一种塑料包装袋裁切捆扎一体化装置的制作方法
本发明涉及塑料包装袋生产领域,具体为一种塑料包装袋裁切捆扎一体化装置。
背景技术:
1、塑料包装袋是一种以塑料为原材料,用于生产生活中各种用品的包装袋,广泛用于日常生活和工业生产中,但是这一时的方便却带来长久的危害;常用的塑料包装袋多为聚乙烯薄膜制成,该薄膜无毒,故可用于盛装食品。还有一种薄膜为聚氯乙烯制成,聚氯乙烯本身也无毒性,但根据薄膜的用途所加入的添加剂往往是对人体有害的物质,具有一定的毒性;所以这类薄膜及由该薄膜做的塑料袋均不宜用来盛装食品。
2、塑料包装袋的形式有多种,包括规则的长方形、正方形以及常用的手提式塑料袋,其中长方形或者正方形多是用于商业包装,而手提式塑料袋则是广泛运用在零散物品的日常包装上,特别是个体商户,对于手提式塑料袋的使用量是巨大的,但是无论上述哪一种形式的塑料包装袋,都需要在生产过程中进行裁切、热封以及捆扎。
3、现有技术中,针对于长方形、正方形塑料包装袋的生产,其各个工艺是分开进行的,特别是捆扎工艺,需要在庞大的物料槽中拿取物料至捆扎设备,且需要一直重复上述步骤,效率不仅低下而且步骤繁琐,进一步的,部分厂商会采取自动捆扎设备进行捆扎,但是相应的生产成本以及维护成本就是变得极高,导致产品售价无法降低,不利于企业竞争,除此之外,上述提到的分散进行的工艺不利于产品生产线的搭建,也不利于一体化生产,存在设备多、占用空间大等诸多问题,为此我们提出一种塑料包装袋裁切捆扎一体化装置。
技术实现思路
1、基于此,本发明的目的是提供一种塑料包装袋裁切捆扎一体化装置,以解决上述背景中提到的技术问题。
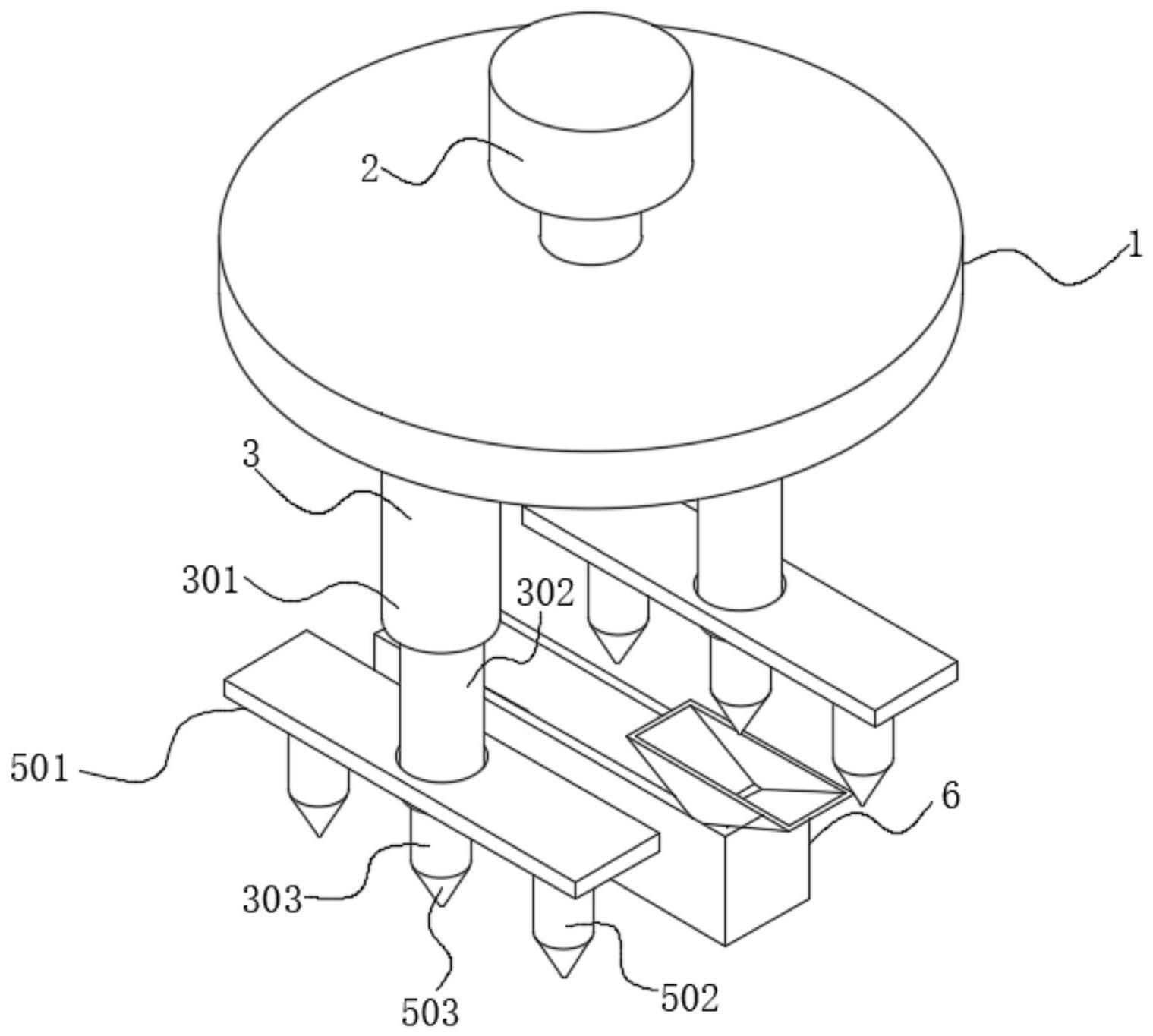
2、为实现上述目的,本发明提供如下技术方案:一种塑料包装袋裁切捆扎一体化装置,包括转盘以及安装在转盘顶端用于驱动转盘转动的驱动电机,所述转盘的底端安装有多组多级伸缩组件,且多级伸缩组件的下方设置有对于塑料包装袋进行裁切的裁切组件,所述多级伸缩组件的下方位于裁切作业区域的另一端安装有用于对塑料包装袋进行收纳以及捆扎的捆扎组件,且捆扎组件的内部设置有对塑料包装袋进行挤压的挤压组件。
3、通过采用上述技术方案,实现了对塑料包装袋裁切、热封以及捆扎的一体化作业,有利于生产线的生产,节省了多个工艺之间辗转的时间,提高了生产的效率,同时自动捆扎结构的低成本能够有效减少生产成本,并且还能够进一步提升生产效率。
4、本发明进一步设置为,所述多级伸缩组件包括有与转盘底端固定连接的一级套筒,且一级套筒的内部开设有第一空腔,所述第一空腔的内部设置有底端延伸至一级套筒下方的二级套筒,且二级套筒的内部开设有第二空腔,所述第二空腔的内部设置有底端甚至二级套筒下方的三级套筒,且三级套筒的内部开设有第三空腔,所述一级套筒的外壁连接有与第一空腔内部连通的液压油管,且液压油管的另一端则与液压油控制系统连接,所述二级套筒的顶端内壁安装有一号电控阀,且一号电控阀与第一空腔内部连通,所述三级套筒的顶端内壁安装有二号电控阀,且二号电控阀与第二空腔内部连通,所述第三空腔的内部设置有与第三空腔内壁滑动连接的活塞板,且活塞板的底端固定连接有向下延伸的竖杆。
