一种加热不燃烧卷烟产品质检方法与流程
本发明涉及卷烟工艺,更具体地,涉及一种加热不燃烧卷烟产品质检方法。
背景技术:
1、近几年来,传统卷烟品牌竞争日趋激烈,国内市场多以常规烟支、中支烟支、细支烟支、短支烟支为主,此四种型号烟支需使用明火点燃后进行抽吸,在其他国家,除上述四种型号卷烟之外,新流行加热不燃烧卷烟,且备受消费者青睐,此种型号卷烟无需明火点燃,使用特制加热装置,利用加热装置内的加热棒对烟丝进行加热阴燃抽吸,此种型号卷烟产生的有害气体少,不见明火避免安全隐含,且能满足消费者生理需求。但目前没有产品质检方法。
2、因此,如何提供一种加热不燃烧卷烟产品质检方法成为本领域亟需解决的技术难题。
技术实现思路
1、本发明的目的是提供一种加热不燃烧卷烟产品质检方法。
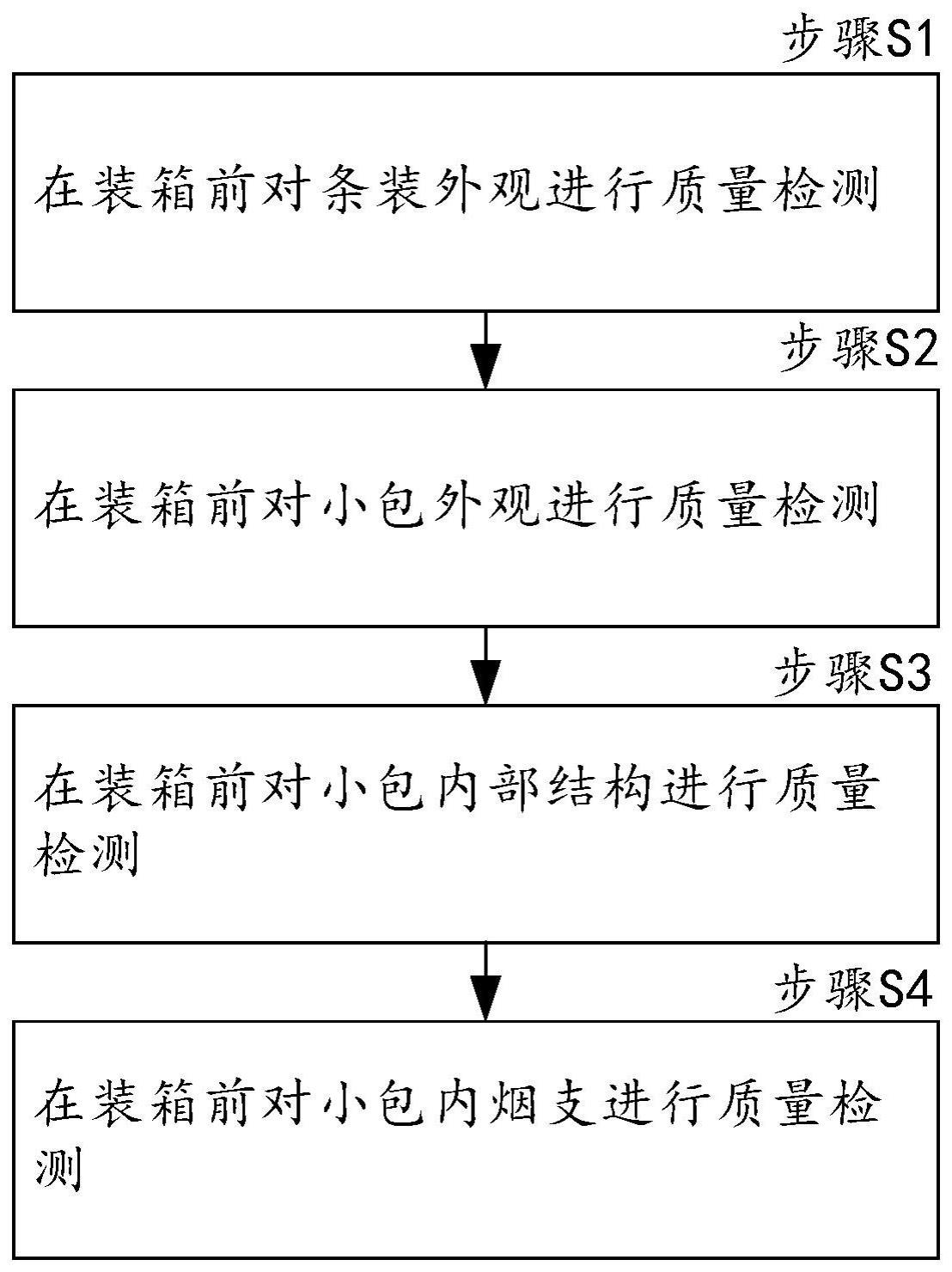
2、根据本发明,提供了一种加热不燃烧卷烟产品质检方法,包括,步骤s1、在装箱前对条装外观进行质量检测;
3、步骤s2、在装箱前对小包外观进行质量检测;
4、步骤s3、在装箱前对小包内部结构进行质量检测;
5、步骤s4、在装箱前对小包内烟支进行质量检测。
6、可选地,所述在装箱前对条装外观进行质量检测的方法包括:
7、条装透明纸密封性检测、条装透明纸破损检测、条装透明纸划痕检测、条装透明纸拉线检测、条装包装纸破损检测、条装包装纸划痕检测、条装包装纸色差检测、条装包装纸色花文字检测和条装包装纸粘贴检测。
8、可选地,所述条装透明纸密封性检测方法和判定标准为:
9、将条装产品浸入水中5分钟,查看透明纸是否渗水污染条装商标纸及内部产品;所述条装产品浸泡5分钟后有水渗入判定为不合格;
10、所述条装透明纸破损检测方法和判定标准为:
11、条装透明纸应平整无痕,且无破损开口;条装透明纸出现有破损开口判定为不合格;
12、所述条装透明纸划痕检测方法和判定标准为:
13、条装透明纸应光滑平整,划痕长度不能大于2mm;条装透明纸的划痕超过2mm判定为不合格;
14、所述条装透明纸拉线检测方法和判定标准为:
15、条装透明纸拉线不能有断口和接口,应平整笔直,不能弯曲褶皱;条装透明纸拉线出现断口、接口、弯曲或褶皱判定为不合格;
16、所述条装包装纸破损检测方法和判定标准为:
17、将条装包装纸展开,包装纸不应有撕裂、褶皱、污染和孔洞;条装包装纸出现撕裂、褶皱、污染或孔洞判定为不合格;
18、所述条装包装纸划痕检测方法和判定标准为:
