UV后固化保护膜自动打包机的制作方法
本发明中涉及打包机,特别涉及uv后固化保护膜自动打包机。
背景技术:
1、uv后固化保护膜的最简单结构组成有基材、热固-uv双固化胶、压敏胶、离型保护膜。没有拆开的uv光固膜在存放和使用过程中,需要注意避免紫外线的照射。因为紫外线会使uv光固膜中的光敏剂分解,从而影响其固化效果。如果长时间暴露在阳光下或紫外线灯下,uv光固膜可能会失去固化效果,导致印刷品出现不良现象。
2、基于以上情况,需要对uv后固化保护膜进行遮光保护,通常使用黑色的拉伸膜进行包装,而现有技术中,一般uv后固化保护膜加工成卷后,直接由工人用黑色拉伸膜将保护膜卷包裹,十分不便,并且包裹后,还需要手动贴标签,效率低,有鉴于此,需要一种uv后固化保护膜自动打包机。
技术实现思路
1、本技术的目的在于提供uv后固化保护膜自动打包机,以解决上述背景技术中提出的问题。
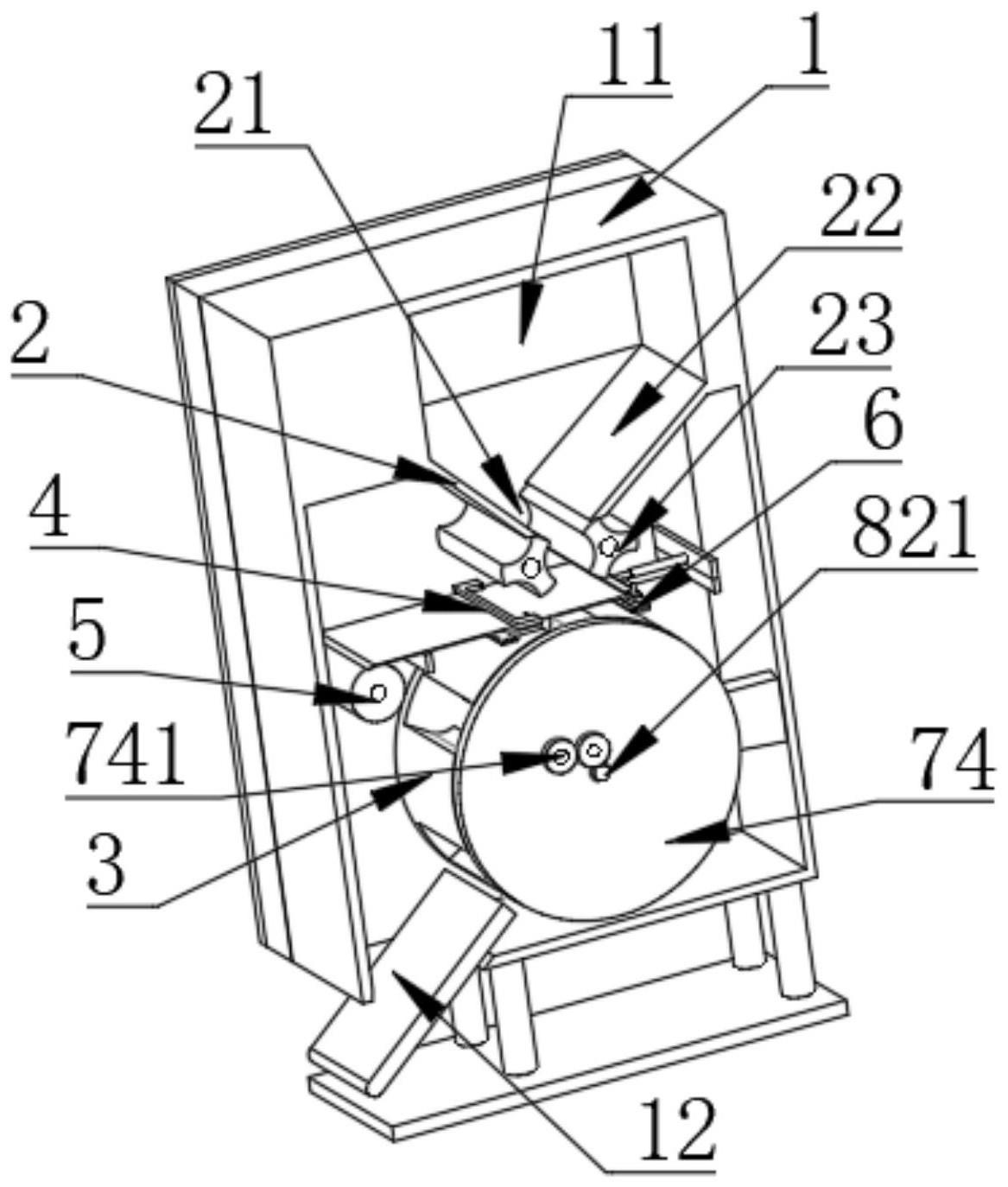
2、为实现上述目的,本技术提供如下技术方案:uv后固化保护膜自动打包机,包括工作机箱,所述工作机箱包括竖直设置的安装板,所述工作机箱的底部设置有出料口,所述工作机箱的内腔设置有拉伸膜卷;
3、上料工位,所述上料工位设置于工作机箱的内腔,所述上料工位包括上料口,所述工作机箱与上料工位处设置有上料门;
4、打包工位,所述打包工位包括转动圆板,所述转动圆板转动安装在安装板上,所述转动圆板的一侧均匀设置有若干呈圆周分布的打包槽,所述打包槽开口背离转动圆板圆心,最顶端所述打包槽开口正对上料口,所述工作机箱内安装有用于驱动转动圆板转动的驱动组件;
5、拉膜组件,所述拉膜组件用于将拉伸膜卷上拉伸膜于最顶端打包槽上方拉伸展开;
6、热封组件,所述热封组件设置于拉膜组件与打包工位之间,用于将包裹在固化保护膜卷上的拉伸膜两端热封;
7、贴标组件,所述贴标组件设置在工作机箱的内腔,用于将标签贴在拉伸膜上。
8、优选地,所述上料工位还包括两个引料板,两个所述引料板安装在安装板上,两个所述引料板自上而下相向倾斜设置,两个所述引料板的底端之间间隙为上料口。
9、优选地,所述上料工位还包括两个上料辊,两个所述上料辊转动安装在安装板上,两个所述上料辊分别置于两个引料板的末端底部,两个所述上料辊的环面均匀开设有多个沿上料辊轴向的弧形料槽,两个相对的弧形料槽组成的上料空间与固化保护膜卷适配;
