一种抗裂的防水卷材制造设备及其工艺的制作方法
本发明涉及防水卷材生产,具体为一种抗裂的防水卷材制造设备及其工艺。
背景技术:
1、防水卷材主要是用于建筑墙体、屋面、以及隧道、公路、垃圾填埋场等处,起到抵御外界雨水、地下水渗漏的一种可卷曲成卷状的柔性建材产品,作为工程基础与建筑物之间无渗漏连接,是整个工程防水的第一道屏障,对整个工程起着至关重要的作用,防水卷材在生产过程中需要使用到防尘卷材生产设备;
2、但是目前防水卷材设备在使用过程中由于缺少相应的辅助收卷结构,导致防水卷材设备在对防水卷材的单卷收卷后,需要花费大量的时间对收卷辊进行更换,使得防水卷材设备在收卷辊更换过程中无法持续带动防水卷材行进,进而降低了防水卷材设备的生产效率和使用便捷性。
技术实现思路
1、本发明提供一种抗裂的防水卷材制造设备及其工艺,可以有效解决上述背景技术中提出的防水卷材设备在使用过程中由于缺少相应的辅助收卷结构,导致防水卷材设备在对防水卷材的单卷收卷后,需要花费大量的时间对收卷辊进行更换,使得防水卷材设备在收卷辊更换过程中无法持续带动防水卷材行进,进而降低了防水卷材设备的生产效率和使用便捷性的问题。
2、为实现上述目的,本发明提供如下技术方案:一种抗裂的防水卷材制造设备,包括收集支架,所述收集支架顶部设置有尾端交替式持续收卷机构,用于对裁切好的防水卷材进行持续收卷,并在单卷卷材收卷完成后,对卷材进行不间断收卷,以确保卷材收卷过程中加工中的卷材可以不间断行进;
3、所述尾端交替式持续收卷机构包括安装侧架;
4、所述收集支架顶部两端均焊接有安装侧架,所述安装侧架顶端和底端中部均固定安装有限位卡爪,所述安装侧架一侧中部固定安装有换位电机,所述换位电机通过外部电源进行供电;
5、所述换位电机输出轴端部对应安装侧架一侧位置处固定连接有安装转柱,所述安装转柱外侧中部套接有中心换位辊,所述中心换位辊两端顶部和底部均固定安装有限位弧条;
6、所述中心换位辊两端两侧均贯穿开设有安装横槽,所述中心换位辊端部对应安装横槽端部位置处通过支架安装有收卷电机,所述收卷电机通过外部电源进行供电,所述收卷电机输出轴端部固定连接有驱动卡块;
7、所述驱动卡块一侧顶部和底部对称卡接有收卷弧形板,所述收卷弧形板另一端通过螺栓和螺母连接有固定端块,所述收卷弧形板中部管道开设有伸缩中心槽,所述伸缩中心槽两端中部均开设有伸缩端槽,所述伸缩端槽内部一端中部固定连接有伸缩调节杆,所述伸缩调节杆一端对应伸缩端槽内部位置处固定连接有充气伸缩囊;
8、两个所述充气伸缩囊端部对应伸缩中心槽内部位置处固定连接有挤压伸缩囊,所述挤压伸缩囊顶部和底部均粘接有夹持板。
9、根据上述技术方案,所述收卷弧形板一端内侧对称固定安装有调节圆块,所述调节圆块内侧中部固定安装有伸缩限位杆,所述伸缩限位杆末端对应调节圆块端部位置处转动安装有限位摆杆,所述限位摆杆端部转动安装有夹持转块;
10、所述安装侧架一侧顶部固定安装有连接悬杆,所述连接悬杆端部通过螺栓活动安装有调节摆杆,所述调节摆杆一端中部通过螺纹安装有调节横栓,所述调节横栓一端转动安装有伸缩滑块,所述伸缩滑块一侧中部固定安装有压力传感器,所述伸缩滑块背面两端中部固定安装有导向背轴;
