一种绞磨收线装置及收线控制方法与流程
本发明涉及电力施工,尤其是涉及一种绞磨收线装置及收线控制方法。
背景技术:
1、在落地双摇臂抱杆组塔或者架线施工中,绞磨作为一种施工必备工器具在现场必不可少,为施工吊装、钢丝绳牵引等提供动力。绞磨用过牵引或者送出钢丝绳来带动施工现场抱杆等大型工器具,根据安规要求,绞磨后面的钢丝绳必须收紧,避免绞磨钢丝绳发生跑磨的情况造成安全事故,如果采用人工的方式拉绞磨尾绳的话,必须配置2人,而且收下来的尾绳必须盘好,否则绞磨在送出钢丝绳的时候会由于钢丝绳的缠绕而发生危险事故。
2、采用以上这种人工拉绞磨尾绳的方式,以组塔现场施工为例,现场需要4台牵引机,因此需要配置8人专门来拉牵引机尾绳,这样大大增加了组塔施工的人力成本。而且拉牵引机尾绳的人员要站在绞磨后面2.5m的位置,由于山区组塔施工,现场地形有限,绞磨摆放的位置往往无法很好地远离施工危险区域,造成在绞磨后面拉尾绳的人员无法远离危险区域,施工安全管控有待提高。
3、目前多在绞磨后方对应设置排线机构和收线盘,使绞磨送出的钢丝绳自动卷绕在收线盘上,减少人员的安全隐患。但是,由于收线盘在收线过程中卷径一直在变化,使得钢丝绳的线速度不稳定,可能影响钢丝绳在收线盘上的排布效果以及安全性。
技术实现思路
1、本发明的目的就是为了提供一种绞磨收线装置及收线控制方法,提高钢丝绳在收线盘上的排布效果以及安全性。
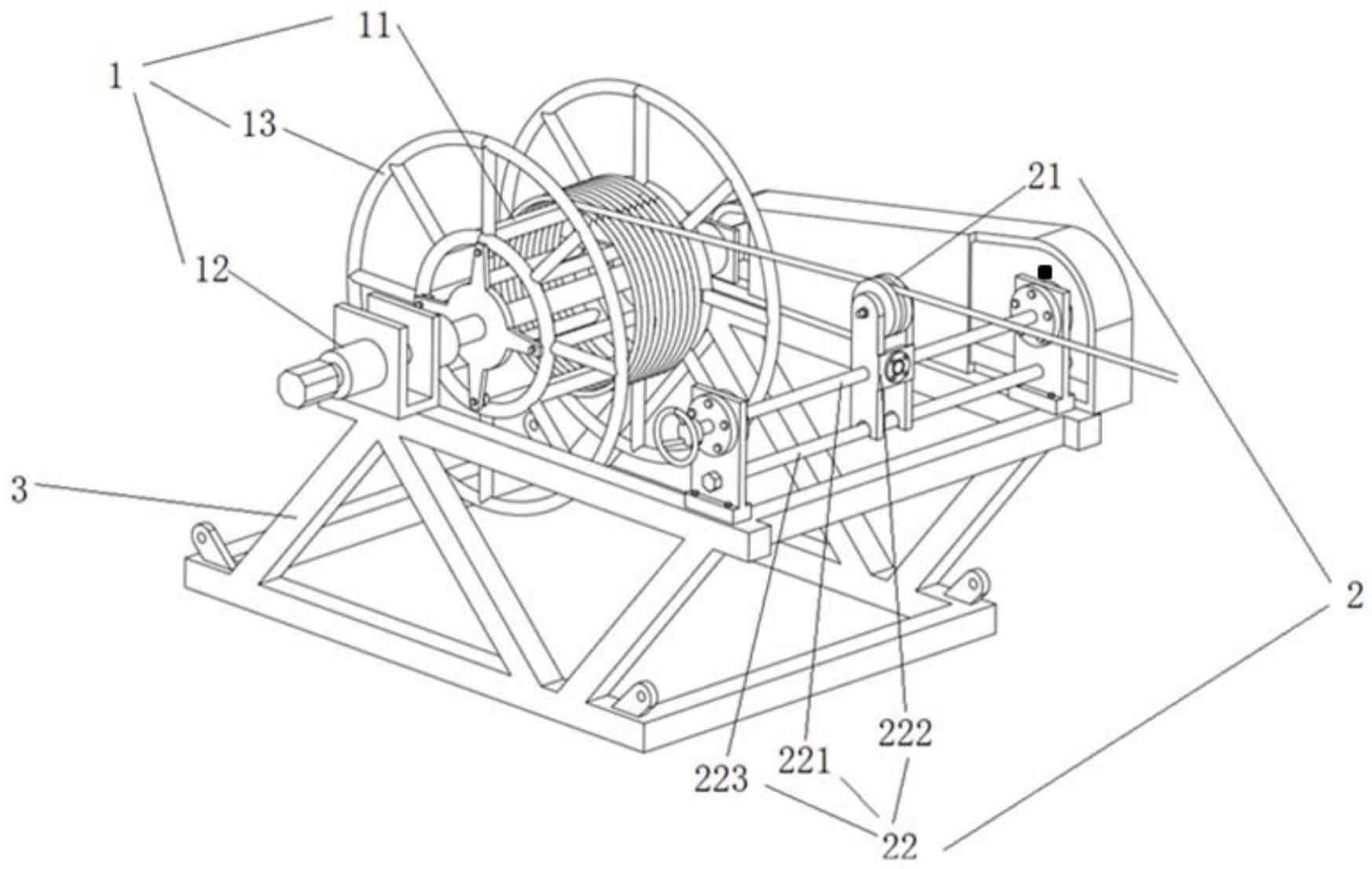
2、本发明的目的可以通过以下技术方案来实现:一种绞磨收线装置,包括收线机构和排线机构;
3、所述收线机构包括收线盘和用于驱动收线盘转动的收线驱动件;
4、所述排线机构包括排线轮和用于驱动排线轮沿收线盘轴线方向往复移动的排线驱动件;
5、所述排线轮设置在收线盘与绞磨之间,绞磨送出的钢丝绳经排线轮后绕设在收线盘上,钢丝绳能带动排线轮转动;
6、所述排线驱动件和收线驱动件均与控制器相连;
7、所述绞磨收线装置还设有用于在单位时间内统计收线盘转动圈数的第一接近开关和用于在单位时间内统计收线盘转动圈数的第二接近开关、用于统计排线轮换向次数的第三接近开关和第四接近开关,收线盘和排线轮均连接有编码器,第一接近开关、第二接近开关、第三接近开关、第四接近开关和编码器均与控制器相连。
8、优选地,所述收线盘上沿轴线方向等间隔设有多个用于钢丝绳定位的凸起。
9、优选地,所述排线轮上设有用于钢丝绳定位的凸起。
10、优选地,所述排线驱动件包括丝杆、丝杆螺母和辅助限位杆;
11、所述排线轮通过丝杆螺母设置在丝杆上,丝杆螺母顶端设置排线轮,底端穿设在辅助限位杆上。
12、进一步优选地,所述丝杆端部通过链轮连接用于驱动其转动的驱动件。
13、更进一步优选地,所述链轮与驱动件之间设有张紧链轮。
