纸大部分为镭射转移纸(无覆膜),又叫镀铝卡纸,整个商标纸设计、生产工艺复杂,在pet膜上涂布一层树脂,使模压机将特制的镭射图案复制到树脂上,再镀铝后与纸复合、剥离,形成带有镭射图案的树脂和铝层转移到纸上,即为镭射转移纸。该纸表面有铝膜层,从而导致表面达因值(表面张力)的降低,胶黏区纸张不易粘合。
3、目前,对于卷烟厂来说,解决小盒商标纸侧边炸开的方法主要是降低设备的运行速度,但是设备运行速度降下来会严重影响设备的效率。
4、因此,亟需包装盒及其制作方法以解决上述问题。
技术实现思路
1、本发明的目的在于提供包装盒及其制作方法,该包装盒通过调整纸板结构,能够避免由该纸板制成的包装盒的侧边炸开,确保产品品质及生产效率。
2、为达此目的,本发明采用以下技术方案:
3、包装盒,所述包装盒通过纸板折叠形成,所述纸板包括通过横向折痕依次相连的第一面板、第一连接板、第二面板和封盖板,所述第一面板的两端通过纵向折痕向两侧延伸形成第一侧板,所述第二面板的两端通过纵向折痕向两侧延伸形成第二侧板,所述第一面板与所述第二面板均相对于所述第一连接板翻折,以使两个所述第一侧板与两个所述第二侧板对应粘合,所述第一面板、两个所述第一侧板、所述第二面板、两个所述第二侧板与所述第一连接板形成具有开口的盒体,所述封盖板用于将所述盒体封盖,其中,所述第二侧板具有第一涂胶区,所述第一涂胶区具有镀层,且所述镀层为不连续镀层,两个所述第一涂胶区均布有齿线。
4、作为一种可选的技术方案,所述封盖板包括通过横向折痕依次连接的第二连接板、端板和盖板,所述第二连接板的两端通过纵向折痕向两端延伸形成第一粘贴板,所述盖板的两端通过纵向折痕向两端延伸形成第二粘贴板,所述第二连接板与所述盖板均相对于所述端板翻折,以使两个所述第一粘贴板与两个所述第二粘贴板对应贴合,且所述端板与所述第一连接板平行。
5、作为一种可选的技术方案,所述第一连接板的两端通过纵向折痕向两侧延伸形成第一贴片,所述第一贴片用于粘贴于所述第一侧板的内侧。
6、作为一种可选的技术方案,所述端板的两端通过纵向折痕向两端延伸形成第二贴片,所述第一所述第二贴片用于粘贴于所述第一粘贴板的内侧。
7、作为一种可选的技术方案,所述封盖板还包括加强板,所述加强板通过横向折痕与所述盖板连接,所述加强板翻折后与所述盖板贴合,用于增加所述盖板的强度。
8、作为一种可选的技术方案,所述纸板的横向折痕的折痕挺度为50g-65g,所述纸板的纵向折痕的折痕挺度为35g-50g,且纵向折痕的折痕挺度与横向折痕的折痕挺度的落差为5g-15g。
9、作为一种可选的技术方案,所述第一涂胶区镀层后的达因值≥36。
10、作为一种可选的技术方案,所述齿线的角度为65°-75°,所述齿线的宽度范围为1.1mm-1.2mm,所述齿线的深度为0.15mm-0.20mm,两个所述第一涂胶区的所述齿线对称设置。
11、作为一种可选的技术方案,通过针状点子热压板或者磨砂热压板对所述第二侧板的所述第一涂胶区进行热压,以使所述镀层为不连续结构,且热压温度为100℃-130℃。
