一种旋流井行车自动控制方法与流程
本发明是发明专利《一种旋流井行车自动控制系统》(2021107364780)的分案申请,涉及一种自动控制方法,特别是一种适用于旋流井行车的自动控制方法。
背景技术:
1、钢铁冶金连铸和轧钢过程中产生的氧化铁皮,通过高压水把钢表面的氧化铁皮渣冲到旋流井内,在旋流井内沉淀,然后通过控制行车抓斗实现对旋流井内氧化铁皮渣的抓取、储存和装车。行车自动定位控制技术比较成熟,但是要实现对旋流井内氧化铁皮的抓取、存放及装车,实现旋流井行车完全自动控制,需要一整套完整技术支撑,包括:行车定位、料堆模型建模、料堆模型控制、汽车定位、装车模型等。
2、但是旋流井抓料后的自动堆料、料池物料的自动取料及自动装车等,牵涉到料堆模型建模、料堆模型控制及装车模型控制技术,常规的plc控制算法很难实现,如采用激光扫描及图像识别等技术,通过复杂的计算机建模,可实现料堆模型控制,但是开发成本高、周期长,故国内还未有成功应用案例,限制了旋流井行车自动抓渣的应用,导致旋流井行车一般采用人工操作实现。
技术实现思路
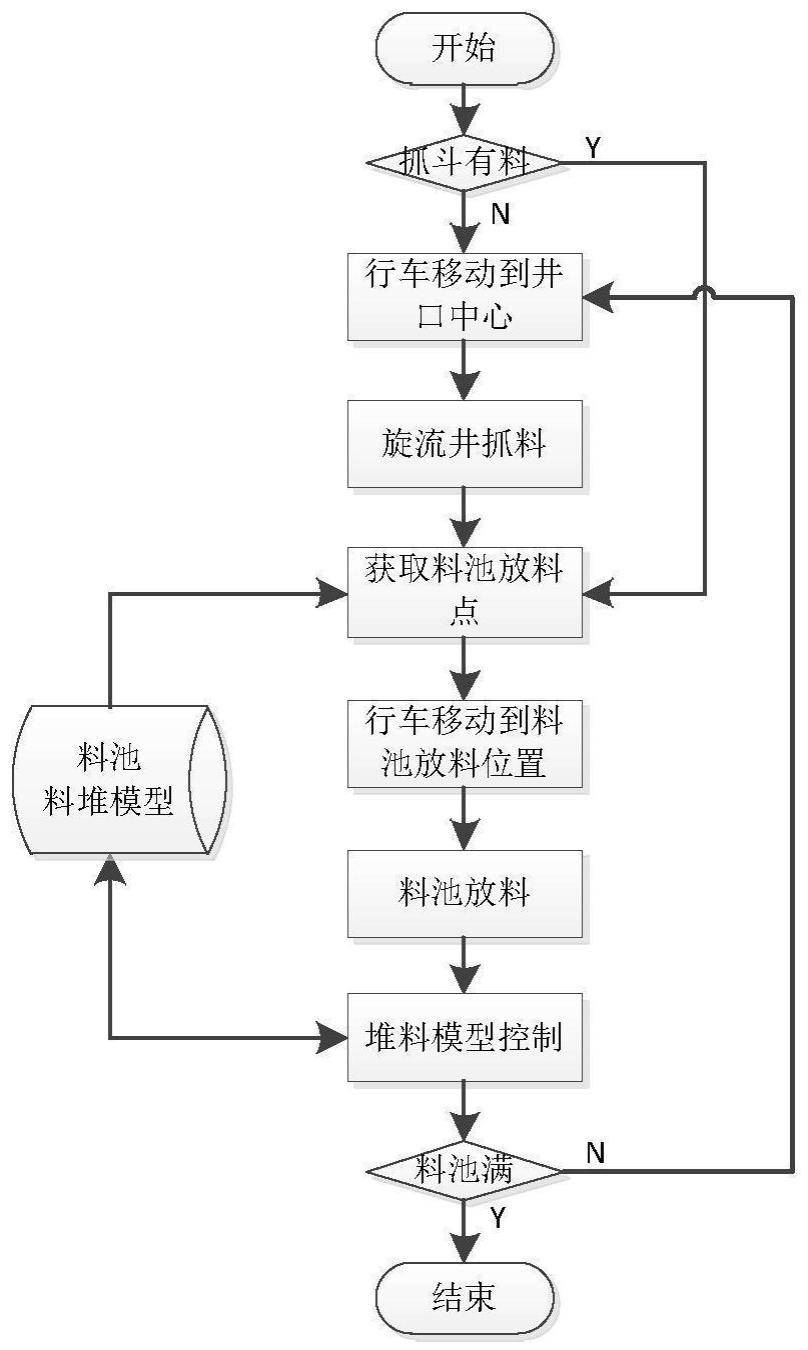
1、本发明的技术任务是针对以上现有技术的不足,提供一种旋流井行车自动控制方法,通过plc自动控制技术,完成对行车抓斗的自动定位;建立料堆模型,实现对料堆的自动堆料模型控制和取料模型控制,实现对氧化铁皮料的自动堆放和取料;通过汽车定位技术和装车控制模型,实现对物料的自动装车功能。通过这些技术的应用,实现对旋流井内氧化铁皮渣的自动抓取、存放,物料池物料的自动抓取、装车功能。
2、本发明解决其技术问题的技术方案是:一种旋流井行车自动控制方法,其特征在于:一种旋流井行车自动控制方法,其特征在于:包括行车定位检测;行车防摇控制;汽车位置检测;料堆模型建立和料堆模型控制;汽车装车模型建立和控制;其中:所述行车定位检测,包括大车平面位置、小车平面位置,抓斗垂直位置;所述行车防摇控制,变频自带防摇控制技术采用开环防摇摆控制技术,通过修改发给电气控制系统的速度命令信号而连续限制摆动,通过检查吊钩的起升高度来计算摆动的角度,然后通过给定的加速度和减速来抵消摆角;所述汽车位置检测,获得汽车斗的三维位置模型;所述料堆模型建立,包括料堆模型规划和塌方斜率设定;所述料堆模型规划为将料池划分为n×m个点阵;每个点阵均记录物料高度,将料池构建为一个三维区域的数学模型;所述料堆模型控制,包括堆料模型控制和取料模型控制;所述汽车装车模型和控制,包括汽车装料模型构建、塌方斜率设定、汽车装料物料高度确定、汽车放料后物料高度修正、装车点阵顺序设定、装车停止模式设定。
3、进一步的,上述行车定位检测中,大、小车平面位置检测采用格雷编码电缆定位技术实现;抓斗垂直位置采用绝对值编码器进行定位。
4、进一步的,上述汽车位置检测为要求汽车停放固定一侧位置,汽车尾部安装激光测距,这样可以获得汽车斗后侧一个角绝对位置,再根据输入的汽车斗长度、宽度、地板高度、栏板高度,一个汽车斗的三维位置模型即可获得。
5、进一步的,上述料堆模型建立中,点阵宽度般取抓斗张开宽度。
6、进一步的,上述堆料模型控制包括(1)抓斗状态判断、(2)放料物料分布、(3)料斗放料后,得到放料点中心位置和物料高度、(4)堆料中心点四周点阵高度修正、(5)四周点阵外围一圈点阵高度修正。
7、进一步的,上述取料模型控制包括(1)抓斗状态判断、(2)抓斗取料影响区域、(3)抓斗中心点四周点阵高度修正、(4)四周点阵外围一圈点阵高度修正。