10、所述安装板远离上料辊的一侧转动设置有两个第一齿轮,两个所述第一齿轮分别与两个上料辊同轴连接,两个所述第一齿轮啮合,所述安装板上安装有驱动第一齿轮转动的第一电机。
11、优选地,所述拉膜组件包括设置于上料口底端一侧的固定夹板,所述固定夹板包括u型上夹板和安装在安装板上的u型下夹板,所述u型下夹板顶面一侧设置有两个第一滑杆,所述u型上夹板通过开设两个第一滑孔滑动安装在两个第一滑杆上,所述u型上夹板、u型下夹板的平行设置,所述u型上夹板、u型下夹板上均设置有第一磁条,并通过两个第一磁条贴合,所述拉伸膜卷上的拉伸膜从u型上夹板与u型下夹板之间穿过,并且拉伸膜的两侧分别夹持在u型上夹板、u型下夹板两侧。
12、优选地,所述拉膜组件还包括设置于上料口底端另一侧的活动夹板组件,所述活动夹板组件包括活动上夹板、活动下夹板、第一气缸、安装座,所述安装座安装在安装板上,所述第一气缸安装在安装座靠近固定夹板一侧,所述活动下夹板水平安装在第一气缸悬置端,所述活动下夹板靠近第一气缸一侧竖直设置有两个第二滑杆,所述活动上夹板通过开设滑孔滑动安装在两个第二滑杆上,所述活动上夹板、活动下夹板上均设置有第二磁条,并通过两个第二磁条贴合;
13、所述活动上夹板靠近和远离固定夹板的两端面均为自上而下向第一气缸一侧倾斜的倾斜面,所述u型上夹板的内侧两端均安装有斜板,所述斜板靠近和远离活动夹板组件的两端面均为自上而下向活动夹板组件一侧倾斜的倾斜面,所述活动上夹板、活动下夹板的接触面与u型上夹板、u型下夹板的接触面处于同一个水平面上。
14、优选地,所述贴标组件包括标签辊、两个收卷辊、垫辊、固定圆板,所述固定圆板,所述固定圆板通过连接板安装在工作机箱内腔一侧,所述标签辊、两个收卷辊均转动安装在固定圆板上,所述垫辊的一端固定安装在固定圆板上,若干所述打包槽靠近转动圆板圆心一端均开设有贴标槽口,所述垫辊设置于最顶端打包槽的底端。
15、优选地,所述垫辊环面设置有弧槽,所述弧槽与固化保护膜卷适配。
16、优选地,所述热封组件包括两个分别设置在最顶端打包槽槽口两端的热封件,两个所述热封件相对设置,所述热封件包括第二气缸、热封烫刀,所述第二气缸通过固定板安装在安装板上,所述热封烫刀水平安装在第二气缸的悬置端。
