胶瓶瓶口自动封膜设备及其工作原理的制作方法
本发明涉及封膜机,特别是一种胶瓶瓶口自动封膜设备及其工作原理。
背景技术:
1、目前的胶瓶(如装玻璃胶的胶瓶)包括瓶身,瓶身的一端设有封闭式瓶嘴,瓶身的另一端敞开,敞开端用于放入推料活塞。当胶瓶注入玻璃胶时,由于胶体具有一定的张力,容易将瓶嘴内端封住,使得瓶嘴内围成封闭的气腔,气腔内空气可以导致靠近瓶嘴内端的玻璃胶氧化干固。为此,目前一些玻璃胶瓶在瓶内采用热熔的方式贴上铝塑复合膜,以将瓶嘴的内端封堵。热熔贴铝塑复合膜的过程为人工操作,其工装是一个可以深入胶瓶内顶部的电加热封膜头。工人将裁切出来铝塑复合膜放置在封膜头的顶部,然后将胶瓶套入封膜头外,从上往下对胶瓶施压、并启动电加热封膜头,即完成封膜;最后将封有铝塑复合膜胶瓶取出就完成胶瓶的封膜加工。
技术实现思路
1、本发明的目的在于提供一种结构合理、生产效率高的胶瓶瓶口自动封膜设备及其工作原理。
2、本发明的目的是这样实现的:
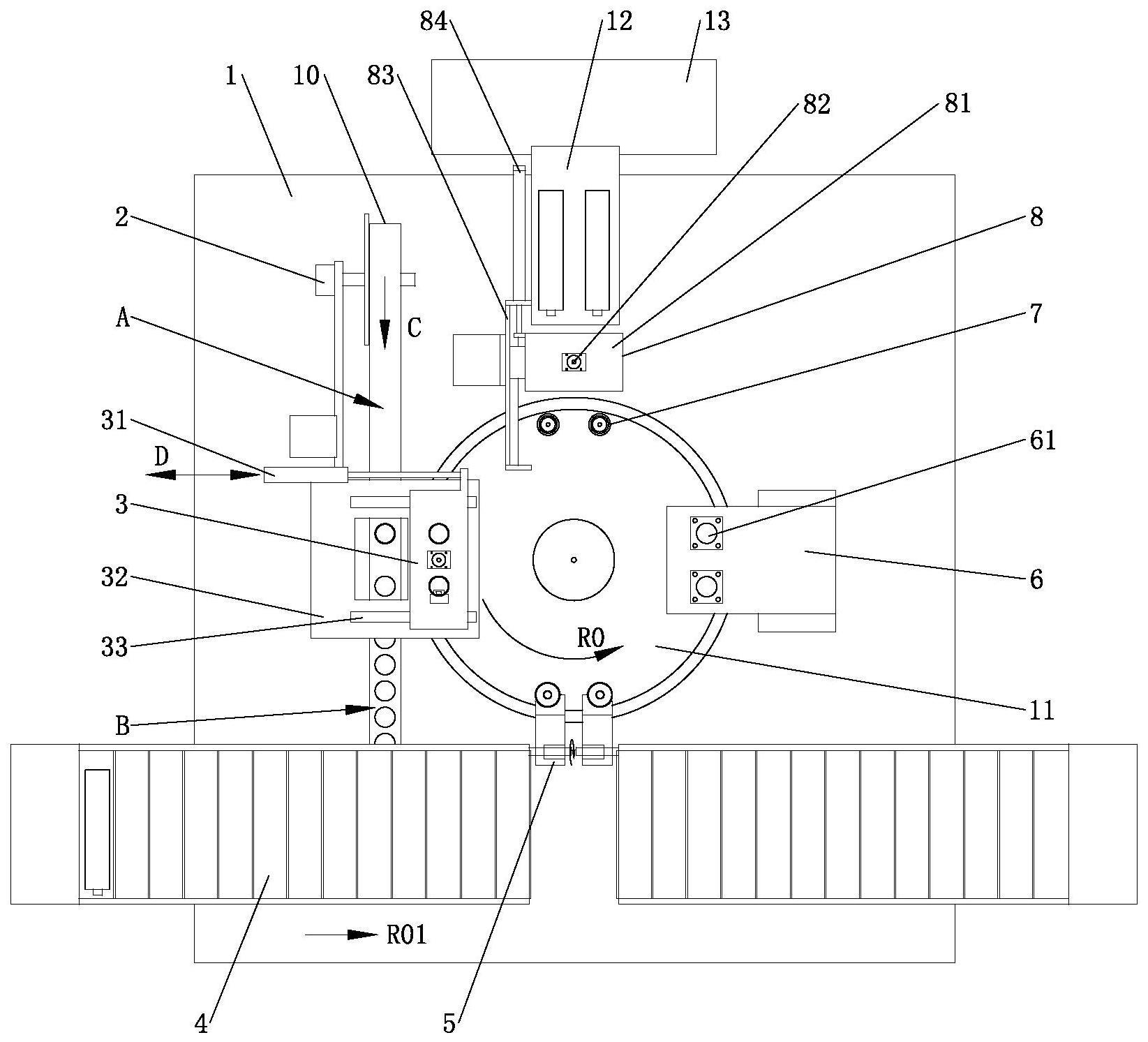
3、一种胶瓶瓶口自动封膜设备,包括机台 和控制电路,所述机台上设有热封头转移装置, 热封头转移装置上围绕其旋转中心均布有两组或以上的热封头, 两组或以上热封头与控制电路电性连接;机台上沿热封头的转移轨迹设有从铝塑复合膜中切出封口膜的切膜机构、将封口膜移动至热封头上的装膜机构、将胶瓶套入带有封口膜的热封头上的放瓶机构、向热封头上的胶瓶施压的压瓶机构、将热封头上胶瓶取出的取瓶机构,热封头转移装置带动热封头依次到装膜机构、放瓶机构、压瓶机构和取瓶机构上加工。
4、本发明的目的还可以采用以下技术措施解决:
5、作为更具体的方案,所述热封头转移装置包括有转盘,转盘上均布有四组热封头,所述装膜机构、放瓶机构、压瓶机构和取瓶机构的安装位置分别对应一组热封头;
6、或者, 所述热封头转移装置包括有回旋盘, 回旋盘上对侧设置有两组热封头,其中一组热封头的位置对应装膜机构和取瓶机构,另一组热封头上的位置对应放瓶机构和压瓶机构。
7、作为进一步的方案,所述装膜机构位于所述切膜机构上方,切膜机构包括用于安装铝塑复合膜卷料及将其放出的放卷装置、用于裁切封口膜的切膜装置和用于回收被裁掉封口膜后的铝塑复合膜的收卷装置,铝塑复合膜张紧连接在放卷装置与收卷装置之间,切膜装置包括切膜刀头和控制切膜刀头进入铝塑复合膜并裁切封口膜的裁切驱动装置,切膜刀头和装膜机构分别位于放卷装置与收卷装置之间的铝塑复合膜下方和上方。
8、作为进一步的方案,所述装膜机构包括固定承台、横向移膜气缸、活动承台、纵向移膜气缸和吸盘;固定承台固定设置在机台上、并位于铝塑复合膜上方及延伸至所述热封头转移装置上方,固定承台对应铝塑复合膜上方及热封头转移装置上方设有让位孔;活动承台横向滑动设置在固定承台上,横向移膜气缸设置在固定承台与活动承台之间、并驱动活动承台在铝塑复合膜上方及热封头转移装置上方之间区域运动;纵向移膜气缸设置在活动承台上、并与吸盘连接,吸盘与负压气路连通,吸盘位于活动承台的下方、并对应在所述切膜刀头的内侧上方。
