一种双腔预灌封产品生产线的制作方法
本申请涉及药品包装生产,特别涉及一种双腔预灌封产品生产线。
背景技术:
1、市场上绝大部分粉类产品,不能简单地与标准注射器组合,因为它们在给药前需要一个复溶的步骤。但对于家庭护理和紧急使用的情况下,人们还是期望减少操作步骤和使用专业性的要求。在这种需求之下,双腔系统(dual chamber system)便能提供更优的选择,其允许就地复溶和给药,即双腔容器具有两个腔室,一个腔室存放粉末状的活性成分,另一个腔室注有相配套的稀释溶液,中间用橡胶活塞分隔开。
2、由于已获批准的生物制药产品中冻干剂型、三合一型等粉剂占比也很高,因此双腔系统预计将呈上升趋势,并有可能成为急救和家庭护理市场的首选产品。然而,由于双腔结构灌装与填充的复杂性挑战和限制,以及经济方面的考虑,市场上只有少数产品。在现有技术中,当使用两头开口容器进行“灌装封口-翻转-灌装封口”的生产流程时,流程过于复杂,需要生产设备有更多更繁琐的结构和功能,繁琐的功能则会存在更多的故障风险对于生产的连贯性带来隐患,导致双腔药物装配效率低。
3、因此,如何避免双腔药物装配效率低的问题,是本领域技术人员目前需要解决的技术问题。
技术实现思路
1、本申请目的是提供一种双腔预灌封产品生产线,能够避免双腔药物装配效率低的问题。
2、为实现上述目的,本发明提供了以下技术方案:
3、一种双腔预灌封产品生产线,包括:
4、巢盒,巢盒包括巢板和双腔容器,多个双腔容器放置于巢板,双腔容器包括粉腔和液腔,粉腔和液腔分别用于装入粉体和溶解液,双腔容器设有用于混合粉体和溶解液的旁通通路;
5、转运输送线,转运输送线用于带动巢盒沿第一方向移动,转运输送线上设有抓取工位,抓取工位沿第二方向的一端设有托盘移动工位,托盘移动工位设有托盘移动装置,托盘移动装置用于带动巢板和双腔容器移动,第一方向与第二方向相互垂直;
6、抓取装置,位于抓取工位和托盘移动工位之间,抓取装置能够带动巢板和双腔容器移动;
7、粉剂分装装置,设于托盘移动工位沿第一方向的一个端部,粉剂分装装置用于向粉腔添加粉体;
8、溶解液灌装装置,位于托盘移动工位背离抓取工位的一侧,溶解液灌装装置用于向完成粉体封装的双腔容器添加溶解液;
9、封口组件,封口组件包括胶塞料斗、翻转机构和加塞工位,加塞工位用于给装有粉体和/或溶解液的双腔容器添加胶塞,溶解液灌装装置和加塞工位之间设有灌装工位。
10、作为优选的,粉剂分装装置包括装粉工位、粉仓、吸取装置,装粉工位用于放置双腔容器,粉仓存储粉体,吸取装置相对于粉仓和装粉工位能够移动,吸取装置用于转移粉体至双腔容器。
11、作为优选的,灌装工位包括灌装支架和灌装针,灌装针连接于溶解液灌装装置,灌装针用于向双腔容器添加溶解液。
12、作为优选的,抓取架包括伸缩轴和抓取臂,抓取臂可转动地连接于伸缩轴,伸缩轴能够带动抓取臂沿双腔容器延伸方向移动,抓取臂设有真空吸盘,真空吸盘用于抓取巢板。