5、通过采用上述技术方案,使得多级伸缩组件的运行能够为裁切组件的运行、热封组件以及挤压组件的运行提供动力。
6、本发明进一步设置为,所述一级套筒的内部设置有限位组件,所述限位组件包括有固定且对称设置在二级套筒外壁的第一限位块,且第一限位块的下方位于二级套筒的外壁设置有对第一空腔内部进行密封隔绝的第一密封板,所述第一密封板的底端贴合设置有固定且对称设置在二级套筒外壁第二限位块,所述三级套筒的外壁固定且对称设置有第三限位块,且第三限位块的下方位于三级套筒的外壁设置有对第三空腔内部进行密封隔绝的第二密封板,所述第二密封板的底端贴合设置有固定且对称设置在三级套筒外壁第四限位块,所述竖杆的外壁固定且对称设置在竖杆外壁的第五限位块,且第五限位块的下方设置有固定套接在竖杆外壁的限位板,所述限位板的底端贴合设置有固定且对称设置在竖杆外壁的第六限位块。
7、通过采用上述技术方案,起到辅助多级伸缩组件运行的效果。
8、本发明进一步设置为,所述裁切组件包括有固定套接在二级套筒外壁的横板,且横板的两侧底端均固定安装有辅助裁切刀,两组所述辅助裁切刀之间位于三级套筒的底端固定安装有裁切刀,且辅助裁切刀、裁切刀的下方设置有进料部件,所述进料部件包括用于防置待裁切塑料包装袋放置板,且放置板的中间部位开设有贯穿放置板的第一裁切口,所述第一裁切口的内径略大于裁切刀的直径,且第一裁切口的两侧位于放置板的内部均开设有贯穿放置板且内径略大于辅助裁切刀的第二裁切口,所述放置板之间设置有伸缩杆,且两组所述放置板通过伸缩杆滑动连接。
9、通过采用上述技术方案,起到对物料的裁切效果。
10、本发明进一步设置为,所述三级套筒的内部设置有热封组件,且所述热封组件包括有顶端与竖杆底端固定连接的挤压块,且挤压块与第三空腔内壁滑动连接,所述挤压块的下方对称安装有受力框,且两组所述受力框之间连接有复位弹簧,所述挤压块的底端直径小于两组所述受力框之间的间距,且挤压块的上半段直径大于两组所述受力框之间的间距,所述受力框的内侧安装有热封板,所述受力框的内壁安装有用于对热封板进行竖直驱动的电动推杆,所述热封板的内部设置有用于加热热封板端面的加热组件,且所述加热组件、电动推杆均与外界电源、控制系统电性连接。
11、通过采用上述技术方案,起到对物料切口的热封效果。