8、进一步的,上述汽车装料模型构建包括确定点阵个数,然后计算点阵宽度,对汽车装车的每个点阵,均记录物料高度,最后将汽车斗物料构建为一个三维区域的数学模型。
9、进一步的,上述装车点阵顺序设定,为抓斗装车时按隔点装车。
10、进一步的,上述装车停止模式包括装满模式、重量模式、装车次数模式;达到任一模式条件将停止装车。
11、与现有技术相比较,本发明具有以下突出的有益效果:
12、1、本发明将料堆的有限的物料空间网格化,当物料堆料时,建立堆料模型控制算法,完成料堆物料存贮;
13、2、通过该堆料模型的自动控制,实现了对料堆的自动堆料功能即使在驾驶室手动操作,在随意位置放料情况下,也能对点阵模型进行自动修正,确保了料堆模型的实时性和准确性;
14、3、通过行车自动定位检测及控制技术,实现行车定位控制;
15、4、通过变频防摇技术的应用,实现了行车稳定快速控制;
16、5、实现对旋流井内氧化铁皮渣的自动抓取、存放及料池堆物料的自动抓取、装车功能,摆脱人工控制具有的重复性劳动效率不高,工作时间长,劳动强度大的弊病,并提升行车运行的安全。
技术特征:
1.一种旋流井行车自动控制方法,其特征在于:包括行车定位检测;行车防摇控制;汽车位置检测;料堆模型建立和料堆模型控制;汽车装车模型建立和控制;其中:
2.根据权利要求1所述旋流井行车自动控制方法,其特征在于:所述行车定位检测中,大、小车平面位置检测采用格雷编码电缆定位技术实现;抓斗垂直位置采用绝对值编码器进行定位。
3.根据权利要求1所述旋流井行车自动控制方法,其特征在于:所述汽车位置检测为要求汽车停放固定一侧位置,汽车尾部安装激光测距,这样可以获得汽车斗后侧一个角绝对位置,再根据输入的汽车斗长度、宽度、地板高度、栏板高度,一个汽车斗的三维位置模型即可获得。
4.根据权利要求1所述旋流井行车自动控制方法,其特征在于:所述料堆模型建立中,点阵宽度般取抓斗张开宽度。
5.根据权利要求1所述旋流井行车自动控制方法,其特征在于:所述堆料模型控制包括(1)抓斗状态判断、(2)放料物料分布、(3)料斗放料后,得到放料点中心位置和物料高度、(4)堆料中心点四周点阵高度修正、(5)四周点阵外围一圈点阵高度修正。
6.根据权利要求1所述旋流井行车自动控制方法,其特征在于:所述取料模型控制包括(1)抓斗状态判断、(2)抓斗取料影响区域、(3)抓斗中心点四周点阵高度修正、(4)四周点阵外围一圈点阵高度修正。
7.根据权利要求1所述旋流井行车自动控制方法,其特征在于:所述汽车装料模型构建包括确定点阵个数,然后计算点阵宽度,对汽车装车的每个点阵,均记录物料高度,最后将汽车斗物料构建为一个三维区域的数学模型。
8.根据权利要求1所述旋流井行车自动控制方法,其特征在于:所述装车点阵顺序设定,为抓斗装车时按隔点装车。
9.根据权利要求1所述旋流井行车自动控制方法,其特征在于:所述装车停止模式包括装满模式、重量模式、装车次数模式;达到任一模式条件将停止装车。
技术总结
本发明公开了一种旋流井行车自动控制方法,属于自动控制领域,包括包括行车定位检测;行车防摇控制;汽车位置检测;料堆模型建立和料堆模型控制;汽车装车模型建立和控制。与现有技术相比较,可以实现自动抓取、存放、装车、行车定位控制、行车稳定快速控制。
技术研发人员:范来良,李青,高培,鲁华威,豆治然
受保护的技术使用者:日照钢铁控股集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!