一种双零铝箔生产用辅助收卷装置
本技术涉及双零铝箔生产的,尤其是涉及一种双零铝箔生产用辅助收卷装置。
背景技术:
1、双零铝箔就是厚度在0.001mm-0.009mm之间的铝箔,小数点后有两个零的铝箔被人们习惯称为双零铝箔。双零铝箔具有良好的防潮性和绝热性,是良好的导体材料,除此之外,铝箔还具有一定的抗拉强度、延伸率和撕裂强度等力学性质,是一种将铝箔坯料通过多道工艺压延成薄片的金属材料。
2、在双零铝箔的生产过程中,通常采用轧制法将原料反复的轧制至指定的厚度,在轧制加工后经卷取成铸轧卷,再经过退火后得到铝箔坯料,然后再经过粗轧、中轧、退火、清洗、精轧、分切和退火等工序的处理后得到双零铝箔。
3、上述中的相关技术,在收卷的过程中,铝箔坯料易存在卷绕松散、不紧实的现象。
技术实现思路
1、为了提升收卷效果,本技术提供一种双零铝箔生产用辅助收卷装置。
2、本技术提供的一种双零铝箔生产用辅助收卷装置采用如下的技术方案:
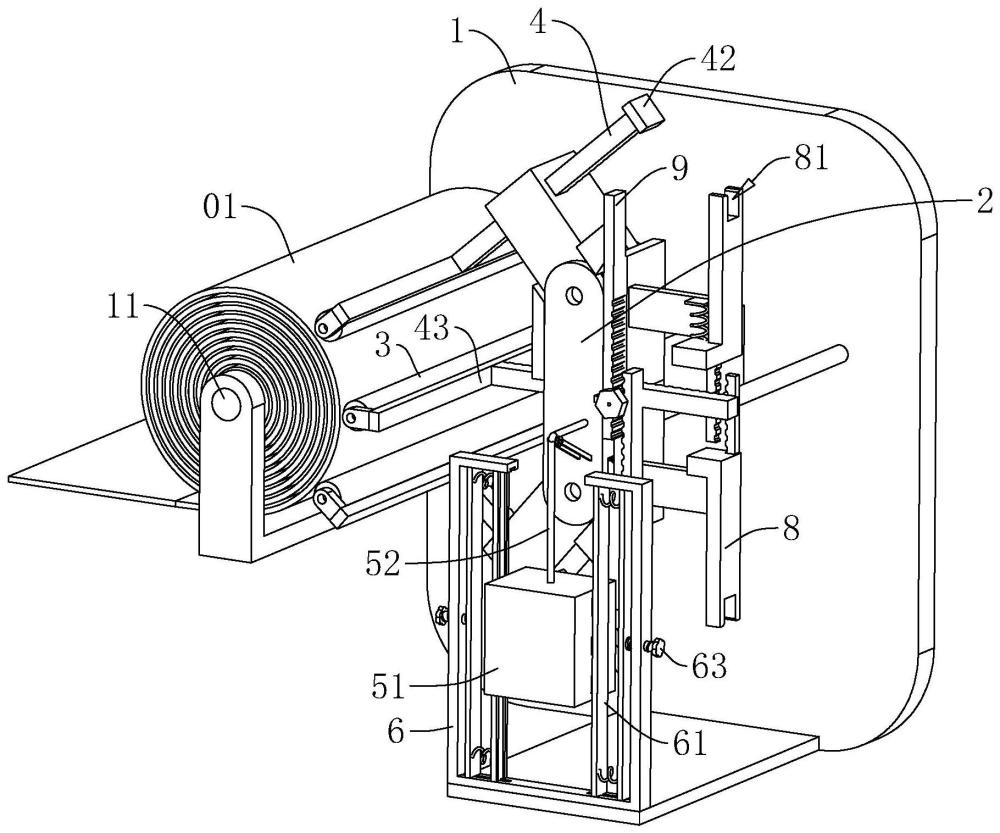
3、一种双零铝箔生产用辅助收卷装置,包括安装架以及设置在安装架上用于收卷铝箔坯料的收卷辊,所述安装架上设置有安装块,所述安装块上设置有滑杆,所述滑杆沿朝向铝箔坯料卷的方向滑动,所述滑杆靠近铝箔坯料卷的一端设置有压紧辊,所述安装块上设置有调节组件,所述调节组件和滑杆连接用于带动滑杆沿朝向铝箔坯料卷的方向滑动,所述压紧辊和铝箔坯料卷的侧面抵接对收卷的铝箔坯料施加压力。
4、通过采用上述技术方案,在对铝箔坯料进行收卷时,压紧辊和铝箔坯料卷的侧面抵接对收卷在铝箔坯料进行压紧,同时随着铝箔坯料卷的厚度逐渐增加,减少铝箔坯料在收卷时出现松散的现象,提升收卷效果。
5、可选的,所述调节组件包括重力块、连接绳、中间杆和调节齿轮,所述中间杆在安装块内转动设置,所述中间杆垂直于滑杆设置,所述调节齿轮同轴套设在中间杆的外部,所述滑杆上沿其长度方向开设有调节齿槽,所述调节齿轮和调节齿槽啮合,所述安装架上设置有滑框,所述重力块在滑框内沿竖直方向滑动设置,所述连接绳的一端缠绕在中间杆上,另一端延伸至安装块的外部和重力块连接。
6、通过采用上述技术方案,重力块通过连接绳带动中间杆转动,中间杆转动带动调节齿轮转动,调节齿轮带动滑杆移动,进而带动滑杆具有朝向铝箔坯料卷移动的趋势,即在收卷时,使得压紧辊和铝箔坯料卷处于抵接状态,且抵接力的大小恒定,提升收卷整体的紧密度。
7、可选的,所述压紧辊设置有多个,多个所述压紧辊绕收卷辊设置,所述滑杆沿朝向收卷辊的方向设置,每两个相邻所述滑杆之间呈夹角设置,所述安装块内设置有传动组件,所述传动组件用于连接相邻的两个滑杆,所述传动组件用于带动多个滑杆同步移动。
8、通过采用上述技术方案,设置传动组件,在重力块带动其中一滑杆移动的同时通过传动组件带动其余的滑杆移动,进而使得多个压紧辊和铝箔坯料卷保持抵接状态,进一步提升铝箔坯料的收卷效果。
9、可选的,所述重力块的侧面转动设置有多个滚轮,多个所述滚轮沿竖直方向间隔设置,所述滑框内设置有抵接板,所述抵接板沿朝向重力块的方向滑动设置,所述抵接板上开设有和滚轮配合的卡槽,所述滑框上设置有调节螺栓,所述调节螺栓和滑框螺纹配合,所述调节螺栓的端部和抵接板转动连接,所述调节螺栓用于带动抵接板移动。
10、通过采用上述技术方案,设置调节螺栓对抵接板的位置进行调节,可根据收卷需求,调节抵接板的位置,进而对抵接板和滚轮之间的抵接力进行调节,增加或者减少重力块移动时的阻力,对压紧辊施加在铝箔坯料卷侧面的抵压力进行调节,满足不同的收卷需求以及方便进行校正。
