一种淋膜机用张力控制算法及其收卷装置的制作方法
本发明涉及淋膜机,具体为一种淋膜机用张力控制算法及其收卷装置。
背景技术:
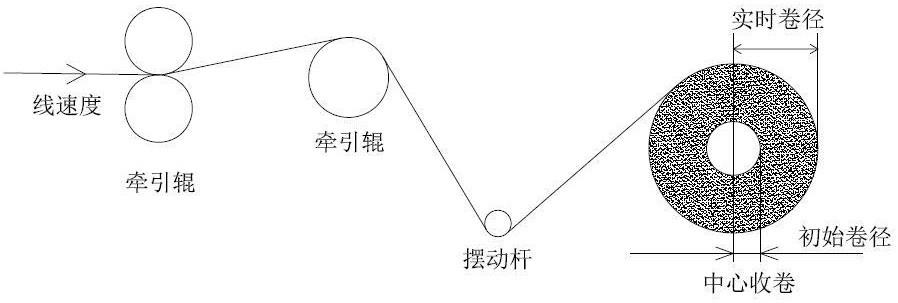
1、在类似淋膜机等行业,收卷需要保持一定的张力,即线速度保持不变,若采用中心收卷,由于随着生产米数的增加,卷径会实时变化,此时收卷的速度也需要跟随卷径实时变化。
2、现有的厚度累积法是通过累积电机轴转动的圈数计算卷径,电机每转动1圈,卷径增加或者减少两个材料厚度,该方法计算出的卷径受材料影响较大,如果实际厚度与设定厚度存在偏差,或者收卷层与层之间间隙不一致,将会对卷径的计算照成较大的影响,且存在累计误差。
技术实现思路
1、基于现有技术中存在的上述问题,本发明实施例的目的在于:提供一种淋膜机用张力控制算法及其收卷装置,能够解决中心卷曲卷径计算存在误差从而导致张力不稳定的问题。
2、本发明解决其技术问题所采用的技术方案是:
3、本发明的一种淋膜机用张力控制算法,包括计算卷材的实时收卷速度,用于控制张力变化,卷材实时收卷速度计算包括以下步骤:
4、s11、根据相应的卷材,对初始线速度和卷径变化值赋值v0和r;
5、s12、对摆动杆的初始位置、经电位器反馈的摆动杆实时位置以及摆动杆位置偏差依次赋值d1、d2和△d;
6、s13、对收卷速度、主速度、比例速度和积分速度依次赋值v、v1、v2和v3,并计算收卷速度:v=v1+v2+v3;
7、s14、计算摆动杆位置偏差:△d=d2-d1;
8、s15、计算主速度:v1=k1*v0/r,其中k1为主速度系数;
9、s16、计算比例速度:v2=k2*△d/r,其中k2为比例速度系数;
10、s17、计算积分速度:v3=v3+k3*△d*v0/r,其中k3为积分速度系数;
11、s18、由此得出收卷速度:v=k1*v0/r+k2*△d/r+(v3+k3*△d*v0/r);
12、根据相应的卷材,事先设定好的初始线速度v0、卷径变化值r和摆动杆初始位置d1,配合电位器测量得到摆动杆实时位置d2后,得到相应的摆动杆位置偏差△d,进而计算出相应的收卷速度v,使得收卷速度v随摆动杆位置的变化而改变,进而使得张力随之改变,实现张力控制。
13、优选的,时间每间隔1秒对积分速度v3计算一次。
14、优选的,积分速度v3包括设定的最小积分速度v31和最大积分速度v32;卷径变化值r包括最小卷径变化值r0;由此计算卷径变化值为:r=r-v3*2πr0/v0,其中(v31≤v3≤v32)。
15、优选的,还包括计算摆动杆驱动气缸内部的实时气压,用于调节摆动杆驱动气缸内部气压值,使摆动杆驱动气缸内部气压值能够根据卷材变化而调整,进而使摆动杆能够在相同卷材下,随卷材收卷速度改变而摆动位置,进而实现张力稳定,摆动杆驱动气缸内部的实时气压值计算步骤如下:
16、s21、根据卷材,对卷材速度、卷材最小半径、卷材最大半径和卷材厚度依次赋值vc、r1、r2和h;
17、s22、对卷材卷径变化周期赋值△r,并计算卷径变化周期:△r=kc*r2/h/vc,其中kc为卷径变化系数;
18、s23、对中心收卷卷材的实时卷径赋值rs,收卷时间赋值t,并计算实时卷径:rs=△r*t;
19、s24、对摆动杆驱动气缸内部的初始气压值与实时气压值依次赋值p0和ps,并计算摆动杆驱动气缸内部的实时气压值:ps=p0*[1-(kp/100%)*(rs-r1)/(r2-r1)],其中kp为摆动杆驱动气缸内部气压系数;
20、事先设定好卷材速度vc、卷材最小半径r1、卷材最大半径r2、卷材厚度h和摆动杆驱动气缸内部的初始气压值p0,配合测量出来的实时卷径rs,进而计算出摆动杆驱动气缸内部的实时气压值ps,使得摆动杆驱动气缸内部的实时气压值ps随实时卷径的变化而改变,实现对摆动杆驱动气缸内部的气压值的调节,使得摆动杆能够随卷材收卷速度改变而摆动位置,进而实现张力稳定。
