一种中药材与成品粮用小包装气调剂智能化生产线的制作方法
本技术涉及气调剂封装,尤其是涉及一种中药材与成品粮用小包装气调剂智能化生产线。
背景技术:
1、中药材气调养护技术是代替硫磺、磷化铝熏蒸等传统的中药材养护的绿色、环保、安全的新型养护技术。主要适用于中药材在仓储和流通过程中的综合贮存养护,保持中药材良好的外观性状和内在品质。减少仓储过程中的自然损耗,降低仓储养护综合成本。将气调技术应用在成品粮领域时,能够尽量避免成品粮受潮以及氧化,有效保障成品粮质量。
2、小包装气调剂,是指将气调剂封装至能够进行气体交换的小包装袋中,以便于中药材、成品粮贮藏或封装时,直接将小包装气调剂装入中药材或是成品粮的包装袋中。为避免小包装气调剂中的气调剂在贮藏、运输过程中失效,还需将小包装气调剂装入外包装袋中,并对外包装袋进行真空密封。
3、而相关技术中,小包装袋气调剂常采用手工装入外包装袋,再通过工作人员通过抽真空设备对外包装袋进行抽真空密封。如此包装的效率低下,工作人员的劳动强度大。
技术实现思路
1、为了提高小包装袋气调剂的包装效率并降低工作人员的劳动强度,本技术提供一种中药材与成品粮用小包装气调剂智能化生产线。
2、本技术提供的一种中药材与成品粮用小包装气调剂智能化生产线采用如下的技术方案:
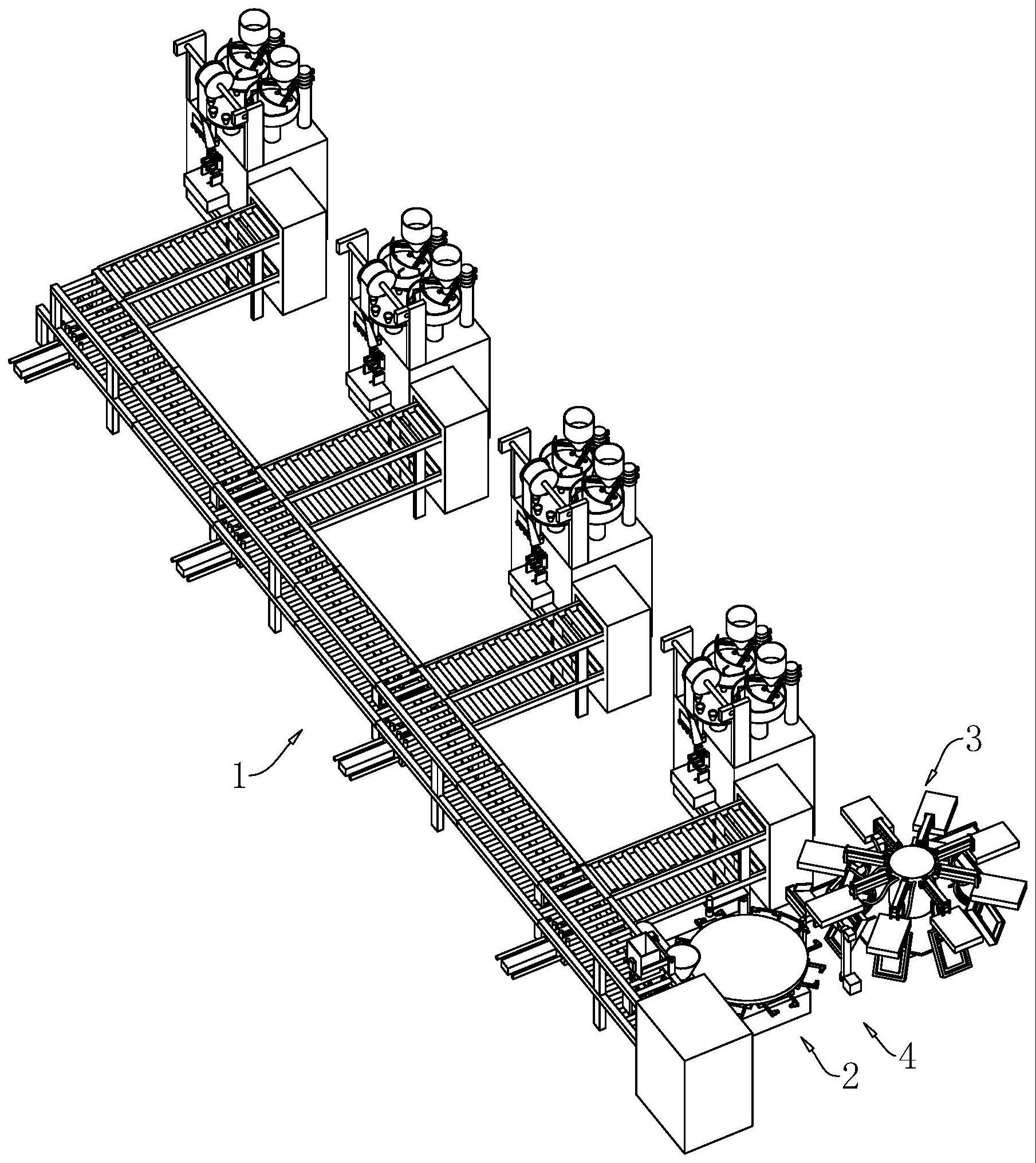
3、一种中药材与成品粮用小包装气调剂智能化生产线,包括
4、传输装置,用于传输小包装气调剂;
5、装袋装置,用于将小包装气调剂装入外包装袋,包括用于夹持外包装袋的夹袋机构、用于传输夹袋机构的装袋传输机构以及用于传输小包装气调剂的投料器,所述装袋传输机构能够将夹袋机构夹持的外包装袋传输至投料器的料斗的下方;
6、封装装置,用于对装有小包装气调剂的外包装袋进行抽真空封装,包括能够启闭的密封模具、用于夹持外包装袋的夹持机构以及用于对外包装袋进行热封的热封机构,所述夹持机构以及热封机构均设置在密封模具内;
7、移袋装置,用于将装有小包装气调剂的外包装袋传输至夹持机构;
8、所述传输装置能够将小包装气调剂传输至投料器的料斗内。
9、通过采用上述技术方案,对小包装气调剂进行包装时,先通过传输装置将小包装气调剂传输至投料器的料斗内,待装袋传输机构将夹持有外包装袋的夹袋机构以及外包装袋传输至料斗下方时,将投料器的料斗内的小包装气调剂投入外包装袋内。接着通过移袋装置将装有小包装气调剂的外包装袋传输至其中一个夹持机构处,并通过上述夹持机构夹持装有小包装气调剂的外包装袋。接着关闭密封模具,并通过能够抽真空的设备如真空机等对密封模具内抽真空,外包装袋内空气被抽出后,通过热封机构对外包装袋进行热封。最后打开密封模具即可,并撤除夹持机构对外包装袋的夹持即可。
10、相较于人工包装,通过本技术生产线,提高了小包装气调剂包装的自动化程度,提高小包装袋气调剂的包装效率,极大降低工作人员的劳动强度。