9、作为进一步的方案,所述热封头包括插杆和环形发热体,环形发热体设置在插杆的顶端,所述环形发热体与控制电路电性连接。
10、作为进一步的方案,所述插杆的顶端对应所述环形发热体外围设有弹性凸起,弹性凸起的内侧形成限位槽,所述封口膜放置在限位槽内;或者,所述插杆的顶端对应所述环形发热体的内侧设有吸气口,插杆内设有吸风机,吸风机的吸气端与吸气口连通,吸风机通过所述导电环与所述控制电路电性连接,所述封口膜放置在插杆的顶端上。
11、作为进一步的方案,所述放瓶机构包括瓶体传送装置和瓶体翻转装置,瓶体传送装置将胶瓶传送至瓶体翻转装置,瓶体翻转装置将胶瓶翻转至竖直状态、并使胶瓶套入带有封口膜的热封头上。
12、作为进一步的方案,所述压瓶机构包括第一固定架、压瓶气缸和压块,第一固定架固定设置在所述机台上、并悬空至所述热封头转移装置上方;压块位于所述热封头运动轨迹的上方、并与压瓶气缸传动连接,压瓶气缸设置在第一固定架上。
13、作为进一步的方案,所述取瓶机构包括第二固定架、活动架、移瓶动力单元和用于夹起胶瓶的提起装置,第二固定架固定设置在机台上,第二固定架一端悬空至所述热封头转移装置上方,活动架滑动设置在第二固定架上,移瓶动力单元连接在第二固定架与活动架之间、并控制活动架在机台上方和热封头转移装置上方之间移动,提起装置设置在活动架上。
14、基于上述结构,一种胶瓶瓶口自动封膜设备的工作原理,流程如下:
15、s1.瓶体传送装置输送胶瓶,放卷装置与收卷装置输送铝塑复合膜,铝塑复合膜从固定承台与抵触头之间的区域穿过,纵向移膜气缸驱动吸盘移动,吸盘压住铝塑复合膜并对铝塑复合膜进行固定。
16、s2. 裁切驱动装置驱动切膜刀头向上移动并轴向旋转,切膜刀头在刺破铝塑复合膜后通过旋转切出封口膜,吸盘形成吸力将封口膜吸起。
17、s3.吸盘移动并将封口膜转移至其中一组热封头的插杆顶端定位固定,吸盘恢复常压使封口膜转移到插杆上。
18、s4. 热封头转移装置带动装有封口膜的热封头转移至瓶体翻转装置,瓶体传送装置将胶瓶输送至瓶体翻转装置上,瓶体翻转装置将胶瓶翻转至竖直状态,胶瓶向下滑落并套入装有封口膜的插杆外。
19、s5. 热封头转移装置带动套有胶瓶的热封头转移至压瓶机构的下方,压瓶气缸工作驱动压块压抵在胶瓶的顶端,使封口膜压紧在插杆与胶瓶的顶端壁之间,环形发热体加热封口膜,使封口膜对应的位置黏贴到胶瓶的顶端壁。
20、s6. 热封头转移装置带动封口后的胶瓶转移至取瓶机构的下方,提起装置将胶瓶从插杆夹起并移走,以完成一轮封膜流程并以此依次循环。
21、本发明的有益效果如下:
22、此款胶瓶瓶口自动封膜设备及其工作原理,通过自动机构能够自动完成对胶瓶瓶口的自动封膜,其生产效率高、封口效果好、安全可靠,能够提高封口质量的同时节省了人力成本,可代替人工封膜工艺。
