一种半自动化长铝型材输送机的制作方法
本发明涉及输送机,尤其涉及一种半自动化长铝型材输送机。
背景技术:
1、铝型材是铝棒通过热熔和挤压,从而得到不同截面形状的铝材料,铝型材的生产流程主要包括熔铸、挤压和上色三个过程,长铝型材在生产加工时需要利用输送机进行转运。
2、现有技术中如专利号cn115258267a,公开了包装铝型材用输送机,其通过滑动调节架在防护壳的外侧滑动,使用螺栓将支撑板固定在底架的顶端,支撑板底端的移动轮方便人员对装置进行移动……启动电动推杆带动限位板进行移动,从而对铝型材的位置进行调整,支撑板底端的照明灯可以对铝型材的表面进行照明,以防止光线较暗影响检测的效果。上述专利的技术方案存在以下不足之处:1、其需要人工移动长铝型材至输送机上进行传输,劳动强度大;2、采用液压驱动限位板对长铝型材进行限位,容易对长铝型材造成损伤,影响传输的效果;3、不便于及时清理和收集长铝型材上的杂质。
技术实现思路
1、针对现有技术中的不足与缺陷,本发明提出了一种半自动化长铝型材输送机,用于解决背景技术中所提出的技术问题。
2、为了实现上述目的,本发明采用了如下技术方案:
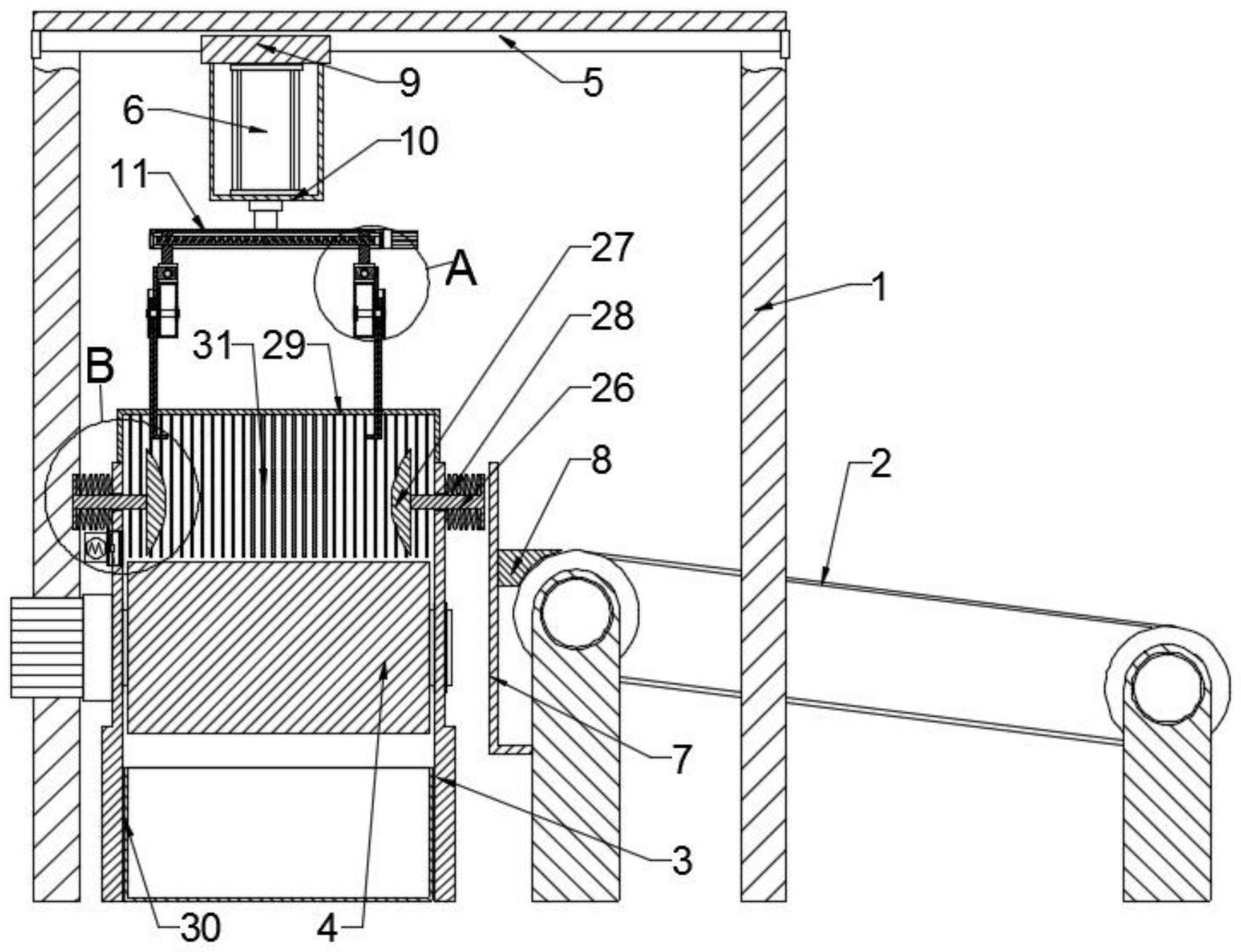
3、一种半自动化长铝型材输送机,包括门型固定架,所述门型固定架右侧设有多组第一皮带输送机,所述门型固定架的下方设有两个底座,两个底座之间架设有同一组第二皮带输送机,多组所述第一皮带输送机的支架上设有同一个定位组件,所述门型固定架位于中心位置的下端固定安装有直线导轨,所述直线导轨上设有液压缸,所述液压缸活塞杆的下端设有可调节的型材夹持机构,两个所述底座位于第二皮带输送机上方的相对侧壁上设有用于长铝型材的限位组件,两个所述底座之间还设有用于长铝型材的清理机构。
4、优选地,多组所述第一皮带输送机均呈倾斜设置,多组所述第一皮带输送机均垂直第二皮带输送机设置。
5、优选地,所述定位组件包括固定连接于多组第一皮带输送机位于门型固定架内一侧支架上的l型支撑板,所述l型支撑板的竖直段侧壁上固定连接有弧形限位台,所述弧形限位台的弧形端面朝向第一皮带输送机设置,所述弧形限位台的水平端面与第一皮带输送机处于同一水平面上。
6、优选地,所述直线导轨上设有与之相匹配的活动导块,所述活动导块的下端固定连接有u型支撑座,所述液压缸固定安装于u型支撑座的水平段上,所述液压缸活塞杆的下端竖直贯穿u型支撑座的水平段设置。
7、优选地,所述型材夹持机构包括固定安装于液压缸活塞杆下端的支撑台,所述支撑台上设有调节机构,所述调节机构上设有两个框型架,两个所述框型架的相背侧壁上均固定连接有若干罩体,若干所述罩体与框型架之间均水平转动贯穿设有转动杆,若干所述转动杆位于罩体内的一端均转动套接有两块圆形块,靠近框型架的若干所述圆形块上均固定连接有连接块,所述框型架的上端固定安装有若干气缸,若干所述气缸的活塞杆上均固定连接有固定块,若干所述固定块分别与若干连接块固定连接,若干所述圆形块的下端均固定连接有l型夹块。
8、优选地,所述调节机构包括设置于支撑台内的空腔,所述空腔的底部上设有开口,所述空腔的左右两侧内壁上水平转动贯穿设有双向丝杆,所述支撑台的右侧壁上固定安装有用于驱动的伺服电机,所述伺服电机的驱动轴与双向丝杆位于空腔外的一端固定连接,所述双向丝杆上螺纹套接有两块支撑块,两块所述支撑块的下端分别与两个框型架中心位置的上端固定连接。