19、条装包装纸应光滑平整,划痕长度不能大于1mm;条装包装纸的划痕长度超过1mm判定为不合格;
20、所述条装包装纸色差检测方法和判定标准为:
21、使用便携色差计对条装包装纸进行检测,与标样色差的对比检测结果不应有偏差;色差比对出现偏移或偏差判定为不合格;
22、所述条装包装纸色花文字检测方法和判定标准为:
23、将条装包装纸展开,不应有文字、单词、字母、笔画、图形图案、线条曲线的缺失、胶渍和污损;条装包装纸出现文字、单词、字母、笔画、图形图案、线条曲线的缺失、胶渍或污损判定为不合格;
24、所述条装包装纸粘贴检测方法和判定标准为:
25、将条装包装纸展开,查看条装包装纸背面涂胶点是否有涂胶痕迹;条装包装纸背面涂胶点缺少任意点位的胶迹判定为不合格。
26、可选地,所述在装箱前对小包外观进行质量检测的方法包括:
27、小包透明纸密封性检测、小包透明纸破损检测、小包透明纸划痕检测、小包透明纸拉线检测、小包包装纸破损检测、小包包装纸划痕检测、小包包装纸色差检测、小包包装纸色花文字检测和小包包装纸粘贴检测。
28、可选地,所述小包透明纸密封性检测方法和判定标准为:
29、将小包产品浸入水中5分钟,查看小包产品的透明纸是否渗水污染小包产品的商标纸及内部烟支;小包产品浸泡5分钟后有水渗入判定为不合格;
30、所述小包透明纸破损检测方法和判定标准为:
31、小包透明纸应平整无痕,且无破损开口;小包透明纸出现有破损开口判定为不合格;
32、所述小包透明纸划痕检测方法和判定标准为:
33、小包透明纸应光滑平整,划痕长度不能大于2mm;小包透明纸的划痕超过2mm判定为不合格;
34、所述小包透明纸拉线检测方法和判定标准为:
35、小包透明纸拉线不能有断口和接口,应平整笔直,不能弯曲褶皱;小包透明纸拉线出现断口、接口、弯曲或褶皱判定为不合格;
36、所述小包包装纸破损检测方法和判定标准为:
37、将小包包装纸展开,包装纸不应有撕裂、褶皱、污染和孔洞;小包包装纸出现撕裂、褶皱、污染或孔洞判定为不合格;
38、所述小包包装纸划痕检测方法和判定标准为:
39、小包包装纸应光滑平整,划痕长度不能大于1mm;小包包装纸的划痕长度超过1mm判定为不合格;
40、所述小包包装纸色差检测方法和判定标准为:
41、使用便携色差计对小包包装纸进行检测,与标样色差的对比检测结果不应有偏差;色差比对出现偏移或偏差判定为不合格;
42、所述小包包装纸色花文字检测方法和判定标准为:
43、将小包包装纸展开,不应有文字、单词、字母、笔画、图形图案、线条曲线的缺失、胶渍和污损;小包包装纸出现文字、单词、字母、笔画、图形图案、线条曲线的缺失、胶渍或污损判定为不合格;
