多工位立库式全自动小料配料机及其使用方法与流程
本发明涉及多工位立库式全自动小料配料机及其使用方法。
背景技术:
1、小料配料机是一种通过自动控制设备和程序,按照预定的配方和顺序,将多种小料添加到主原料中,以达到控制产品成分和质量的系统,该系统广泛应用于食品、化工、制药、农业等行业,全自动小料配料系统能够自动完成预定的配料工艺,从而节省人工成本,提高工作效率,并根据预定的配料工艺,完成产品所需各种物料的自动输送、分配和存储,实现小批量、多品种、高效率的产品生产,还可与包装机、贴标机、装盒机等设备组成柔性生产线,实现从原料到成品的自动生产过程;
2、现有的小料配料机在实际使用过程中,生产所需的原物料一般是存储在专用的仓库内部,在进行生产前需要工作人员对原物料进行转运并手动装填在配料机内,操作较为繁琐,且当仓储的工位有限时,无法进行大数量的工位扩展,造成车间内空间的浪费,装置的便捷性不强,在为此我们提出多工位立库式全自动小料配料机及其使用方法。
技术实现思路
1、为了克服现有技术的不足,本发明提供多工位立库式全自动小料配料机及其使用方法,通过设置的立体仓储货架、巷道机械手和轨道等,使立体仓储货架能够设置在配料机的一侧,原物料能够通过设置在立体仓储货架中部的巷道机械手和轨道放置在立体仓储货架上进行存储,当需要使用原物料时,将原物料通过巷道机械手和轨道运送至配料机上即可,避免了现有的小料配料机在实际使用过程中,生产所需的原物料一般是存储在专用的仓库内部,在进行生产前需要工作人员对原物料进行转运并手动装填在配料机内,操作较为繁琐,且当仓储的工位有限时,无法进行大数量的工位扩展,造成车间内空间的浪费的问题,提高了装置的便捷性。
2、为解决上述技术问题,本发明提供如下技术方案:多工位立库式全自动小料配料机及其使用方法,包括以下步骤:
3、s1、将配料机和立体仓储货架安装在固定机位中,并将原物料运送至配料机处;
4、s2、启动巷道机械手,使巷道机械手在轨道的引导下于立体仓储货架内部移动,并通过巷道机械手将原物料运输至各个对应的自动加取料和计量吸尘口处,通过自动加取料和计量吸尘口将原物料分别导入专用储料箱内部,再由巷道机械手将装有原物料的专用储料箱运输至立体仓储货架处进行储存;