11、可选的,所述抵接板包括第一连接板和第二连接板,所述第一连接板和第二连接板沿朝向重力块的方向间隔设置,所述第一连接板和滚轮配合,所述第二连接板和调节螺栓配合,所述第一连接板和第二连接板之间设置有弹性件,所述第二连接板通过弹性件带动第一连接板移动。
12、通过采用上述技术方案,在第一连接板和第二连接板之间设置弹性件,在第二连接板移动时通过压缩弹性件带动第一连接板移动,以便逐渐对第一连接板和滚轮组件的抵压力大小进行调节,进而便于对重力块的施加在连接绳上的拉力进行控制。
13、可选的,所述安装块包括固定部和转动部,所述固定部沿竖直方向设置,多个所述滑杆分别设置在固定部和转动部上,所述转动部在固定部上转动设置,所述固定部上设置有卡接板,所述卡接板上开设有卡接槽,所述滑杆背离压紧辊的一端设置有挡板,所述滑杆转动卡设在卡接槽内后挡板和卡接板背离固定部的一侧抵接。
14、通过采用上述技术方案,旋转转动部,转动部带动滑杆至卡接槽内,同时挡板和卡接板的侧面抵接,通过卡接板对滑杆进行固定,此时转动部上的压紧辊和铝箔坯料卷分离,只保留固定部上的压紧辊和铝箔坯料卷处于抵接状态,以便留出充足的操作空间将收卷完成的铝箔坯料卷取下,提升生产效率。
15、可选的,所述卡接板和固定部之间设置有连接两者的固定板,所述卡接板在固定板上滑动设置。
16、通过采用上述技术方案,卡接板在固定板上滑动设置,在将铝箔坯料卷取下后,移动卡接板,使得滑杆和卡接槽分离,解除对滑杆的限制,以便将转动部旋转至指定的位置。
17、可选的,所述卡接板上设置有复位件,所述复位件分别与固定板和卡接板连接,所述复位件用于带动卡接板和滑杆分离后移动至初始位置。
18、通过采用上述技术方案,设置复位件,在移动卡接板使得卡接板和滑杆分离后,松开卡接板,使得卡接板在复位件的作用下移动至初始位置,以便旋转转动部时再次对滑杆的位置进行限制。
19、可选的,所述固定部和转动部的连接处设置有转动件,转动件用于带动转动部沿朝向卡接板的方向移动,所述固定部靠近卡接板的一侧设置有挡杆,所述挡杆在固定部上滑动设置,所述转动部靠近插接板的一侧设置有挡块,所述挡块背离转动部的一侧和挡杆抵接,所述挡杆上沿其滑动方向开设有中间齿槽,所述固定部上转动设置有中间齿轮,所述中间齿轮和中间齿槽啮合,所述中间齿轮上同轴设置有旋转块。
20、通过采用上述技术方案,设置转动件,在滑动挡杆和挡块分离后,转动部在转动件的作用下旋转,在需要收卷时,移动挡杆和挡块抵接对转动内杆部分离,将转动部固定在初始位置,使得压紧辊和铝箔坯料卷稳定配合。
21、可选的,所述传动组件包括传动杆、转向件和传动齿轮,所述传动杆在安装槽内转动设置,所述传动齿轮套设在传动杆的外部,所述传动杆垂直于滑杆设置,所述传动齿轮和调节齿轮分别与相邻两滑杆上的调节齿槽啮合,所述转向件设置在传动杆和中间杆之间用于两者,所述中间杆通过转向件带动传动杆转动。
22、通过采用上述技术方案,中间杆转动通过转向件带动传动杆旋转,传动杆旋转带动传动齿轮转动,传动齿轮转动带动对应的滑杆移动,进而带动该滑杆上的压紧辊和铝箔坯料卷抵接。
23、综上所述,本技术包括以下有益技术效果:在收卷时,通过压紧辊和铝箔坯料卷的侧面抵接,对铝箔坯料卷的侧面施加压力,减少收卷时出现松散的现象,使得铝箔坯料卷在收卷的过程中保持均匀的紧密度,提升收卷质量。
- 还没有人留言评论。精彩留言会获得点赞!