13、作为优选的,胶塞料斗和加塞工位分别位于翻转机构在第一方向上的两个端部,胶塞料斗和翻转机构之间设有输送道,输送道用于输送胶塞。
14、作为优选的,粉剂分装装置为两个。
15、作为优选的,两个粉剂分装装置沿第二方向相邻设置。
16、作为优选的,溶解液灌装装置包括多个溶解液灌装泵组,多个溶解液灌装泵组沿第一方向均匀设置。
17、作为优选的,溶解液灌装泵组采用陶瓷柱塞泵。
18、作为优选的,粉剂分装装置、溶解液灌装装置和封口组件相对于转运输送线同侧设置。
19、相对于上述背景技术,本申请所提供的双腔预灌封产品生产线,包括巢盒、转运输送线、抓取装置、粉剂分装装置、溶解液灌装装置和封口组件,巢盒包括巢板和双腔容器,多个双腔容器放置于巢板,双腔容器包括粉腔和液腔,粉腔和液腔分别用于装入粉体和溶解液,双腔容器设有用于混合粉体和溶解液的旁通通路;转运输送线用于带动巢盒沿第一方向移动,转运输送线上设有抓取工位,抓取工位沿第二方向的一端设有托盘移动工位,托盘移动工位设有托盘移动装置,托盘移动装置用于带动巢板和双腔容器移动,第一方向与第二方向相互垂直;抓取装置位于抓取工位和托盘移动工位之间,抓取装置能够带动巢板和双腔容器移动;粉剂分装装置设于托盘移动工位沿第一方向的一个端部,粉剂分装装置用于向粉腔添加粉体;溶解液灌装装置位于托盘移动工位背离抓取工位的一侧,溶解液灌装装置用于向完成粉体封装的双腔容器添加溶解液;封口组件包括胶塞料斗、翻转机构和加塞工位,加塞工位用于给装有粉体和/或溶解液的双腔容器添加胶塞,溶解液灌装装置和加塞工位之间设有灌装工位。
20、具体来说,双腔容器设有粉腔和液腔,托盘移动装置带动双腔容器在粉剂分装装置添加粉体至粉腔,然后托盘移动装置带动双腔容器至加塞工位进行第一次加塞,然后将双腔容器移动至灌装工位通过溶解液灌装装置添加溶解液,然后将双腔容器再次移动至加塞工位进行第二次加塞,之后抓取装置将双腔容器转移至巢盒,至此双腔容器经过两次加药和两次加塞完成粉液双腔预灌封产品,此时,粉腔和液腔之间被胶塞隔开,粉体和溶解液互不接触,当需要使用粉液双腔预灌封产品时,只需施加外力使粉腔和液腔之间的胶塞移动至旁通通路,可使得溶解液流进粉体所处的粉腔中,然后混合使用,在整个生产流程中,从容器的同一开口处先后灌装粉体和溶解液,容器开口方向一致且高度一致,设备结构简洁紧凑,对不同容器的通用性强,如此设置,可以提高双腔药物装配效率,进而避免双腔药物装配效率低的问题。
技术特征:
1.一种双腔预灌封产品生产线,其特征在于,包括:
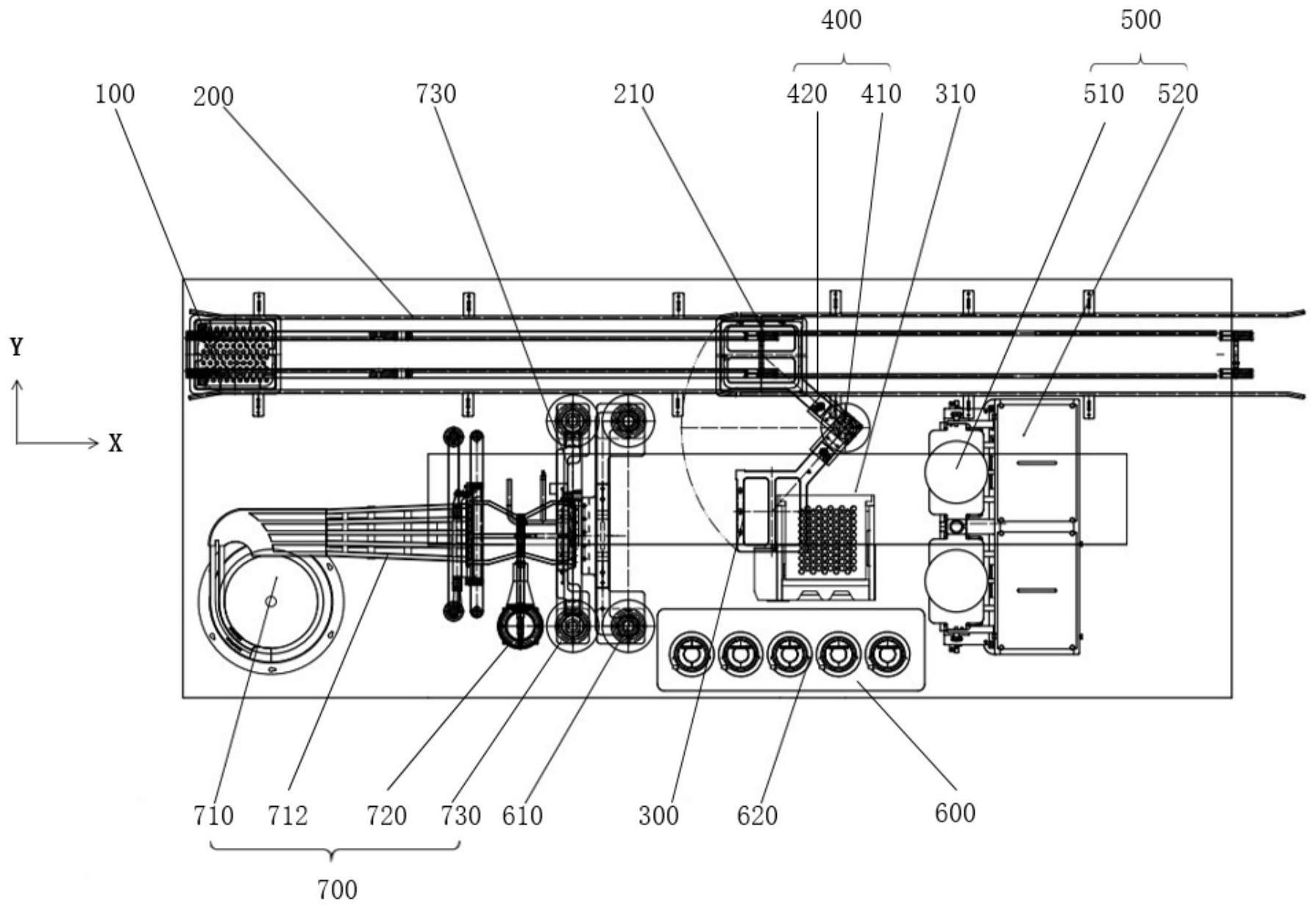
2.根据权利要求1所述的双腔预灌封产品生产线,其特征在于,所述粉剂分装装置(500)包括装粉工位、粉仓(510)、吸取装置(520),所述装粉工位用于放置所述双腔容器(110),所述粉仓(510)存储所述粉体,所述吸取装置(520)相对于所述粉仓(510)和所述装粉工位能够移动,所述吸取装置(520)用于转移所述粉体至所述双腔容器(110)。
