针对码放物的自动化装箱设备及其装箱工艺的制作方法
本发明涉及非标自动化领域,具体涉及针对码放物的自动化装箱设备及其装箱工艺。
背景技术:
1、自动化码放与装箱是自动化流水线生产末尾重要的一环。
2、中国发明专利说明书cn115072293a一种集装箱内自动码放纸箱垛的设备。此文件中起主要作用的还是机械手,利用机械手丰富的自由度与前期的编程路径来实现码放或装箱。这种方案十分依赖机械手的规格与编程能力,整体成本较高,有时效率反而也低下。
3、针对一个纸箱内有多个长方体工件需要码放包装时,长方体工件之间要相互码齐,否则如果包装箱预留空间较小,则难以塞入包装箱中。如果是一层一层的精准码放到包装箱内,效率同样存在上限。
技术实现思路
1、本发明要解决的问题在于提供针对码放物的自动化装箱设备及其装箱工艺,适合一个纸箱需要紧紧容纳多个长方体工件的包装情况。整体效率高、专用性强。
2、为解决上述问题,本发明提供针对码放物的自动化装箱设备及其装箱工艺,为达到上述目的,本发明解决其技术问题所采用的技术方案是:
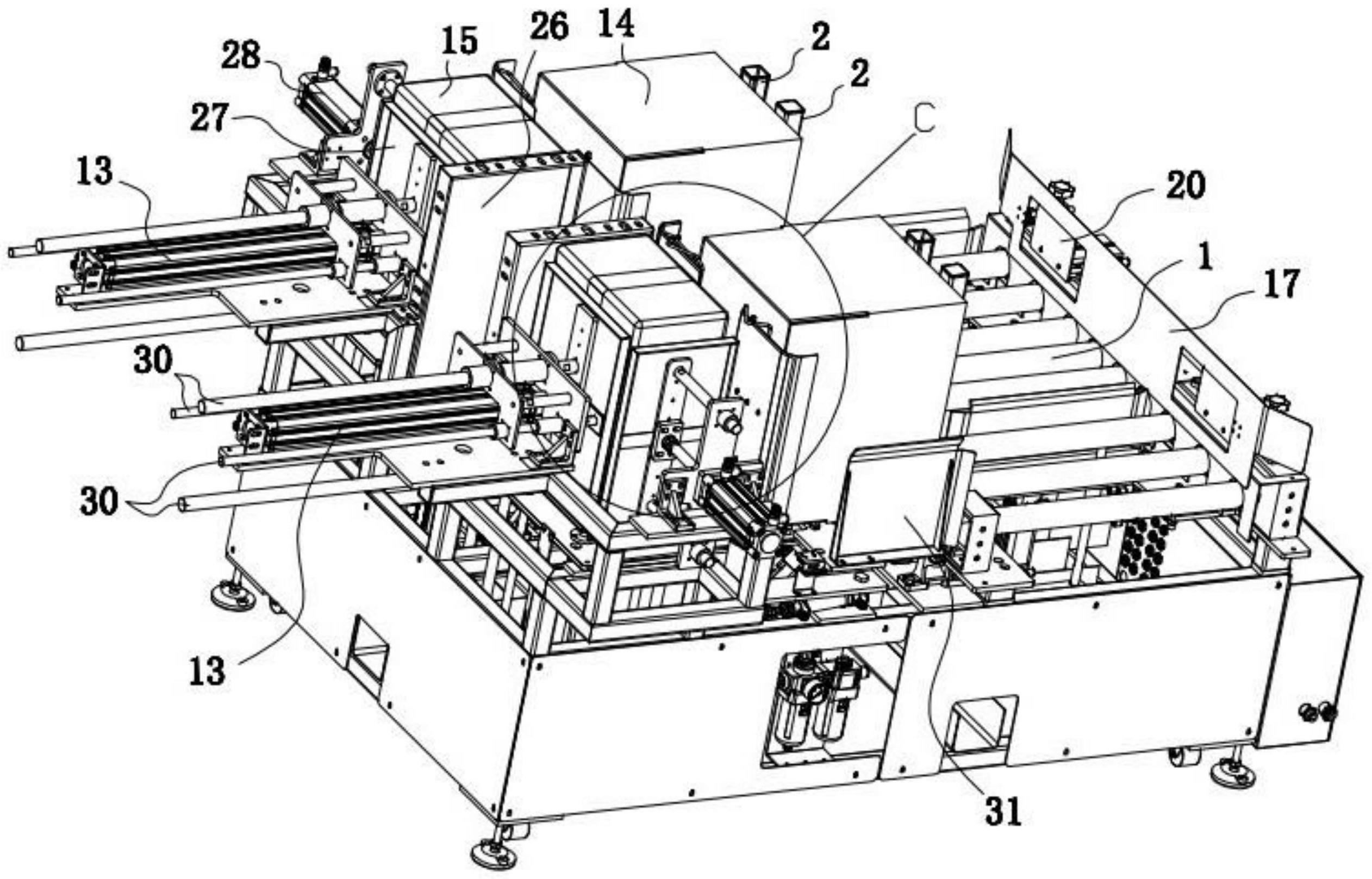
3、针对码放物的自动化装箱设备,包括:码齐组件,包括相互平行的竖向靠板、侧压板,竖向靠板与侧压板具备相互靠近或远离的平移自由度,竖向靠板与侧压板之间堆叠的若干个工件被进行水平方向的压齐;推料组件,包括设在竖向靠板、侧压板之间的前推板;撑箱组件,包括镜像对称布置的拨动板,拨动板具备绕竖向轴线的转动自由度,转动中的拨动板对包装箱的翻盖实现接触并撑大翻盖;翻转组件,包括具备绕水平轴线翻转自由度的l形架,l形架所绕水平轴线与前推板运动方向垂直,l形架的阴角与包装箱的外壁接触;推料组件、码齐组件、撑箱组件、翻转组件沿单向依次布置;前推板对竖向靠板与侧压板之间的工件进行水平推动,并推入l形架上的包装箱内。
4、采用上述技术方案的有益效果是:本技术方案提供了一种包装自动化设备,特别适合一个纸箱需要紧紧容纳多个长方体工件的情况。
5、一是,纸箱放倒,从而让工件从一侧装入,对成摞的工件进行水平方向的平移,可以一次性装满,而且这种动作难度远小于多个工件的竖向装箱。
6、二是,工件竖向堆叠,其竖向因为自重会自动码齐,所以只需控制侧面水平方向的齐整度。