技术特征:
1.一种胶瓶瓶口自动封膜设备,包括机台(1) 和控制电路(40),其特征在于:所述机台(1)上设有热封头转移装置(11), 热封头转移装置(11)上围绕其旋转中心均布有两组或以上的热封头(7), 两组或以上热封头(7)与控制电路(40)电性连接;机台(1)上沿热封头(7)的转移轨迹设有从铝塑复合膜(10)中切出封口膜(201)的切膜机构(9)、将封口膜(101)移动至热封头(7)上的装膜机构(3)、将胶瓶(20)套入带有封口膜(101)的热封头(7)上的放瓶机构、向热封头(7)上的胶瓶(20)施压的压瓶机构(6)、将热封头(7)上胶瓶(20)取出的取瓶机构(8),热封头转移装置(11)带动热封头(7)依次到装膜机构(3)、放瓶机构、压瓶机构(6)和取瓶机构(8)上加工。
2.根据权利要求1所述的胶瓶瓶口自动封膜设备,其特征在于:所述热封头转移装置(11)包括有转盘,转盘上均布有四组热封头(7),所述装膜机构(3)、放瓶机构、压瓶机构(6)和取瓶机构(8)的安装位置分别对应一组热封头(7);
3.根据权利要求1所述的胶瓶瓶口自动封膜设备,其特征在于:所述装膜机构(3)位于所述切膜机构(9)上方,切膜机构(9)包括用于安装铝塑复合膜(10)卷料及将其放出的放卷装置(2)、用于裁切封口膜(101)的切膜装置和用于回收被裁掉封口膜(101)后的铝塑复合膜(10)的收卷装置,铝塑复合膜(10)张紧连接在放卷装置(2)与收卷装置之间,切膜装置包括切膜刀头(91)和控制切膜刀头(91)进入铝塑复合膜(10)并裁切封口膜(101)的裁切驱动装置,切膜刀头(91)和装膜机构(3)分别位于放卷装置(2)与收卷装置之间的铝塑复合膜(10)下方和上方。
4.根据权利要求3所述的胶瓶瓶口自动封膜设备,其特征在于:所述装膜机构(3)包括固定承台(32)、横向移膜气缸(31)、活动承台(34)、纵向移膜气缸(38)和吸盘(37);固定承台(32)固定设置在机台(1)上、并位于铝塑复合膜(10)上方及延伸至所述热封头转移装置(11)上方,固定承台(32)对应铝塑复合膜(10)上方及热封头转移装置(11)上方设有让位孔;活动承台(34)横向滑动设置在固定承台(32)上,横向移膜气缸(31)设置在固定承台(32)与活动承台(34)之间、并驱动活动承台(34)在铝塑复合膜(10)上方及热封头转移装置(11)上方之间区域运动;纵向移膜气缸(38)设置在活动承台(34)上、并与吸盘(37)连接,吸盘(37)与负压气路连通,吸盘(37)位于活动承台(34)的下方、并对应在所述切膜刀头(91)的内侧上方。
5.根据权利要求1所述的胶瓶瓶口自动封膜设备,其特征在于:所述热封头(7)包括插杆(70)和环形发热体(71),环形发热体(71)设置在插杆(70)的顶端,所述环形发热体(71)与控制电路电性连接。