12、本发明进一步设置为,所述捆扎组件包括有内设盛放空腔的捆扎箱,且捆扎箱的顶端位于捆扎箱的端部安装有下料斗,所述下料斗的顶端开口大于下料斗的底端开口,且下料斗的顶端开口长度大于两组所述辅助裁切刀之间的间距,所述捆扎箱的底端安装有与捆扎箱外壁通过扭簧轴连接的底板,且捆扎箱的内壁对称设置有四组搭载板,所述捆扎箱的一端端部外壁开设有竖槽,且竖槽的一侧位于捆扎箱端面的中心处开设有通孔,所述捆扎箱的内部位于搭载板的端面放置有处于捆扎状态的扎带,且扎带包括有捆扎部以及移动端,所述移动端从捆扎箱内部贯穿通孔并延伸至捆扎箱的外侧,且移动端的内侧安装有用于对移动端进行缠绕收卷的电动正反收卷筒。
13、通过采用上述技术方案,起到对物料的自动捆扎效果。
14、本发明进一步设置为,所述二级套筒的外侧设置有传动组件,且传动组件包括有安装在二级套筒外侧的从动齿轮,且从动齿轮的一侧位于二级套筒的外壁设置有与从动齿轮啮合连接的驱动齿壁,所述从动齿轮的一侧下方位于捆扎箱外壁安装有与从动齿轮传动连接的第一锥形齿轮,且第一锥形齿轮的底端啮合连接有第二锥形齿轮。
15、通过采用上述技术方案,起到对挤压组件的驱动效果。
16、本发明进一步设置为,所述挤压组件包括有安装在捆扎箱内部且位于两组所述扎带之间的挤压板,且挤压板的外侧端部固定连接有贯穿通孔并延伸至捆扎箱外侧的多级伸缩杆,所述多级伸缩杆的最外侧端部外壁连接有拉绳,且拉绳的另一端端部延伸至捆扎箱的端部外侧,所述拉绳的内侧位于捆扎箱的外侧安装有用于对拉绳进行调向的滑轮,且滑轮的一侧安装有用于对拉绳进行收卷并与所述第二锥形齿轮底端固定连接的自复位收卷筒,所述多级伸缩杆的最外侧套杆端面安装有挤压杆,且所述挤压杆的同一水平方向上位于挤压板的外侧端面安装有压力传感器,所述压力传感器通过单片机与电动正反收卷筒电性连接。
17、通过采用上述技术方案,起到对物料的挤压效果,从而提升捆扎箱单次捆扎的容量。
18、综上所述,本发明主要具有以下有益效果:
19、1、本发明通过设置多级伸缩组件、限位组件、裁切组件和热风组件,首先,将塑料包装袋放置在放置板上,直至两组塑料包装袋的连接处正对裁切刀的下方,随后通过液压油管注入液压油,此时液压油会在第一空腔内部挤压二级套筒,二级套筒进而向下移动并带动横板一同移动,此时辅助裁切刀与裁切刀均会向下移动,当二级套筒外壁的第一限位块移动与第一密封板端面接触时,裁切刀恰好能够完成对塑料包装袋的裁切,塑料包装袋被裁切后,在裁切刀末端以及三级套筒外壁的挤压作用下,放置板会挤压伸缩杆使得放置板向外侧移动,直至放置板的端部贴合三级套筒,随后打开打开一号电控阀,使得液压油进入第二空腔挤压三级套筒移动,当三级套筒外壁的第三限位块移动至第二密封板端面时,受力框恰好移动至与塑料包装袋的切口齐平,随后打开二号电控阀,液压油因此进入第三空腔挤压活塞板,活塞板的移动会带动竖杆向下移动,使得竖杆能够推动挤压块挤压受力框向外侧移动,当第五限位块移动至与限位板端面时,受力框恰好完全移出,此时塑料包装袋的切口会处于热封板内侧,启动电动推杆以及电热组件,此时热封板会夹紧塑料包装袋切口并对其进行热封,热封结束后