7、三是,只需合理设计若干直线运动件,即可实现工件的码齐与送料,设备成本低。
8、四是,为了能适应这种紧凑包装,利用撑箱组件来微微扩大纸箱的开口,避免装箱过程中干涉。
9、五是,l形架对纸箱进行半包裹限位,即方便对纸箱进行翻转,又不阻碍上下游的动作路径。
10、作为本发明的进一步改进,竖向靠板的空间位置固定,侧压板由横向直线气缸驱动做水平往复运动;前推板由气动的推料杆驱动做水平往复运动,横向直线气缸、推料杆各自运动方向垂直。
11、采用上述技术方案的有益效果是:竖向靠板与侧压板一静一动。另外前推板在推动工件进入包装箱时,其实也是从另一个侧面对一摞工件进行水平方向的码齐。
12、作为本发明的更进一步改进,竖向靠板、侧压板的底部之间设有升降台,升降台由竖向丝杆驱动升降,工件摆放在升降台上。
13、采用上述技术方案的有益效果是:升降台可以调节高度,适配不同尺寸的工件、纸箱,保证一摞工件的底部在装箱时不会与纸箱干涉。
14、作为本发明的又进一步改进,侧压板、前推板背离升降台上工件的一面分别设有横向水平导杆、纵向水平导杆;横向水平导杆与横向直线气缸平行布置,纵向水平导杆与推料杆平行布置;每个横向直线气缸设有两个横向水平导杆,且分别位于横向直线气缸的正上方、正下方,每个推料杆设有四个纵向水平导杆,且分别位于推料杆上下左右四个位置。
15、采用上述技术方案的有益效果是:导杆起到导向限位作用,因为码齐工件时也会受到较大反作用力,所以导杆能保证侧压板、前推板一直保证竖向,不易形变歪斜。
16、作为本发明的又进一步改进,翻转组件背离撑箱组件的一侧具备流水线组件,流水线组件包括传送工件的辊筒,相邻辊筒之间存在间隙缝;翻转组件的l形架由相互垂直的第一直杆、第二直杆构成,l形架翻转时,第一直杆从间隙缝穿过,l形架的翻转角度为90°,当l形架处于自身翻转的两个极限位置时,第一直杆为水平或竖直状态。
17、采用上述技术方案的有益效果是:l形架两个极限位置分别对应包装箱的装箱与流转。
18、作为本发明的又进一步改进,码齐组件、推料组件、撑箱组件、翻转组件均为两个,且布置在机架上,流水线组件为一条;流水线组件的两侧分别具备竖直向上延伸的外侧挡板、内侧挡板,外侧挡板的长度大于内侧挡板的长度,内侧挡板至l形架的距离小于外侧挡板至l形架的距离,外侧挡板上具备洞口,洞口内设有推板,推板由直线侧推气缸驱动,推板的运动方向与辊筒轴线平行。