44、所述小包包装纸粘贴检测方法和判定标准为:
45、将条小包装纸展开,查看小包包装纸背面涂胶点是否有涂胶痕迹;小包包装纸背面涂胶点缺少任意点位的胶迹判定为不合格。
46、可选地,所述在装箱前对小包内部结构进行质量检测的方法包括:
47、小包上盖翻开检测、小包铝箔纸粘贴检测、小包铝箔纸压花检测、小包内框纸粘贴检测和小包内框纸形状检测。
48、可选地,所述小包上盖翻开检测方法和判定标准为:
49、小包上盖应上翻正常,上翻过程中不应有破损、褶皱和变形;小包上盖不能正常上翻,或上翻后出现破损、褶皱或变形判定为不合格;
50、所述小包铝箔纸粘贴检测方法和判定标准为:
51、拆下小包铝箔纸,查看小包铝箔纸是否有涂胶痕迹;小包铝箔纸无涂胶痕迹判定为不合格;
52、所述小包铝箔纸压花检测方法和判定标准为:
53、拆下小包铝箔纸,查看铝箔纸压花是否有缺失和模糊;小包铝箔纸没有压花或者压花缺失模糊判定为不合格;
54、所述小包内框纸粘贴检测方法和判定标准为:
55、拆下小包内框纸,查看小包内框纸的涂胶点是否有涂胶痕迹;小包内框纸的涂胶点缺少点位的胶迹判定为不合格;
56、所述小包内框纸形状检测方法和判定标准为:
57、拆下小包内框纸,小包内框纸左右对折,查看是否有错位或不齐;沿中心线对折小包内框纸后,出现错位或不齐现象判定为不合格。
58、可选地,所述在装箱前对小包内烟支进行质量检测的方法包括:小包烟支外观检测和小包烟支物理检测。
59、可选地,所述小包烟支外观检测方法和判定标准为:
60、将小包内的烟支取出,依次检测烟支是否有破损、刺破、皱纹、断残、爆口、油渍和污渍;烟支出现有破损、刺破、皱纹、断残、爆口、油渍或污渍判定为不合格;
61、所述小包烟支物理检测方法和判定标准为:
62、将小包内的烟支取出,使用烟支物理综合测试仪对烟支长度、硬度、吸阻和圆周进行检测;烟支出现长度、硬度、吸阻或圆周超标,判定为不合格。
63、根据本发明公开的技术内容,具有如下有益效果:在装箱前对产品进行检测,涵盖了装箱前各个生产工序单一检测,节省人力保证了产品质量的完整性,且此方法为创新性首创方法,对加热不燃烧卷烟质量提供了坚实的基础,提高了国际产品竞争力,提升了产品影响力及产品形象。
64、通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
- 还没有人留言评论。精彩留言会获得点赞!