21、优选的,积分速度v3的绝对值大于或者小于卷材厚度h则再计算一次积分速度v3。
22、本发明的一种淋膜机用收卷装置,包括机台、设于机台上的摆动杆、收卷辊和牵引辊,摆动杆与机台活动连接,收卷辊和牵引辊分别与机台转动配合相连,摆动杆上设有电位器,用于反馈摆动杆的实时位置。
23、优选的,机台上固定有气缸,气缸的活塞杆与摆动杆转动配合相连,气缸上设有气压阀,气压阀用于控制气缸内部的气压大小,气缸内部气压大小根据摆动杆驱动气缸内部的实时气压计算方法计算。
24、与现有技术相比,本发明所达到的有益效果是:
25、1、实现线速度不变的同时,可以计算出准确的卷径,进而计算出准确的收卷速度,实现张力控制,此外,在相同卷材下,利用卷径变化,计算出相应的摆动杆驱动气缸内部实时气压值,使得该气压值是在卷材相同下,能够稳定的随着收卷速度变化而摆动的;对应的,如果卷材改变了,那就需要重新调整摆动杆驱动气缸内部气压值,重新计算收卷速度,但始终保证张力稳定;
26、2、通过“每间隔1秒就重新计算一次积分速度”与“积分速度的绝对值大于或者小于卷材厚度则再计算一次积分速度”的设定,可以进一步提高积分速度的准确度,进而提升收卷速度的准确度。
27、综合可知,本发明能够解决中心卷曲卷径计算存在误差从而导致张力不稳定的问题。
技术特征:
1.一种淋膜机用张力控制算法,其特征在于,包括计算卷材的实时收卷速度,用于控制张力变化,卷材实时收卷速度计算包括以下步骤:
2.根据权利要求1所述的一种淋膜机用张力控制算法,其特征在于,时间每间隔1秒对积分速度v3计算一次。
3.根据权利要求2所述的一种淋膜机用张力控制算法,其特征在于,积分速度v3包括设定的最小积分速度v31和最大积分速度v32;卷径变化值r包括最小卷径变化值r0;由此计算卷径变化值为:r=r-v3*2πr0/v0,其中(v31≤v3≤v32)。
4.根据权利要求3所述的一种淋膜机用张力控制算法,其特征在于,还包括计算摆动杆驱动气缸内部的实时气压,用于调节摆动杆驱动气缸内部气压值,使摆动杆驱动气缸内部气压值能够根据卷材变化而调整,进而使摆动杆能够在相同卷材下,随卷材收卷速度改变而摆动位置,进而实现张力稳定,摆动杆驱动气缸内部的实时气压值计算步骤如下:
5.根据权利要求4所述的一种淋膜机用张力控制算法,其特征在于,积分速度v3的绝对值大于或者小于卷材厚度h则再计算一次积分速度v3。
6.一种淋膜机用收卷装置,其特征在于:包括机台、设于机台上的摆动杆、收卷辊和牵引辊,摆动杆与机台活动连接,收卷辊和牵引辊分别与机台转动配合相连,摆动杆上设有电位器,用于反馈摆动杆的实时位置。
7.根据权利要求6所述的一种淋膜机用收卷装置,其特征在于:机台上固定有气缸,气缸的活塞杆与摆动杆转动配合相连,气缸上设有气压阀,气压阀用于控制气缸内部的气压大小,气缸内部气压大小根据摆动杆驱动气缸内部的实时气压计算方法计算。
技术总结
本发明公开了一种淋膜机用张力控制算法及其收卷装置,包括计算卷材的实时收卷速度,用于控制张力变化,卷材实时收卷速度计算包括以下步骤:S11、根据相应的卷材,对初始线速度和卷径变化值赋值V0和R;S12、对摆动杆的初始位置、经电位器反馈的摆动杆实时位置以及摆动杆位置偏差依次赋值D1、D2和△D;S13、对收卷速度、主速度、比例速度和积分速度依次赋值V、V1、V2和V3,并计算收卷速度:V=V1+V2+V3;S14、计算摆动杆位置偏差:△D=D2‑D1;能够解决中心卷曲卷径计算存在误差从而导致张力不稳定的问题。
技术研发人员:胡建林,马敏
受保护的技术使用者:常州诺冠自动化科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!