19、采用上述技术方案的有益效果是:推板可以保证包装外壁的包装箱可能在流水线组件保持合理的左右位置,避免传输中剐蹭、歪斜。
20、作为本发明的又进一步改进,流水线组件的间隙缝内还设有升降挡板,升降挡板由竖向气缸驱动,升降挡板还固定有与竖向气缸平行布置的竖向导杆;升降挡板的最高极限位置高于辊筒,升降挡板的最低高极限位置低于辊筒。
21、采用上述技术方案的有益效果是:在有需要时,升降挡板升起来,相当于刹车,让流水线组件上的纸箱保持静止,这提升了可控性。
22、作为本发明的又进一步改进,推板运动方向的投影不与升降挡板相交,升降挡板的数量为两个,升降挡板的边沿具备外翻边,外翻边的延伸方向与流水线组件上包装箱运动的方向呈锐角。
23、采用上述技术方案的有益效果是:外翻边的造型能避免刮伤包装箱表面,在升降挡板下落时,外翻边与包装箱底部顺滑过渡。
24、作为本发明的又进一步改进,机架上还固定有竖向的侧护板,侧护板位于正被撑箱组件接触的包装箱的两侧。
25、采用上述技术方案的有益效果是:未装箱的纸箱自重较轻,侧护板能避免其脱离整个设备。
26、装箱工艺,包括针对码放物的自动化装箱设备,工艺步骤如下;
27、步骤一,在升降台上码放若干个工件;
28、步骤二,侧压板挤压升降台上的工件,直至竖向靠板、侧压板运动到相距最近的极限位置;
29、步骤三,l形架向撑箱组件方向翻转到极限位置,包装箱放置到l形架上并且包装箱的开口朝向前推板;
30、步骤四,拨动板转动并将包装箱的翻盖外翻;
31、步骤五,升降台调节自身高度;
32、步骤六,侧压板回缩,前推板做前伸运动并将升降台上所有的工件推入包装箱内;
33、步骤七,l形架向背离撑箱组件的方向翻转到极限位置,将装有工件的包装箱放到辊筒上;
34、步骤八,对于与外侧挡板接触的包装箱,推板进行前伸并将包装箱与外侧挡板脱离接触;
35、步骤九,降下升降挡板,由辊筒驱动包装箱在流水线组件上做单向运动。
36、采用上述技术方案的有益效果是:采用此工序的步骤,即可对长方体工件进行先码齐、后装箱、再流转的步骤,主要是此三大步骤保证了整个包装动作节拍的可靠与高效。
- 还没有人留言评论。精彩留言会获得点赞!