11、可选的,所述密封模具包括下座以及上盖,所述封装装置包括合模机构,所述合模机构包括模具座、摆臂、升降气缸以及连接臂,所述摆臂的一端能够转动,所述上盖设置在摆臂的另一端上,所述下座的铰接在模具座上,所述升降气缸的缸体能够转动,所述升降气缸的活塞杆的端部与下座的一端铰接,所述连接臂的两端分别转动设置在升降气缸的活塞杆以及摆臂上。
12、通过采用上述技术方案,通过夹持机构夹持装有小包装气调剂的外包装袋后,通过将升降气缸的活塞杆收缩,升降气缸的缸体转动,同时下座转动。升降气缸通过连接臂驱动摆臂转动,以使上盖向靠近下座的方向移动。
13、下座能够转动,使得夹持机构夹持外包装袋时,下座的位置便于夹持机构夹持外包装袋。夹持机构夹住外包装袋后,转动下座以使向靠近上盖,有助于上盖与下座盖合。驱动下座转动时,能够同步驱动上盖向靠近下座的方向移动,以使上盖与下座盖合。如此设置减少了驱动源的设置,提高了密封模具的结构紧凑性。
14、可选的,所述合模机构还包括摆动杆、摆动座以及铰接座,所述铰接座以及摆动座分别铰接在摆臂的两端,所述摆动杆的两端分别与铰接座以及摆动座铰接,所述摆动座连接在上盖上。
15、通过采用上述技术方案,摆臂相对铰接座转动时,摆动杆一同相对铰接座转动,通过摆臂以及摆动杆使得摆动座相对摆臂发生转动,从而使得与摆动座连接的上盖一同转动。摆臂转动以使上盖向下座移动,即上盖与下座盖合时,通过摆动杆以及摆动座,上盖相对摆臂转动,以使上盖向靠近下座的方向转动。摆臂转动以使上盖与下座分离时则反之。如此设置不仅有助于上盖与下座盖合,还提高了上盖与下座盖合的效率。
16、可选的,所述密封模具包括下座以及盖合在下座上的上盖,所述封装装置还包括摊平机构,所述摊平机构包括滑动设置在下座内的摊平板以及用于驱动摊平板往复移动的摊平驱动源。
17、通过采用上述技术方案,由于下座内设置有摊平机构,使得外包装袋装入下座并通过夹持机构夹持后,会与摊平板抵触。上盖与下座盖合后,通过升降气缸以及铰接座,使得下座能够转动至接近水平,从而使得下座内的摊平板能够移动至接近水平状态,此时摊平板对外包装袋以及外包装袋内的小包装气调剂进行支撑。然后进行抽真空,同时通过摊平驱动源驱动摊平板往复移动。通过摊平机构,能够将小包装气调剂均布在外包装袋内,使得热封后的外包装袋整体扁平,便于装箱运输。
18、由于外包装袋由夹持机构夹持,因此抽真空时会抽走上盖与下座之间、外包装袋外的空气,如此使得外包装袋内气压大于外包装袋外,从而使得外包装袋发生膨胀,膨胀后的外包装袋产生的空间,有助于摊平板将外包装袋内的小包装气调剂均布在外包装袋内,提高了小包装气调剂于外包装袋分布的均匀性,使得热封后的外包装袋整体更为扁平。
19、可选的,所述热封机构包括加热块以及具有弹性的抵紧块,所述上盖盖合在下座上时,所述抵紧块与加热块相互抵紧;
20、所述抵紧块设置在下座上,所述加热块设置在上盖上;或
21、所述加热块设置在下座上,所述抵紧块设置在下座上。
22、通过采用上述技术方案,将外包装袋装入下座中时,外包装袋的袋口与加热块或是抵紧块抵触,然后通过夹持机构夹紧外包装袋。接着盖合上盖与下座,抵紧块与加热块夹紧外包装袋,从而使得外包装袋内气体不易向外逸散,有助于抽真空时外包装袋膨胀。抽真空、摊平完毕后,通过加热块加热,即可对外包装袋的袋口进行热封。