14、进一步优选地,所述辅助限位杆为光杆。
15、进一步优选地,所述丝杆为双向往复丝杆。
16、优选地,所述绞磨收线装置包括设置在丝杆两端的壁面,两端壁面上分别设有第三接近开关、第四接近开关。
17、优选地,所述的收线盘两端设置有挡线盘,挡线盘直径大于收线盘。
18、优选地,所述控制器与绞磨的驱动件连接。
19、优选地,所述控制器控制变频器,变频器控制排线驱动件和收线驱动件的转速。
20、优选地,所述收线驱动件为液压马达。收线盘转速可通过调节液压马达流量来控制。
21、优选地,所述收线机构和排线机构均设置在机架上。
22、优选地,所述绞磨为液压绞磨。
23、优选地,所述控制器包括plc控制器。
24、优选地,所述收线盘转速为0~30r/min。
25、一种绞磨收线控制方法,使用上述绞磨收线装置进行,包括以下步骤:
26、s1:先启动绞磨收线装置,再启动绞磨;
27、s2:根据第三接近开关和第四接近开关统计的排线轮换向次数,得到收线辊当前层数t;
28、s3:结合钢丝绳单层厚度d和收线盘初始半径r0,得到收线盘的卷径r;
29、s4:利用排线轮的半径r、第一接近开关在时间t内所统计的排线轮的转动圈数n1、排线轮每转动一圈的脉冲数n2、第二接近开关在时间t内所统计的收线盘的转动圈数n3、收线盘每转动一圈的脉冲数n4得到排线轮的排线速度v和收线盘的角速度ω;
30、s5:控制器调整收线驱动件转速使卷径r、排线速度v和角速度ω满足以下公式:
31、
32、优选地,步骤s4采用以下公式得到收线盘的卷径r:
33、r=t×d+r0。
34、优选地,步骤s4采用以下公式得到排线轮的排线速度v:
35、
36、采用以下公式得到收线盘的角速度ω:
37、
38、优选地,当排线轮移动至丝杆一端第三接近开关或第四接近开关的感应区时,接近开关发送信号给控制器,控制器控制排线驱动件反向转动。根据现场实际施工经验,绞磨在刚开始启动收线过程中,当收线盘上存在较多钢丝绳时,由于惯性通常收线盘启动速度会慢于绞磨启动收线速度,导致在启动的一瞬间绞磨后的钢丝绳会产生松弛,存在跑绳的隐患,这一点通常会被忽视,本发明中,绞磨收线装置先于绞磨启动,使钢丝绳始终保持一定的张力。与现有技术相比,本发明具有以下有益效果:
39、1.本发明通过收线机构、排线机构、接近开关、编码器、控制器等组件的配合设置,根据收线盘在收线过程中卷径变化对收线转速进行适应性调整,提高钢丝绳的线速度的稳定性,进而提高钢丝绳在收线盘上的排布效果以及安全性。
40、2.本发明通过排线机构的设置,绞磨送出的钢丝绳经排线轮后绕设在收线盘上,排线驱件驱动排线轮平移,使得收紧的钢丝绳整齐的排列收拢到收线盘上,防止下层钢丝绳压住上层钢丝绳。