,关闭电热组件,保持电动推杆的运行状态,进一步的,通过液压油管抽出第一空腔中的液压油,此时二级套筒则会在负压的作用下带动二级套筒、三级套筒均向上移动,因此也会带动裁切热封后的塑料包装袋一同向上移动,随后启动驱动电机,驱动电机会带动转盘转动,转盘转动后会带动另一组移动至加工区域,携带有塑料包装袋的多级伸缩组件则会向后移动至下料区域进行下料,通过上述结构,实现了对塑料包装袋的裁切热封一体化作业,并同时能够带动塑料包装袋出料,该裁切热封一体化的生产方式有利于生产线的生产,节省了多个工艺之间辗转的时间,提高了生产的效率;
20、2、本发明通过设置多级伸缩组件、捆扎组件、挤压组件和传动组件,在携带塑料包装袋的多级伸缩组件移动至下料区域即移动至下料斗上方时,由于第二空腔以及第三空腔中的液压油均会被液压油管抽出,因此二级套筒和三级套筒会在负压的作用下依次复位,当三级套筒复位后,受力框也会移动至三级套筒内部从而失去对塑料包装袋的夹持效果,此时塑料包装袋会在重力的作用下落入下料斗中,在下料斗上宽下窄的作用下,横向的塑料包装袋会最终以竖向状态落入捆扎箱中,与此同时,第二组多级伸缩组件的启动会驱动传动组件运行,具体的,第二组多级伸缩组件的二级套筒在向下移动的过程中,其外壁的驱动齿壁会驱使从动齿轮转动,从动齿轮因此会通过传动作用驱使第一锥形齿轮转动,第一锥形齿轮转动后会带动第二锥形齿轮转动,进而第二锥形齿轮会驱使自复位收卷筒转动,此时缠绕在自复位收卷筒外壁的拉绳会被拉动,拉绳的移动会带动多级伸缩杆移动,多级伸缩杆进而会推动挤压板实现对塑料包装袋的挤压,进而压缩塑料包装袋的体积,增大捆扎箱的单次捆扎量,随着塑料包装袋存放量的增多,挤压板所能够移动的行程会逐渐缩短,在多级伸缩杆的辅助作用下,挤压板依然能够保持其相应的挤压效果,当捆扎箱满载后,挤压板已经无法移动时,拉绳的作用力会使得多级伸缩杆收缩,此时多级伸缩杆最外侧套杆端面的挤压块会移动至挤压板端面,并挤压位于挤压板端面的压力传感器,此时压力传感器会发送信号至单片机,单片机进而控制电动正反收卷筒正转,此时扎带的移动端会在电动正反收卷筒的作用下被拉动,同时扎带则会在挤压板的辅助作用下收缩内侧空间,从而进一步压缩塑料包装袋并完成对其的捆扎,在扎带的收缩作用下,塑料包装袋的厚度会进一步缩减,且扎带也会相应的缩减内侧空间并从搭载板上脱离,此时挤压板能够向前移动一小部分距离,进而使得挤压块能够从压力传感器上移出,此时电动正反收卷筒会反转,带动扎带的移动端移出,随后扎带以及被捆扎的塑料包装袋会在重力作用下向下移动冲击底板转动打开,进而完成对捆扎后塑料包装袋的出料,上述结构实现了对塑料包装袋的自动捆扎以及自动出料的效果,此外,该捆扎工艺与裁切工艺、热封工艺进行了结合,更加有助于一体化生产,对于生产效率的提升起到了重要的作用。
- 还没有人留言评论。精彩留言会获得点赞!