3.根据权利要求2所述的双腔预灌封产品生产线,其特征在于,所述灌装工位(610)包括灌装支架和灌装针,所述灌装针连接于所述溶解液灌装装置(600),所述灌装针用于向所述双腔容器(110)添加所述溶解液。
4.根据权利要求2所述的双腔预灌封产品生产线,其特征在于,所述抓取架包括伸缩轴(410)和抓取臂(420),所述抓取臂(420)可转动地连接于所述伸缩轴(410),所述伸缩轴(410)能够带动所述抓取臂(420)沿所述双腔容器(110)延伸方向移动,所述抓取臂(420)设有真空吸盘,所述真空吸盘用于抓取所述巢板。
5.根据权利要求2所述的双腔预灌封产品生产线,其特征在于,所述胶塞料斗(710)和所述加塞工位(730)分别位于所述翻转机构(720)在所述第一方向上的两个端部,所述胶塞料斗(710)和所述翻转机构(720)之间设有输送道(712),所述输送道(712)用于输送所述胶塞(711)。
6.根据权利要求3至5任意一项所述的双腔预灌封产品生产线,其特征在于,所述粉剂分装装置(500)为两个。
7.根据权利要求6所述的双腔预灌封产品生产线,其特征在于,两个所述粉剂分装装置(500)沿所述第二方向相邻设置。
8.根据权利要求6所述的双腔预灌封产品生产线,其特征在于,所述溶解液灌装装置(600)包括多个溶解液灌装泵组(620),多个所述溶解液灌装泵组(620)沿所述第一方向均匀设置。
9.根据权利要求8所述的双腔预灌封产品生产线,其特征在于,所述溶解液灌装泵组(620)采用陶瓷柱塞泵。
10.根据权利要求9所述的双腔预灌封产品生产线,其特征在于,所述粉剂分装装置(500)、所述溶解液灌装装置(600)和所述封口组件(700)相对于所述转运输送线(200)同侧设置。
技术总结
本发明公开了双腔预灌封产品生产线,涉及药品包装生产技术领域,包括巢盒、转运输送线、抓取装置、粉剂分装装置、溶解液灌装装置和封口组件,具体来说,双腔容器设有粉腔和液腔,托盘移动装置带动双腔容器在粉剂分装装置添加粉体至粉腔,然后托盘移动装置带动双腔容器至加塞工位进行第一次加塞,然后将双腔容器移动至灌装工位通过溶解液灌装装置添加溶解液,然后将双腔容器再次移动至加塞工位进行第二次加塞,之后抓取装置将双腔容器转移至巢盒,在整个生产流程中,从容器的同一开口处先后灌装粉体和溶解液,容器开口方向一致且高度一致,设备结构简洁紧凑,对不同容器的通用性强,如此设置,能够避免双腔药物装配效率低的问题。
技术研发人员:王东,高帅,张显衡,黄利军,王登峰,侯国旭,田传喜,房皓然
受保护的技术使用者:山东新华医疗器械股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!