11、所述中心换位辊中部和底部均贯穿开设有切割轴槽,所述收集支架顶端中部等距均匀固定安装有切割伸缩杆,所述切割伸缩杆顶端共同固定连接有切割横盒,所述切割横盒内部滑动安装有切割滑块,切割滑块顶端中部固定安装有切断刀片,所述收集支架顶面对应安装侧架底部一侧位置处安装有导向架,所述收集支架顶面对应导向架一侧位置处通过支架安装有驱动辊,所述驱动辊外侧螺旋捆束有驱动索。
12、根据上述技术方案,所述限位卡爪端部平面与中心换位辊端面之间紧密滑动贴合,所述中心换位辊外侧弧面与限位弧条内侧之间紧密滑动贴合,所述驱动卡块侧面设置有卡槽,所述收卷弧形板端部设置有卡柱;
13、夹持板外侧面与收卷弧形板外侧面之间相互齐平,所述充气伸缩囊和挤压伸缩囊内腔之间相互连通,所述充气伸缩囊可进行横向伸缩,而挤压伸缩囊可进行纵向伸缩。
14、根据上述技术方案,所述限位摆杆侧面中部设置有调节把,所述夹持转块侧面与固定端块端面之间相互扣合,所述导向背轴贯穿调节摆杆端部,且调节摆杆外侧与调节摆杆端部之间紧密滑动贴合。
15、根据上述技术方案,所述切割滑块外侧与切割横盒内壁之间紧密滑动贴合,所述切断刀片贯穿切割横盒顶部,且切断刀片与切割轴槽之间相互对应,所述驱动辊通过端部电机进行驱动,所述驱动索贯穿切割横盒与切割滑块端面中部固定连接。
16、根据上述技术方案,所述收集支架侧面设置有前端边部裁切修饰机构,用于对加工过程中的防水卷材边部进行切割,并在防水卷材边部切除后对防水卷材边部进行刮拭,以提高防水卷材边部的加工精度;
17、所述前端边部裁切修饰机构包括裁切架;
18、所述收集支架一侧设置有裁切架,所述裁切架前端边部通过支撑架转动安装有导向前辊,所述导向前辊外侧两端均通过螺栓固定套接有限位盘,所述裁切架两侧顶部均贯穿开设有平移滑槽,所述平移滑槽内部一端嵌入安装有限位边板,所述限位边板侧面中部通过螺纹穿插安装有调节丝杆,所述调节丝杆端部对应平移滑槽内部位置处活动安装有安装滑块,所述安装滑块一侧中部固定安装有切边电机,所述切边电机通过外部电源进行供电,所述切边电机输出轴端部对应安装滑块一侧位置处固定安装有切割横轴,所述切割横轴外侧两端均通过螺纹套接有安装导环,所述安装导环侧面套接夹持有切割轮,所述裁切架顶部对应切割横轴一侧位置处固定安装有切割前架,所述切割前架外侧顶部两端均安装有限位槽块,所述限位槽块顶端均匀开设有切割导槽;
19、所述裁切架顶部对应切割前架一侧位置处固定安装有安装斜板,所述裁切架顶部对应安装斜板底部位置处滑动贯穿安装有导向斜板,所述安装斜板一侧中部通过螺纹安装有夹紧栓;
20、所述裁切架顶部对应切割横轴另一侧位置处固定安装有切割后架,所述切割后架外侧顶部两端均套接有导向块,所述导向块底面两端均固定安装有限位底块,所述导向块顶端中部嵌入安装有推移块,所述推移块一侧中部通过螺纹穿插安装有夹紧螺栓,所述夹紧螺栓一端对应导向块顶部位置处活动连接有夹紧刮刀;