17、优选地,两个所述热封烫刀的顶面均设置有盒体,两个所述盒体的开口相对,两个所述盒体内均设置有弹性件,所述弹性件的一端与盒体连接,另一端安装有滑板,所述滑板的一端滑动安装在盒体内,另一端端部超过热封烫刀的端部。
18、优选地,所述驱动组件包括第二电机、转轴,所述第二电机安装在工作机箱的内腔,所述转轴转动安装在安装板上,所述转轴贯穿转动圆板、固定圆板,所述转轴与转动圆板固定连接,所述固定圆板上均转动安装有两个相互啮合第二齿轮,两个所述第二齿轮分别与两个收卷辊同轴连接,所述转轴的悬置端同轴设置有第三齿轮,所述第三齿轮与一个所述第二齿轮啮合。
19、综上,本发明的技术效果和优点:
20、1、本发明中,将待打包固化保护膜卷放置在上料工位上,重力使固化保护膜卷从上料口滚出,接触底部拉膜组件拉伸展开的拉伸膜,最后带着拉伸膜落入打包槽中,最后再通过热封组件将包裹在固化保护膜卷上的拉伸膜两端热封,从而完成对固化保护膜卷的打包,通过转动转动圆板,使多个打包槽轮流经过上料口底部,且装有打包后固化保护膜卷的打包槽转动至开口向下时,该打包槽内打包好的固化保护膜卷滚出打包槽,最后经出料口滚出工作机箱,如此往复,循环操作,并且本装置还设置有贴标组件,用于对每一个打包好的固化保护膜卷贴上标签,全程自动化操作,并且整个过程在封闭的工作机箱中进行,使固化保护膜卷不会曝光损坏。
21、2、本发明中,通过设置两个引料板以及两个上料辊,可以一次性在两个引料板上放置多个待打包固化保护膜卷,通过第一电机控制两个第一齿轮转动,使两个上料辊反向转动,两侧的弧形料槽一次仅仅只会呈接一个待打包固化保护膜卷,使一次只有一个待打包固化保护膜卷落入底部的打包槽中,无需人工依次码放或是手动上料。
22、3、本发明中,装置工作时,将标签卷套设在标签辊上,将标签面层经过垫辊的弧槽,将面层黏贴一面朝着打包槽,并将面层与底纸的端部分别固定在两个收卷辊上,通过转动两个收卷辊,使标签依次倒置在弧槽上,当上方固化保护膜卷下落时,将拉伸膜一同带入打包槽中,此时倒置的标签黏贴在位于贴标槽口的拉伸膜上,完成标签的粘贴,无需人工操作贴标签,且打包固化保护膜卷的同时完成贴标,使缩短了单个固化保护膜卷加工时间。
- 还没有人留言评论。精彩留言会获得点赞!