9、优选地,所述空腔的顶面上设有限位槽,两块所述支撑块的上端均插设于限位槽内,且滑动相抵接触,所述限位槽和开口均与双向丝杆的螺纹段呈等长设置。
10、优选地,所述限位组件包括水平贯穿两个底座设置的t型块,两块所述t型块均位于第二皮带输送机的上方,两块所述t型块的相对侧壁上均固定连接有弧形定位块,两块所述t型块与两个底座之间均固定连接有两根压缩弹簧,所述弧形定位块为弹性橡胶制品。
11、优选地,所述清理机构包括分别固定连接于两个底座上端的同一个u型架和设置于第二皮带输送机下方的无盖回收槽,所述u型架靠近底座的后端侧壁设置,所述u型架水平段的下端固定连接有若干刷条,其中一个所述底座的侧壁上设有矩形通槽,所述矩形通槽位于第二皮带输送机的上方,且靠近u型架设置,所述矩形通槽内固定安装有微型风机,所述矩形通槽靠近刷条的内壁上固定安装有防尘网。
12、本发明与现有技术相比,其有益效果为:
13、1、通过多组第一皮带输送机将长铝型材输送至定位组件上,并由直线导轨配合调节机构和型材夹持机构将长铝型材移送至第二皮带输送机上,便于对不同规格的长铝型材进行夹持传输,代替人工搬运长铝型材进行传输,降低劳动强度。
14、2、通过t型块配合压缩弹簧和弧形定位块对第二皮带输送机上的长铝型材进行限位,代替液压驱动限位板对长铝型材进行限位,确保长铝型材的平稳传输,避免对长铝型材造成损伤。
15、3、通过u型架上的刷条对长铝型材进行清刷,并由矩形通槽内的微型风机将清刷的杂质鼓入无盖回收槽内进行收集,便于及时清理和收集长铝型材上的杂质。
技术特征:
1.一种半自动化长铝型材输送机,包括门型固定架(1),所述门型固定架(1)右侧设有多组第一皮带输送机(2),所述门型固定架(1)的下方设有两个底座(3),两个底座(3)之间架设有同一组第二皮带输送机(4),其特征在于,多组所述第一皮带输送机(2)的支架上设有同一个定位组件,所述门型固定架(1)位于中心位置的下端固定安装有直线导轨(5),所述直线导轨(5)上设有液压缸(6),所述液压缸(6)活塞杆的下端设有可调节的型材夹持机构,两个所述底座(3)位于第二皮带输送机(4)上方的相对侧壁上设有用于长铝型材的限位组件,两个所述底座(3)之间还设有用于长铝型材的清理机构。
2.根据权利要求1所述的一种半自动化长铝型材输送机,其特征在于,多组所述第一皮带输送机(2)均呈倾斜设置,多组所述第一皮带输送机(2)均垂直第二皮带输送机(4)设置。
3.根据权利要求1所述的一种半自动化长铝型材输送机,其特征在于,所述定位组件包括固定连接于多组第一皮带输送机(2)位于门型固定架(1)内一侧支架上的l型支撑板(7),所述l型支撑板(7)的竖直段侧壁上固定连接有弧形限位台(8),所述弧形限位台(8)的弧形端面朝向第一皮带输送机(2)设置,所述弧形限位台(8)的水平端面与第一皮带输送机(2)处于同一水平面上。
4.根据权利要求1所述的一种半自动化长铝型材输送机,其特征在于,所述直线导轨(5)上设有与之相匹配的活动导块(9),所述活动导块(9)的下端固定连接有u型支撑座(10),所述液压缸(6)固定安装于u型支撑座(10)的水平段上,所述液压缸(6)活塞杆的下端竖直贯穿u型支撑座(10)的水平段设置。