23、如此设置的热封机构,不仅能够对外包装袋进行热封,还有助于外包装袋内的小包装气调剂均布在外包装袋中。
24、可选的,所述装袋装置还包括整理机构,所述整理机构包括上整理组件以及下整理组件;
25、所述上整理组件包括整理锤以及用于驱动整理锤沿竖直方向往复移动的整理的上整理驱动源;
26、所述下整理组件包括整理板以及用于驱动整理板沿竖直方向往复移动的下整理驱动源;
27、所述整理板位于整理锤的下方,所述装袋传输机构能够将夹袋机构夹持的外包装袋传输至整理锤下方、整理板上方。
28、通过采用上述技术方案,将小包装气调剂装入外包装袋后,启动上整理驱动源以及下整理驱动源,使得整理锤往复伸入外包装袋中,以将小包装气调剂推入外包装袋的底部。同时整理板往复推动外包装袋的底部,使得小包装气调剂能够均匀填充满外包装袋的底部。如此设置,使得小包装袋气调剂不易聚集在外包装袋的袋口处,以便于夹持机构后续对外包装袋的袋口进行夹持,以及热封机构后续对外包装袋的袋口进行热封。
29、可选的,所述下整理组件还包括晃动块以及晃动杆,所述晃动块上开设有活动孔,所述晃动杆穿设在活动孔中,所述活动孔的孔径大于晃动杆的直径,所述晃动杆的一端连接在整理板上,所述下整理驱动源用于驱动晃动块沿竖直方向往复移动。
30、通过采用上述技术方案,通过整理驱动源驱动晃动块沿竖直方向往复移动,由于活动孔的孔径大于晃动杆的直径,使得晃动杆不仅于活动孔中沿竖直方向移动,还于活动孔中发生摆动,使得整理板在沿竖直方向移动的同时,还发生晃动,有助于小包装气调剂均匀填满外包装袋的底部。
31、可选的,所述传输装置包括主传输机构、多个副传输机构以及多个限流机构以及多个装载小包装气调剂的装料盒,所述主传输机构包括用于传输装料盒的主传送带,所述副传输机构包括多个用于将装料盒传输至主传送带上的副传送带,所述限流机构与副传送带沿主传送带的传输方向呈交替设置,所述限流机构包括沿竖直方向滑动设置在主传送带上的限流挡块以及驱动限流挡块升降的限流驱动源,所述限流挡块能够移动自身上端位于主传送带的滚轴的上方,所述限流挡块还能够至自身位于主传送带的滚轴的上端的下方。
32、通过采用上述技术方案,通过多台将气调剂装入小包装袋以制成小包装气调剂的设备生产小包装气调剂后,将各台设备生产的小包装气调剂投入位于不同副传送带上的装料盒中,然后通过副传送带将装料盒传输至主传送带上,以对多台设备上生产的小包装气调剂汇总包装。通过设置传感器等方式,副传送带上的装料盒即将移至主传送带上,且主传送带上即将有装料盒移动至主传送带与副传送带的交界处时,通过限流驱动源驱动限流挡块移动至限流挡块的上端位于主传送带的滚轴上方,从而对主传送带上的装料盒进行阻挡,以使副传送带上的装料盒能够顺利移动至主传送带上,尽量副传送带传输至主传送带上的装料盒与主传送带上的装料盒出现碰撞,导致装料盒侧翻或是装料盒于主传送带上卡滞的情况出现。