41、3.本发明绞磨收线装置可自动实现收线,无需依赖绞磨的驱动,灵活性高,可先于绞磨启动,使钢丝绳始终保持一定的张力。
42、4.本发明可替代原来机动绞磨后面的2个拉磨尾绳的人员,每个组塔班组4台绞磨,可以省去2*4=8人,每个组塔班组由原来的24人减少到16人,大幅提高经济效益,而且减少人员后,现场有限的施工区域内不用站太多的施工人员,减少人员的安全隐患。
技术特征:
1.一种绞磨收线装置,其特征在于,包括收线机构(1)和排线机构(2);
2.根据权利要求1所述的绞磨收线装置,其特征在于,所述收线盘(11)上沿轴线方向等间隔设有多个用于钢丝绳定位的凸起。
3.根据权利要求1所述的绞磨收线装置,其特征在于,所述排线轮(21)上设有用于钢丝绳定位的凸起。
4.根据权利要求1所述的绞磨收线装置,其特征在于,所述排线驱动件包括丝杆(221)、丝杆螺母(222)和辅助限位杆(223);
5.根据权利要求1所述的绞磨收线装置,其特征在于,所述绞磨收线装置包括设置在丝杆(221)两端的壁面,两端壁面上分别设有第三接近开关、第四接近开关。
6.根据权利要求1所述的绞磨收线装置,其特征在于,所述控制器与绞磨的驱动件连接。
7.一种绞磨收线控制方法,其特征在于,使用权利要求1~4任一项所述绞磨收线装置进行,包括以下步骤:
8.根据权利要求7所述的绞磨收线控制方法,其特征在于,步骤s4采用以下公式得到收线盘(11)的卷径r:
9.根据权利要求7所述的绞磨收线控制方法,其特征在于,步骤s4采用以下公式得到排线轮(21)的排线速度v:
10.根据权利要求7所述绞磨收线控制方法,其特征在于,当排线轮(21)移动至丝杆(221)一端第三接近开关或第四接近开关的感应区时,接近开关发送信号给控制器,控制器控制排线驱动件反向转动。
技术总结
本发明涉及一种绞磨收线装置及收线控制方法,装置包括收线机构和排线机构;收线机构包括收线盘和收线驱动件;排线机构包括排线轮和排线驱动件;排线轮设置在收线盘与绞磨之间,绞磨送出的钢丝绳经排线轮后绕设在收线盘上;排线驱动件和收线驱动件均与控制器相连;所述绞磨收线装置还设有用于在单位时间内统计收线盘转动圈数的第一接近开关和用于在单位时间内统计收线盘转动圈数的第二接近开关、用于统计排线轮换向次数的第三接近开关和第四接近开关,收线盘和排线轮均连接有编码器,第一接近开关、第二接近开关、第三接近开关、第四接近开关和编码器均与控制器相连。与现有技术相比,本发明可提高钢丝绳在收线盘上的排布效果以及安全性。
技术研发人员:鲁飞,龚淼,游长沛,姚斌,王涛,张前业,袁捷,孙正军,王志宏
受保护的技术使用者:华东送变电工程有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!