21、所述裁切架内侧底部固定安装有安装底箱,所述安装底箱内侧滑动嵌入安装有伸缩收集箱,所述安装底箱内部对应伸缩收集箱一侧位置处固定安装有抽气底盒,所述抽气底盒一端对应裁切架一侧位置处通过管道固定连接有循环风机,所述循环风机通过外部电源进行供电,所述循环风机顶部对应裁切架内侧位置处通过管道固定连接有吹拂风盒。
22、根据上述技术方案,所述安装滑块外侧与平移滑槽内壁之间紧密滑动贴合,所述切割横轴两端均开设有安装螺纹,所述切割轮两侧均与对应的安装导环侧面之间紧密滑动贴合;
23、所述夹紧栓末端与导向斜板侧面之间紧密贴合,所述夹紧刮刀侧面滑块底面与导向块底面之间紧密滑动贴合,所述伸缩收集箱朝向抽气底盒的一侧均匀开设有导气孔,所述吹拂风盒出风面朝向导向块。
24、根据上述技术方案,所述裁切架两侧均设置有中部张力缓冲机构,用于对行进中的防水卷材的张力进行调节,使防水卷材行进过程中末端停止时,加工设备中其他位置处的防水卷材张力可以保持张力平衡;
25、所述中部张力缓冲机构包括伸缩中架;
26、所述裁切架两侧均设置有伸缩中架,所述伸缩中架中部靠近裁切架的一侧转动安装有限位底轴,所述裁切架内部顶端两侧均转动安装有导向顶轴,所述裁切架中部贯穿开设有滑移竖槽,所述滑移竖槽内侧顶端滑动安装有升降滑块,两个所述升降滑块侧面中部转动安装有张力滑移轴,所述升降滑块底端对应滑移竖槽内部位置处固定连接有配重盒,所述配重盒内侧底面中部固定安装有安装中柱,所述安装中柱外侧对应配重盒内部位置处套接有配重块。
27、根据上述技术方案,所述升降滑块和配重盒外侧与滑移竖槽内壁之间紧密滑动贴合,所述安装中柱顶面与配重盒内壁顶面之间的距离大于配重块的厚度。
28、根据上述技术方案,一种抗裂的防水卷材制造设备工艺,根据一种抗裂的防水卷材制造设备的制造工艺,包括如下步骤:
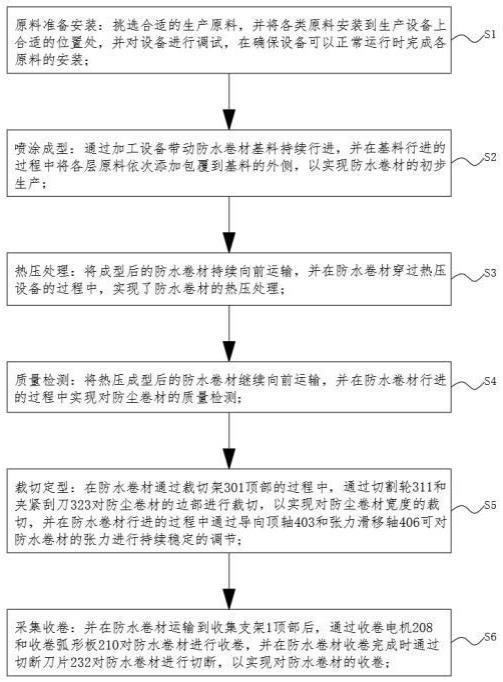
29、s1、原料准备安装:挑选合适的生产原料,并将各类原料安装到生产设备上合适的位置处,并对设备进行调试,在确保设备可以正常运行时完成各原料的安装;
30、s2、喷涂成型:通过加工设备带动防水卷材基料持续行进,并在基料行进的过程中将各层原料依次添加包覆到基料的外侧,以实现防水卷材的初步生产;
31、s3、热压处理:将成型后的防水卷材持续向前运输,并在防水卷材穿过热压设备的过程中,实现了防水卷材的热压处理;
32、s4、质量检测:将热压成型后的防水卷材继续向前运输,并在防水卷材行进的过程中实现对防尘卷材的质量检测;
33、s5、裁切定型:在防水卷材通过裁切架顶部的过程中,通过切割轮和夹紧刮刀对防尘卷材的边部进行裁切,以实现对防尘卷材宽度的裁切,并在防水卷材行进的过程中通过导向顶轴和张力滑移轴可对防水卷材的张力进行持续稳定的调节;
34、s6、采集收卷:并在防水卷材运输到收集支架顶部后,通过收卷电机和收卷弧形板对防水卷材进行收卷,并在防水卷材收卷完成时通过切断刀片对防水卷材进行切断,以实现对防水卷材的收卷。
35、与现有技术相比,本发明的有益效果:本发明结构科学合理,使用安全方便:
36、1.设置了尾端交替式持续收卷机构,通过尾端交替式持续收卷机构内部各组件之间的相互配合,优化了防水卷材成品的收卷过程,通过双工位的收卷弧形板设计,使两个收卷弧形板可以通过收卷电机交替对防水卷材进行收卷,并在单卷防水卷材收卷完成后,可以通过驱动索和切断刀片之间的配合快速对防水卷材进行切断,进而有效的缩短了防水卷材换卷之间的停歇时间,使防水卷材在切断后便可进行后续的收集,使收卷弧形板的拆卸和更换可以与防水卷材收卷工作同步进行,进而有效的提高了防水卷材生产设备的卷材收卷效率;
37、同时通过收卷弧形板和固定端块及其上连接的各组件的拼接式结构设计,使中心换位辊的更换拆卸更加便捷,同时通过充气伸缩囊和挤压伸缩囊膨胀收缩,既可以在收卷过程中对防水卷材进行快速固定,也可在需要拆卸防水卷材成卷的时候进行快速分离,同时通过中心换位辊的转动也可对收卷弧形板进行快速换位,进而确保了防水卷材收卷和分离过程的流程进行,进一步提高了防水卷材生产设备的使用便捷性。
38、2.设置了前端边部裁切修饰机构,通过前端边部裁切修饰机构内部各组件之间的相互配合,优化了防水卷材正常过程中的裁边过程,通过限位槽块和切割轮之间的相互配合,实现了对防水卷材边部的快速裁切,并通过导向斜板对裁切下的废料进行引导,以防止切割下的废料随意散落影响防水卷材的正常生产,并通过夹紧刮刀可对防水卷材边部毛刺进行修饰,进而有效的提高了防水卷材的成品品质;
39、同时通过可调节限位盘、切割轮、限位槽块和夹紧刮刀的设计,使防水卷材设备在加工不同尺寸的防水卷材时可以进行自由调节,进而有效的提高了防水卷材生产设备的使用便捷性,并且在对防水卷材裁切过程中产生的碎屑进行收集时,可通过循环风机在吹拂风盒内部产生持续流动的吹拂气流,以去除防水卷材外侧粘附的少量碎屑,并在气流收集的过程中对收集的碎屑进行吸附,进而有效的提高了防水卷材生产设备的使用清洁度。
40、3.设置了中部张力缓冲机构,通过中部张力缓冲机构内部各组件之间的相互配合,优化了防水卷材行进过程中的张力调节的过程,通过限位底轴和导向顶轴可对进行中的防水卷材进行快速便捷的调节,并通过滑移竖槽、升降滑块和张力滑移轴之间的相互配合,利用张力滑移轴及其上各组件的共同重力对导向顶轴之间的防水卷材进行驱动,使生产设备上的防水卷材在张力发生变化时可以通过张力滑移轴使防水卷材持续保持紧绷状态,进而有效的防止了防水卷材在进行裁切和收卷的过程中出现松弛的现象,进而有效的提高了防水卷材运输行进过程中的稳定性。
41、综上所述,通过尾端交替式持续收卷机构、前端边部裁切修饰机构和中部张力缓冲机构内部各组件之间的相互配合,通过伸缩中架上的各组件对防水卷材的裁切和收卷过程进行优化,使防水卷材张力发生变化时,位于裁切架顶部防水卷材可以保持平顺和紧绷状态,进而有效的防止了防水卷材裁切过程中出现偏移的现象,进而有效的提高了防水卷材裁切的精度,同时在对防水卷材切割时需要短暂停顿,通过张力滑移轴的下降可以带动多余的防水卷材沿导向顶轴之间下压,进而通过张力滑移轴的升降对防水卷材进行短暂临时的储存收纳,有效的防止了收卷弧形板停止对防水卷材收卷的短暂时间内防水卷材在安装侧架侧面出现堆积的现象,进一步优化了防水卷材设备的生产过程,提高了防水卷材的整体成品品质。
- 还没有人留言评论。精彩留言会获得点赞!