6.根据权利要求6所述的胶瓶瓶口自动封膜设备,其特征在于:所述插杆(70)的顶端对应所述环形发热体(71)外围设有弹性凸起(76),弹性凸起(76)的内侧形成限位槽(78),所述封口膜(101)放置在限位槽(78)内;或者,所述插杆(70)的顶端对应所述环形发热体(71)的内侧设有吸气口(72),插杆(70)内设有吸风机(73),吸风机(73)的吸气端与吸气口(72)连通,吸风机(73)通过所述导电环与所述控制电路电性连接,所述封口膜(101)放置在插杆(70)的顶端上。
7.根据权利要求1所述的胶瓶瓶口自动封膜设备,其特征在于:所述放瓶机构包括瓶体传送装置(4)和瓶体翻转装置(5),瓶体传送装置(4)将胶瓶(20)传送至瓶体翻转装置(5),瓶体翻转装置(5)将胶瓶(20)翻转至竖直状态、并使胶瓶(20)套入带有封口膜(101)的热封头(7)上。
8.根据权利要求1所述的胶瓶瓶口自动封膜设备,其特征在于:所述压瓶机构(6)包括第一固定架(62)、压瓶气缸(61)和压块(63),第一固定架(62)固定设置在所述机台(1)上、并悬空至所述热封头转移装置(11)上方;压块(63)位于所述热封头(7)运动轨迹的上方、并与压瓶气缸(61)传动连接,压瓶气缸(61)设置在第一固定架(62)上。
9.根据权利要求1所述的胶瓶瓶口自动封膜设备,其特征在于:所述取瓶机构(8)包括第二固定架(83)、活动架(81)、移瓶动力单元(84)和用于夹起胶瓶(20)的提起装置,第二固定架(83)固定设置在机台(1)上,第二固定架(83)一端悬空至所述热封头转移装置(11)上方,活动架(81)滑动设置在第二固定架(83)上,移瓶动力单元(84)连接在第二固定架(83)与活动架(81)之间、并控制活动架(81)在机台(1)上方和热封头转移装置(11)上方之间移动,提起装置设置在活动架(81)上。
10.一种胶瓶瓶口自动封膜设备的工作原理,其特征在于流程如下:
技术总结
本发明公开一种胶瓶瓶口自动封膜设备,包括机台和控制电路,所述机台上设有热封头转移装置,热封头转移装置上围绕其旋转中心均布有两组或以上的热封头,两组或以上热封头与控制电路电性连接;机台上沿热封头的转移轨迹设有从铝塑复合膜中切出封口膜的切膜机构、将封口膜移动至热封头上的装膜机构、将胶瓶套入带有封口膜的热封头上的放瓶机构、向热封头上的胶瓶施压的压瓶机构、将热封头上胶瓶取出的取瓶机构,热封头转移装置带动热封头依次到装膜机构、放瓶机构、压瓶机构和取瓶机构上加工;此款设备能够自动完成对胶瓶瓶口的自动封膜,其生产效率高、封口效果好、安全可靠,能够提高封口质量的同时节省了人力成本,可代替人工封膜工艺。
技术研发人员:吴子麒,苏玉铭,吴子麟,吴祖能
受保护的技术使用者:广东长能包装实业有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!