5.根据权利要求1所述的一种半自动化长铝型材输送机,其特征在于,所述型材夹持机构包括固定安装于液压缸(6)活塞杆下端的支撑台(11),所述支撑台(11)上设有调节机构,所述调节机构上设有两个框型架(12),两个所述框型架(12)的相背侧壁上均固定连接有若干罩体(13),若干所述罩体(13)与框型架(12)之间均水平转动贯穿设有转动杆(14),若干所述转动杆(14)位于罩体(13)内的一端均转动套接有两块圆形块(15),靠近框型架(12)的若干所述圆形块(15)上均固定连接有连接块(16),所述框型架(12)的上端固定安装有若干气缸(17),若干所述气缸(17)的活塞杆上均固定连接有固定块(18),若干所述固定块(18)分别与若干连接块(16)固定连接,若干所述圆形块(15)的下端均固定连接有l型夹块(19)。
6.根据权利要求5所述的一种半自动化长铝型材输送机,其特征在于,所述调节机构包括设置于支撑台(11)内的空腔(20),所述空腔(20)的底部上设有开口(21),所述空腔(20)的左右两侧内壁上水平转动贯穿设有双向丝杆(22),所述支撑台(11)的右侧壁上固定安装有用于驱动的伺服电机(23),所述伺服电机(23)的驱动轴与双向丝杆(22)位于空腔(20)外的一端固定连接,所述双向丝杆(22)上螺纹套接有两块支撑块(24),两块所述支撑块(24)的下端分别与两个框型架(12)中心位置的上端固定连接。
7.根据权利要求6所述的一种半自动化长铝型材输送机,其特征在于,所述空腔(20)的顶面上设有限位槽(25),两块所述支撑块(24)的上端均插设于限位槽(25)内,且滑动相抵接触,所述限位槽(25)和开口(21)均与双向丝杆(22)的螺纹段呈等长设置。
8.根据权利要求1所述的一种半自动化长铝型材输送机,其特征在于,所述限位组件包括水平贯穿两个底座(3)设置的t型块(26),两块所述t型块(26)均位于第二皮带输送机(4)的上方,两块所述t型块(26)的相对侧壁上均固定连接有弧形定位块(27),两块所述t型块(26)与两个底座(3)之间均固定连接有两根压缩弹簧(28),所述弧形定位块(27)为弹性橡胶制品。
9.根据权利要求1所述的一种半自动化长铝型材输送机,其特征在于,所述清理机构包括分别固定连接于两个底座(3)上端的同一个u型架(29)和设置于第二皮带输送机(4)下方的无盖回收槽(30),所述u型架(29)靠近底座(3)的后端侧壁设置,所述u型架(29)水平段的下端固定连接有若干刷条(31),其中一个所述底座(3)的侧壁上设有矩形通槽(32),所述矩形通槽(32)位于第二皮带输送机(4)的上方,且靠近u型架(29)设置,所述矩形通槽(32)内固定安装有微型风机(33),所述矩形通槽(32)靠近刷条(31)的内壁上固定安装有防尘网(34)。
技术总结
本发明公开了一种半自动化长铝型材输送机,包括门型固定架,门型固定架右侧设有多组第一皮带输送机,门型固定架的下方设有两个底座,两个底座之间架设有同一组第二皮带输送机,多组第一皮带输送机的支架上设有同一个定位组件。本发明通过多组第一皮带输送机将长铝型材输送至定位组件上,并由直线导轨配合调节机构和型材夹持机构将长铝型材移送至第二皮带输送机上,便于对不同规格的长铝型材进行夹持传输,代替人工搬运长铝型材进行传输,降低劳动强度,通过T型块配合压缩弹簧和弧形定位块对第二皮带输送机上的长铝型材进行限位,代替液压驱动限位板对长铝型材进行限位,确保长铝型材的平稳传输,避免对长铝型材造成损伤。
技术研发人员:阮祥明
受保护的技术使用者:安徽生信新材料股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!