12、本发明还采用以下技术方案:
13、制作方法,适用于如上所述的包装盒,所述制作方法包括以下步骤:
14、s10、通过印刷、烫金、凹凸、模切工艺后得到纸板半成品;
15、s20、对所述纸板半成品进行压痕工艺;
16、s30、对所述纸板半成品进行切割得到所述纸板;
17、s40、对所述第一涂胶区进行热压;
18、s50、对所述第一涂胶区进行齿线加工;
19、s60、对所述第一涂胶区进行胶水涂覆,所述胶水的基胶粘度不小于300mpa·s,所述胶水的ph值为4.5-5.5,所述胶水的蒸发剩余物为50%-55%;
20、s70、使用包装机对涂胶后的所述纸板进行包装,所述包装机的烟包通道的温度为70℃-100℃。
21、本发明的有益效果:
22、本发明提供一种包装盒,该包装盒通过纸板折叠形成,纸板包括通过横向折痕依次相连的第一面板、第一连接板、第二面板和封盖板,第一面板的两侧通过纵向折痕向两端延伸形成第一侧板,第二面板的两端通过纵向折痕向两端延伸形成第二侧板,第一面板与第二面板均相对于第一连接板翻折,以使两个第一侧板与两个第二侧板对应黏合,第一面板、两个第一侧板、第二面板、两个第二侧板与第一连接板形成具有开口的盒体,封盖板用于将盒体封盖,其中,第二侧板具有第一涂胶区,第一涂胶区具有镀层,且镀层为不连续镀层。由于第一涂胶区具有,镀层使得第一涂胶区的表面张力降低,导致第一涂胶区与第一侧板不易黏合,本发明中的第二侧板的第一涂胶区的镀层为不连续镀层,破坏了镀层的结构,使得第一涂胶区涂覆胶水时,胶水能够均匀分布,提升第一侧板与第一涂胶区的粘合力,避免包装盒炸开。
23、本发明还提供一种制作方法,该制作方法通过对第一涂胶区进行热压使得第一涂胶区的镀层为不连续镀层,限定了胶水的性质,增加黏合性,对包装机的烟包通道的温度进行限定,使得包装盒不易炸开,确保的产品的品质。
技术特征:
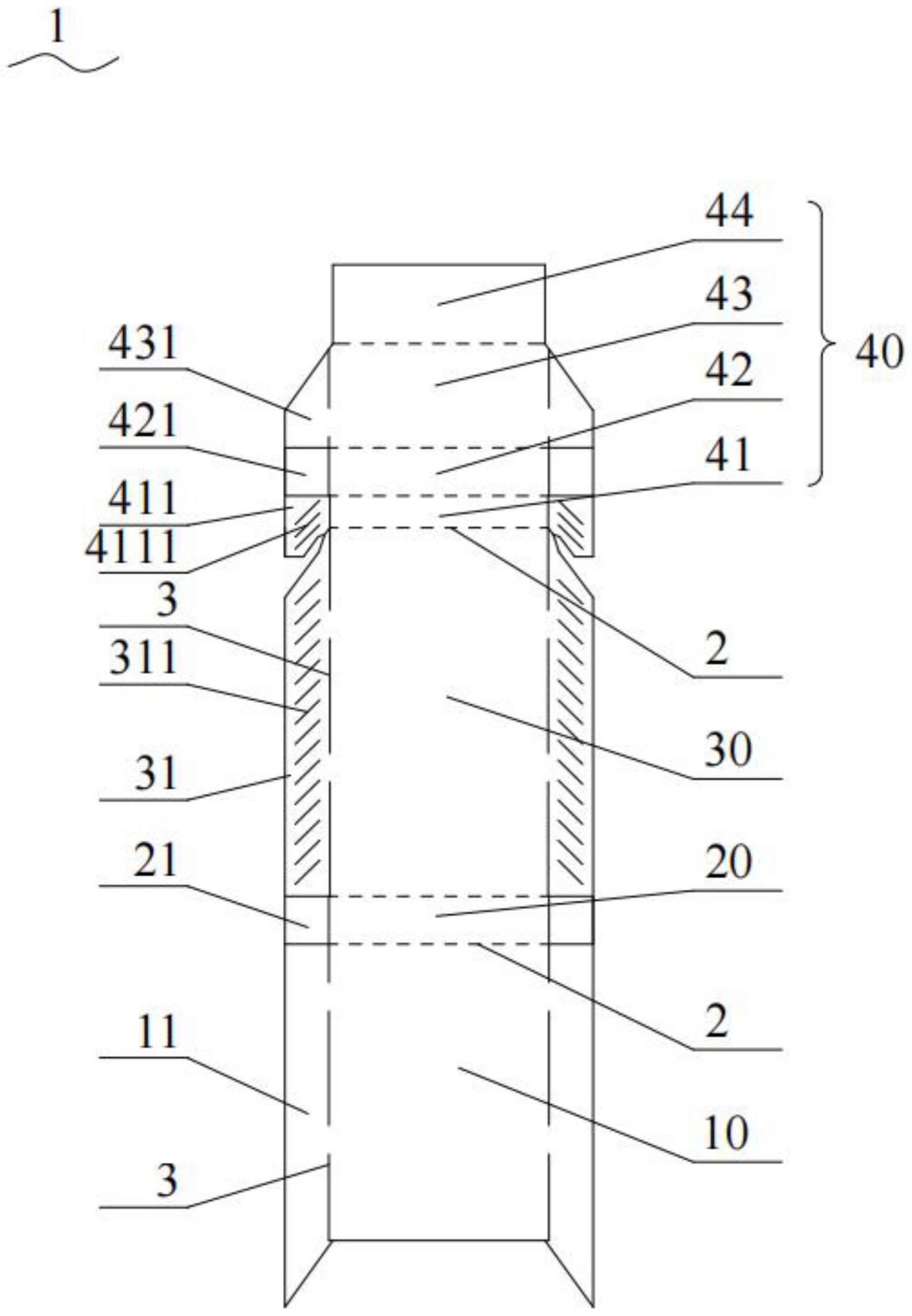
1.包装盒,其特征在于,所述包装盒通过纸板(1)折叠形成,所述纸板(1)包括通过横向折痕(2)依次相连的第一面板(10)、第一连接板(20)、第二面板(30)和封盖板(40),所述第一面板(10)的两端通过纵向折痕(3)向两侧延伸形成第一侧板(11),所述第二面板(30)的两端通过纵向折痕(3)向两侧延伸形成第二侧板(31),所述第一面板(10)与所述第二面板(30)均相对于所述第一连接板(20)翻折,以使两个所述第一侧板(11)与两个所述第二侧板(31)对应黏合,所述第一面板(10)、两个所述第一侧板(11)、所述第二面板(30)、两个所述第二侧板(31)与所述第一连接板(20)形成具有开口的盒体,所述封盖板(40)用于将所述盒体封盖,其中,所述第二侧板(31)具有第一涂胶区(311),所述第一涂胶区(311)具有镀层,且所述镀层为不连续镀层,两个所述第一涂胶区(311)均布有齿线。
