一种高速全自动套袋封口机的制作方法
本发明涉及机械领域的加工与生产领域,尤其涉及一种为各类预制袋的袋口进行密封的一种高速全自动套袋封口机。
背景技术:
1、现有国内市场相关类封口机械中绝大部分采用了人工折叠和封口,工作效率低,不能实现折叠预制袋自动修齐和自动高温封合,即使是自动封口机也均采用了将撑袋、修口、过渡分开作业的方式,封口质量不高且速度较慢,对产品的兼容性较低,产品切换配件时更换繁琐,且市面上封口类机器均采用单工位作业,速度方面仍有提升空间。
技术实现思路
1、针对现有技术中存在的缺陷,本发明的目的在于提供一种高兼容性、高效、稳定、省时、更进一步提高性能、减少人工成本以及简化产品切换时的调机步骤的一种高速全自动套袋封口机。
2、为达到以上目的,本发明采用如下技术方案。
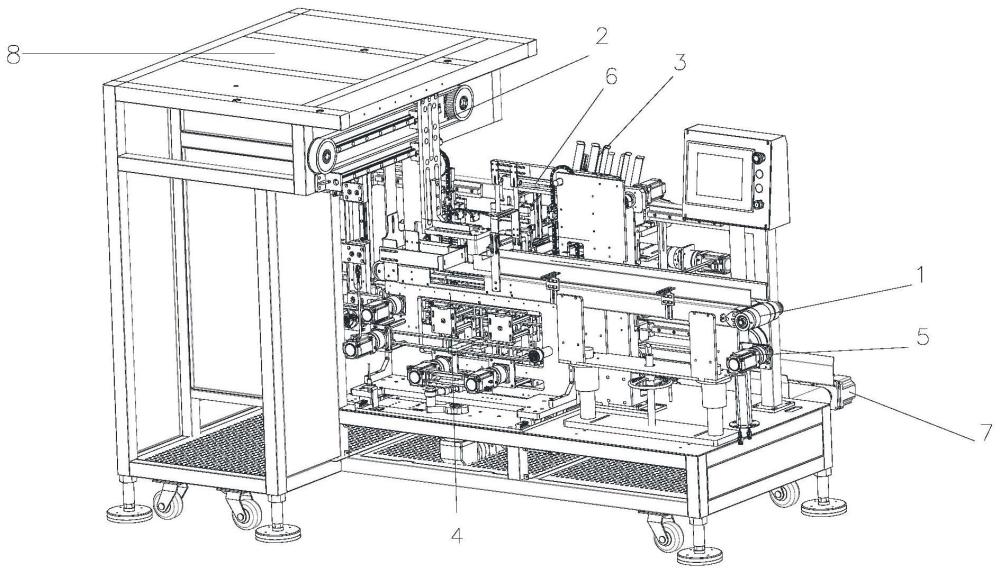
3、一种高速全自动套袋封口机,包括:进料部分、推包部分、供袋部分、撑袋修口过渡部分、夹袋托袋部分、压封开合部分、出料部分、机架及操作屏部分;
4、进料部分用来传送待套袋封口产品到指定推包位置;
5、推包部分用来将待套袋封口产品推送进已被撑袋修口过渡部分撑开的袋里;
6、供袋部分用来提供袋子并将逐个送至夹袋托袋部分;
7、撑袋修口过渡部分将已被压封开合部分吸开袋口的袋子撑开,并将已推包入袋的袋口修叠整齐,同时将产品过渡到夹袋托袋部分;
8、夹袋托袋部分用于将由供袋部分供袋到位的袋子抬升至合适高度,并将已推送入袋并修叠整齐的产品送至压封开合部分;
9、压封开合部分用于将夹袋托袋部分提供的袋子的袋口吸开,以及将已修叠整齐的袋口压紧加热高温密封;
10、出料部分用来将已完成高温密封的成品向外传输;
11、机架及操作屏部分用来支撑并控制机器作业。
12、在一些实施方式中,推包部分包括推杆和推包驱动装置,推杆装置设置在推包驱动装置上,推杆通过推包驱动装置驱动将待入袋产品推移入袋。
13、在一些实施方式中,撑袋修口过渡部分包括:
14、撑袋部分,包括4块内修片,内修片以合拢状态通过插口部分的插口驱动电机驱动插入袋中后将袋子撑开;
15、修口部分,包括2块外修片和4块内修片,外修片根据需要折叠的位置水平移动靠近以完成折叠袋口作业,外修片与内修片相互配合运动实现对袋口的整齐折叠,内修片为撑袋部分的内修片,内修片既负责撑袋也负责和外修配合折叠修口;
16、4块内修片以合拢的状态通过插口部分的插口驱动电机插入袋口后通过对应的内修高度以及内修宽度驱动电机将袋子撑开,2块外修片由外而内地在袋口中间需要折叠的位置水平移动且2块外修片之间始终保持足够间距,同时4块内修片左右宽度保持不变上下对称地向外修片位置合拢,直至袋口折叠整齐。
17、产品过渡部分,包括2块限位板和1块底板,2块限位板的一侧分别与底板垂直连接形成供推包部分推送的槽形通道,便于推包部分将产品平稳推送入袋。
18、在一些实施方式中,4块内修片上下各两片对称分布。
19、在一些实施方式中,内修片通过滑轨移动,上下内修片可以调节上下展开幅度,左右内修片可以调节左右展开幅度,可以适应不同规格的产品包装袋。
20、在一些实施方式中,夹袋托袋部分包括:
21、双工位夹袋送料部分,包括两个夹袋送料工位和压合驱动装置,夹袋送料工位与压合驱动装置连接,夹袋送料工位负责将修叠整齐的装有产品的袋子送至压封开合部分;
22、托袋部分,与电机连接,通过电机将供袋到位的袋子抬升至合适高度。
23、在一些实施方式中,夹袋送料工位包括上压合板和下压合板,上压合板和下压合板通过压合驱动装置驱动后相对靠近压合已修叠整齐的待封口产品袋口。