5、s3、当需要进行计量时,通过集成管控系统柜下达指令,通过巷道机械手将立体仓储货架内部储存各种不同原物料的专用储料箱取出并重新放入自动加取料和计量吸尘口内,启动自动加取料和计量吸尘口,通过加料管控系统控制自动加取料和计量吸尘口依次对不同原物料进行吸取并混合运送至总取料口处,即可人工取出;
6、s4、人工取出的混合物料达到计量批次后,通过巷道机械手将专用储料箱从自动加取料和计量吸尘口中取出并重新放置在立体仓储货架上储存。
7、作为本发明的一种优选技术方案,s1的具体处理步骤如下:
8、合理布置现场,包括配料机和立体仓储货架的组装场地、防护措施、吊装机具以及专用安装工具;
9、对配料机和立体仓储货架进行安装前,需要采取防尘、防潮措施,确保环境干燥、洁净,并使用符合产品技术规定的清洁剂、润滑剂、密封脂和擦拭材料等对配料机进行清理;
10、使用吊具将配料机设置在机位中部,并在其一侧搭设立体仓储货架,立体仓储货架的中部预留有空间,并在立体仓储货架中部的机位地面安装轨道,轨道上安装有巷道机械手,与配料机配合使用的立体仓储货架设置完成。
11、作为本发明的一种优选技术方案,s2的具体处理步骤如下:
12、启动电柜,使电柜通过电缆向集成管控系统柜进行供电,集成管控系统柜能够正常启动;
13、通过控制集成管控系统柜,使集成管控系统柜内设置的加料管控系统能够启动并控制自动加取料和计量吸尘口进行工作;
14、在对原物料进行存储时,通过加料管控系统将自动加取料和计量吸尘口调整为加料模式,原物料通过自动加取料和计量吸尘口依次导入各自专用储料箱内部;
15、再控制集成管控系统柜,使集成管控系统柜驱动巷道机械手将专用储料箱从自动加取料和计量吸尘口中取出并放入指定立体仓储货架处进行存储。
16、作为本发明的一种优选技术方案,s3的具体处理步骤如下:
17、通过控制集成管控系统柜,使集成管控系统柜内设置的加料管控系统能够启动并控制自动加取料和计量吸尘口进行工作;
18、再控制集成管控系统柜,使集成管控系统柜驱动巷道机械手将专用储料箱从立体仓储货架中取出并放入指定自动加取料和计量吸尘口处等待取料;
19、在对原物料进行取料时,通过加料管控系统将自动加取料和计量吸尘口调整为取料模式,原物料根据加料管控系统预设的数量被自动加取料和计量吸尘口从专用储料箱中吸出,并混合运送至总取料口处,即可人工取出。
20、作为本发明的一种优选技术方案,对无法自动计量的原物料进行处理时,s2和s3的具体处理步骤如下:
21、将原物料从专用储料箱中取出并手动放置在离线计量秤上完成称重;
22、称重完成的原物料再放置在离线加取料口处,等待其他原物料的通过自动加取料和计量吸尘口取出;
23、手动启动离线吸尘口,使离线吸尘口对无法自动计量的原物料进行吸取并与其他通过自动加取料和计量吸尘口吸取原物料进行混合,混合物料运送至总取料口处,即可人工取出。
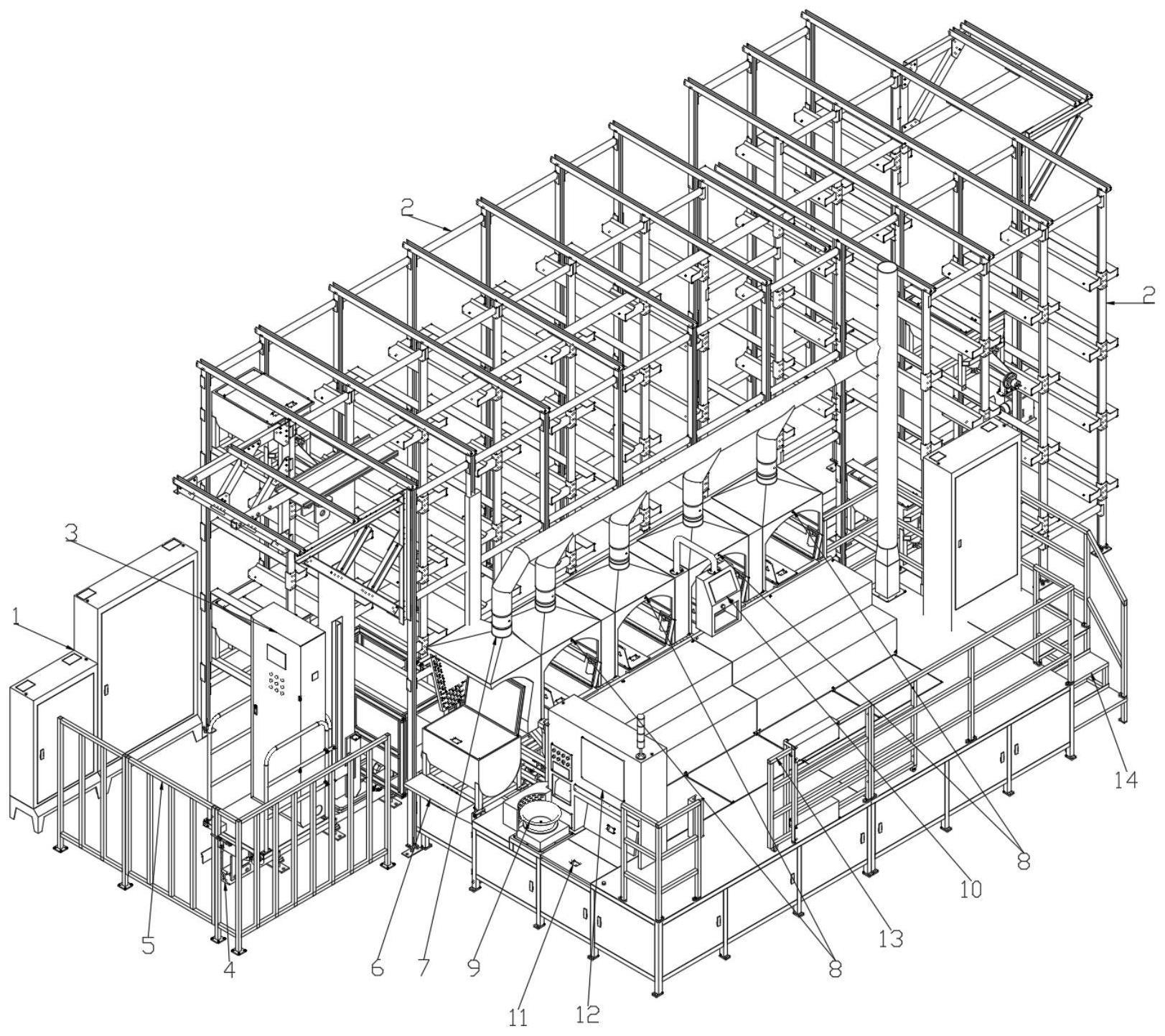
24、作为本发明的一种优选技术方案,所述配料机上等距排列设置有多组自动加取料和计量吸尘口和一组离线吸尘口,且离线吸尘口和自动加取料和计量吸尘口内部皆能够插入专用储料箱,离线吸尘口和自动加取料和计量吸尘口顶端皆连接设置有管道,且管道汇聚并集中于总取料口内部;
25、所述配料机前端固定安装有集成管控系统柜,且集成管控系统柜前端固定安装有离线计量秤,离线计量秤一侧设置有离线加取料口,且离线加取料口位于离线吸尘口正下方;
26、所述配料机一侧固定安装有轨道,且轨道上安装有可滑动的巷道机械手。
27、作为本发明的一种优选技术方案,所述配料机上设置有电柜,通过电柜向配料机和巷道机械手进行供电。
28、作为本发明的一种优选技术方案,所述巷道机械手和轨道外围固定安装有安全护栏。
29、作为本发明的一种优选技术方案,所述集成管控系统柜通过电柜供电并控制电柜的启闭,集成管控系统柜内部设置有加料管控系统,并通过加料管控系统控制自动加取料和计量吸尘口。
30、作为本发明的一种优选技术方案,所述配料机靠近集成管控系统柜一侧设置有平台,平台上设置有平台踏步,平台四组固定安装有平台护栏。
31、与现有技术相比,本发明能达到的有益效果是:
32、通过设置的立体仓储货架、巷道机械手和轨道等,有效避免了现有的小料配料机在实际使用过程中,生产所需的原物料一般是存储在专用的仓库内部,在进行生产前需要工作人员对原物料进行转运并手动装填在配料机内,操作较为繁琐,且当仓储的工位有限时,无法进行大数量的工位扩展,造成车间内空间的浪费的问题,使立体仓储货架能够设置在配料机的一侧,原物料能够通过设置在立体仓储货架中部的巷道机械手和轨道放置在立体仓储货架上进行存储,当需要使用原物料时,将原物料通过巷道机械手和轨道运送至配料机上即可,提高了装置的便捷性。
- 还没有人留言评论。精彩留言会获得点赞!