2.根据权利要求1所述的包装盒,其特征在于,所述封盖板(40)包括通过横向折痕(2)依次连接的第二连接板(41)、端板(42)和盖板(43),所述第二连接板(41)的两端通过纵向折痕(3)向两端延伸形成第一粘贴板(411),所述盖板(43)的两端通过纵向折痕(3)向两端延伸形成第二粘贴板(431),所述第二连接板(41)与所述盖板(43)均相对于所述端板(42)翻折,以使两个所述第一粘贴板(411)与两个所述第二粘贴板(431)对应贴合,且所述端板(42)与所述第一连接板(20)平行。
3.根据权利要求2所述的包装盒,其特征在于,所述第一连接板(20)的两端通过纵向折痕(3)向两侧延伸形成第一贴片(21),所述第一贴片(21)用于粘贴于所述第一侧板(11)的内侧。
4.根据权利要求3所述的包装盒,其特征在于,所述端板(42)的两端通过纵向折痕(3)向两端延伸形成第二贴片(421),所述第二贴片(421)用于粘贴于所述第一粘贴板(411)的内侧。
5.根据权利要求4所述的包装盒,其特征在于,所述封盖板(40)还包括加强板(44),所述加强板(44)通过横向折痕(2)与所述盖板(43)连接,所述加强板(44)翻折后与所述盖板(43)贴合,用于增加所述盖板(43)的强度。
6.根据权利要求1-5任一项所述的包装盒,其特征在于,所述纸板(1)的横向折痕(2)的折痕挺度为50g-65g,所述纸板(1)的纵向折痕(3)的折痕挺度为35g-50g,且纵向折痕(3)的折痕挺度与横向折痕(2)的折痕挺度的落差为5g-15g。
7.根据权利要求6所述的包装盒,其特征在于,所述第一涂胶区(311)镀层后的达因值≥36。
8.根据权利要求7所述的包装盒,其特征在于,所述齿线的角度为65°-75°,所述齿线的宽度范围为1.1mm-1.2mm,所述齿线的深度为0.15mm-0.20mm,两个所述第一涂胶区(311)的所述齿线对称设置。
9.根据权利要求8所述的包装盒,其特征在于,通过针状点子热压板或者磨砂热压板对所述第二侧板(31)的所述第一涂胶区(311)进行热压,以使所述镀层为不连续结构,且热压温度为100℃-130℃。
10.制作方法,适用于如权利要求1-9任一项所述的包装盒,其特征在于,所述制作方法包括以下步骤:
技术总结
本发明属于香烟包装技术领域,公开了包装盒及其制作方法。包装盒通过纸板折叠形成,纸板包括通过横向折痕依次相连的第一面板、第一连接板、第二面板和封盖板,第一面板的两侧通过纵向折痕向两端延伸形成第一侧板,第二面板的两端通过纵向折痕向两端延伸形成第二侧板,第一面板、两个第一侧板、第二面板、两个第二侧板与第一连接板形成具有开口的盒体,封盖板用于将盒体封盖,其中,第二侧板具有第一涂胶区,第一涂胶区具有镀层,且镀层为不连续镀层,且两个第一涂胶区均布有齿线。通过设置齿线及不连续镀层能够增加胶水与纸板的黏合力,避免纸板制成的包装盒从侧边炸开,确保生产效率的基础上,保证了产品的品质。
技术研发人员:王仰勋,白国强,林雅文,王光耀,侯世聪,杨铖铖
受保护的技术使用者:江苏中烟工业有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!