24、在一些实施方式中,压封开合部分包括:
25、双工位压封部分,包括两个压封工位以及压封驱动装置,压封工位通过压封驱动装置驱动将已修叠整齐的袋口压紧加热以高温密封。
26、开合部分,包括吸盘和动力装置,吸盘通过动力装置吸开合适高度的袋子的袋口,开合部分安装在双工位压封部分的其中一个工位之内,开合部分只有一个工位。
27、在一些实施方式中,压封工位包括上压封铜块、下压封铜块和压板;
28、压封驱动装置与压板连接,压封驱动装置驱动压板相对移动压合,压板带动上下压封铜块压合并加热袋口实现高温密封,压封作业完成后通过压封驱动装置驱动复位,成品以自重下滑。
29、本发明的有益效果是:
30、1.本发明实现了对预制袋进行袋口自动修齐和自动高温封合的目的,进一步提高性能。
31、2.本发明采用双工位设计,当一个压封工位在执行高温压封时另外一个夹袋送料工位则夹取第二个已修叠整齐后的产品至压封开合部分的另一个压封工位进行袋口加热高温密封,如此循环往复,最终实现套袋产品的全自动套袋及封口作业,进一步提高效率减少工位等待时间。
32、3.本发明将撑袋、修口、过渡部分三合一,撑袋修口过渡部分内的撑袋部分和修口部分通过将内修片插入袋口将袋子撑开并以外修片内外配合实现对修袋封口产品的整齐折叠,然后过渡到夹袋托袋部分,实现了自动且高效的作业。
33、4.本发明提出的撑袋部分可以根据对应的内修高度以及内修宽度驱动电机将袋子撑开,适应不同规格的套袋,提高了机器兼容性,更换产品时配件无需更换,简化了产品切换时的调机步骤。
技术特征:
1.一种高速全自动套袋封口机,其特征在于,包括:进料部分、推包部分、供袋部分、撑袋修口过渡部分、夹袋托袋部分、压封开合部分、出料部分、机架及操作屏部分;
2.根据权利要求1所述的一种高速全自动套袋封口机,其特征在于,所述推包部分包括推杆和推包驱动装置,所述推杆设置在所述推包驱动装置上;
3.根据权利要求1所述的一种高速全自动套袋封口机,其特征在于,
4.根据权利要求3所述的一种高速全自动套袋封口机,其特征在于,所述4块内修片上下各两片对称分布。
5.根据权利要求4所述的一种高速全自动套袋封口机,其特征在于,所述内修片通过滑轨移动,上下内修片可以调节上下展开幅度,左右内修片可以调节左右展开幅度。
6.根据权利要求1所述的一种高速全自动套袋封口机,其特征在于,
7.根据权利要求5所述的一种高速全自动套袋封口机,其特征在于,所述夹袋送料工位包括上压合板和下压合板,所述上压合板和下压合板通过所述压合驱动装置驱动后相对靠近压合已修叠整齐的待封口产品袋口。
8.根据权利要求1所述的一种高速全自动套袋封口机,其特征在于,
9.根据权利要求8所述的一种高速全自动套袋封口机,其特征在于,所述压封工位对称安装在所述开合部分两侧。
10.根据权利要求8所述的一种高速全自动套袋封口机,其特征在于,所述压封工位包括上压封铜块、下压封铜块和压板;
技术总结
本发明公开了一种高速全自动套袋封口机,包括:进料部分、推包部分、供袋部分、撑袋修口过渡部分、夹袋托袋部分、压封开合部分、出料部分、机架及操作屏部分。本发明将撑袋、修口以及过渡部分结合,做到在同一器件上完成三个作业,大大提高了封口机的性能,并且本发明采用双工位设计,进一步提高效率减少工位等待时间,提高了兼容性,做到了高效、稳定、省时,减少人工成本以及简化产品切换时的调机步骤。
技术研发人员:曾寒冰
受保护的技术使用者:广东奕仁科技有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!