33、可选的,所述主传输机构包括主返回传送带以及主提升机,所述主传送带用于将装料盒传输至主提升机上,所述主提升机用于将装料盒传输至主返回传送带上,所述副传输机构包括副返回传送带以及副提升机,所述副返回传送带用于将装料盒传输至副返回传送带上,所述副返回传送带用于将装料盒传输至副传送带上;所述传输装置还包括多个与副返回传送带呈对应设置的返回机构,所述返回机构包括阻挡组件以及推料组件;
34、所述推料组件包括沿推料块以及推料驱动源,所述推料块沿副返回传送带传输方向滑动设置在主返回传送带上,所述推料驱动源驱动推料块往复移动;
35、所述推料组件以及阻挡组件沿主返回传送带的传输方向排布,所述阻挡组件包括沿竖直方向滑动设置在主返回传送带上的阻挡块以及驱动阻挡块升降的阻挡驱动源,所述阻挡块能够移动自身上端位于主返回传送带的滚轴的上方,所述阻挡块还能够至自身位于主返回传送带的滚轴的上端的下方。
36、通过采用上述技术方案,装料盒内的小包装气调剂传输至投料器内后,通过主传送带将空装料盒传输至主提升机内,由主提升机传输至主返回传送带上。通过在各副返回传送带上设置相关检测装料盒数量的传感器,装料盒数量少的副返回传送带对应的返回机构的阻挡块在阻挡驱动源的作用下升起,以阻拦装料盒。此时通过推料驱动源驱动推料块向靠近副返回传送带的方向移动,以将被阻挡下的装料盒推至副返回传送带上。副返回传送带将装料盒传输至副升降机上,再由副升降机将装料盒传输至副传送带上。如此实现装料盒循环,能够对多台设备生产的小包装气调剂进行汇总,还能够对多台设备进行装料盒供给。
37、可选的,所述传输装置包括主传输机构以及投料机构,所述主传输机构包括主传送带,所述投料机构包括转动设置在主传送带上的投料桶以及设置在投料桶上的夹紧组件,所述投料桶能够转动至一端对准投料器的料斗进口,所述夹紧组件包括夹紧钩以及用于驱动夹紧钩向靠近投料桶方向移动的夹紧驱动源。
38、通过采用上述技术方案,将装有小包装气调剂的装料盒在主传送带上传输至投料机构处时,通过夹紧驱动源驱动夹紧钩向靠近投料桶的方向移动,以使投料桶与夹紧钩的端部夹紧装料盒。然后转动投料桶至投料桶的一端对准投料器,装料盒内的小包装气调剂进入投料桶中,并经投料桶进行投料器的料斗中。
39、如此设置,结构简单,便于将装料盒内的小包装气调剂投入投料器的料斗内。
40、综上所述,本技术包括以下至少一种有益技术效果:
41、1.通过传输装置传输小包装气调剂至装袋装置,通过装袋装置将小包装气调剂装入外包装袋内,再通过移袋装置将装有小包装气调剂的外包装袋以至封装装置,最后通过封装装置对装有小包装气调剂的外包装袋进行抽真空热封,如此设置实现了小包装气调剂保障的全自动化,提高小包装袋气调剂的包装效率,降低工作人员的劳动强度;
42、2.通过合模机构,使得上盖与下座盖合时,下座能够转动至接近水平,通过夹持机构以及热封机构,使得抽真空时外包装袋能够膨胀,有助于小包装气调剂于外包装袋内移动,通过摊平机构,使得小包装气调剂能够于外包装袋内均布,如此完成抽真空与热封的外包装袋体积小且扁平,便于运输;
43、3.通过上整理组件以及下整理组件,使得装入外包装袋内的小包装起调节够能够均匀填满外包装袋的底壁,以便于后续夹持外包装袋的袋口以及对外包装袋进行热封。
- 还没有人留言评论。精彩留言会获得点赞!