一种柔性型材有序运料设备的制作方法
本发明属于柔性钢材生产,具体涉及一种柔性型材有序运料设备。
背景技术:
1、柔性型材指的是角钢、扁钢和圆钢等具有柔性的钢材,由于柔性钢材比较薄,韧性好,强度低,塑性好,硬度低的特点,应用较为广泛。
2、现有技术中,柔性型材生产过程中,当柔性钢材热浸镀锌进入轨道架后,在气缸作用下将多根柔性型材一次性翻入冷水池,由冷水池中的链式链条带出到钝化池。这个过程中会出现很多问题:
3、第一,柔性型材本身比较薄,变形量大,汽缸翻时不能将柔性型材全部整齐的翻入,导致有的已进入了冷水池有的却还在轨道架上;第二,气缸将多根柔性型材全部翻入进冷水池的导致多根柔性型绞在了一起,不能有序运料,给后续工作带来了很多困难,甚至还会卡在输送链条上造成了停产来处理。有必要研发一种新的柔性型材输送技术方案。
技术实现思路
1、为此,本发明提供一种柔性型材有序运料设备,解决传统技术存在不能有序运料及效率低的问题。
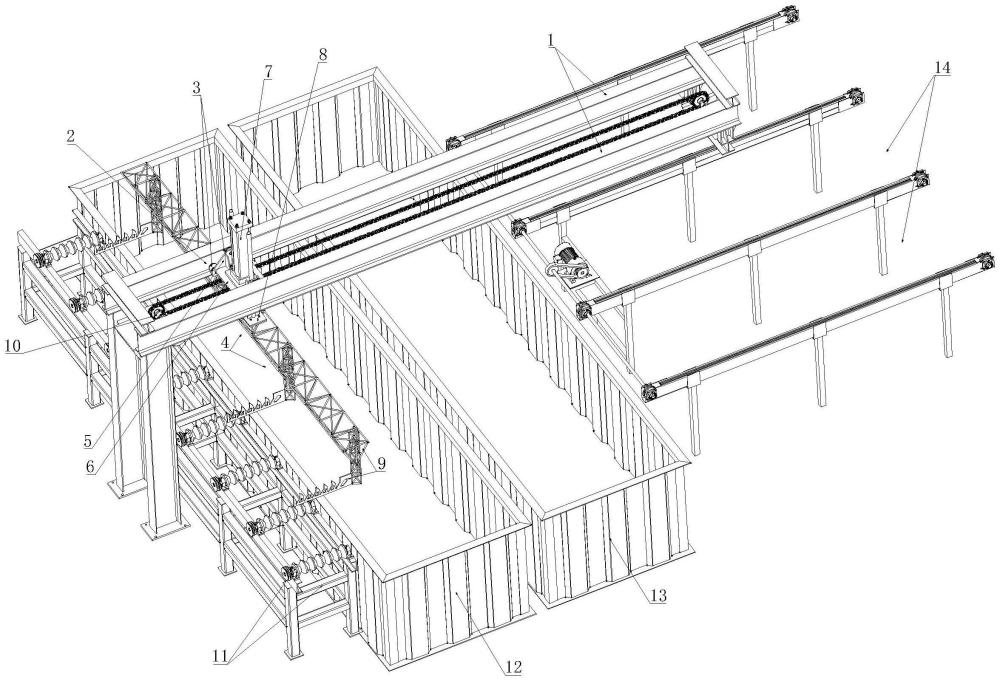
2、为了实现上述目的,本发明提供如下技术方案:一种柔性型材有序运料设备,包括机架横梁,所述机架横梁的内侧形成有导向轨道;所述导向轨道的内部设有滚轮组件,所述滚轮组件连接有运料机构;
3、所述运料机构包括运料托板、运料面板、运料上下驱动件、转接板、运料架;所述运料面板连接在两副所述运料托板之间;所述运料上下驱动件固定在所述运料面板的上端,所述运料上下驱动件的驱动端穿过所述运料面板中心的通口并和所述转接板的上端连接;所述运料架连接在所述转接板的下方;
4、所述运料机构还连接有横向驱动组件,所述横向驱动组件带动所述运料机构通过所述滚轮组件沿所述导向轨道进行横向移动;所述运料上下驱动件通过所述转接板带动所述运料架进行上下移动;
5、所述机架横梁的下方设有柔性型材输送轨道、冷水池、钝化池和检查平台;所述运料机构从所述柔性型材输送轨道接到柔性型材后,沿所述机架横梁横向移动并根据预设指令依次经过所述冷水池、所述钝化池到所述检查平台。
6、作为柔性型材有序运料设备优选方案,所述滚轮组件对称设有两组,每组所述滚轮组件包括三个滚轮本体,三个所述滚轮本体呈三角形连接在所述运料托板的侧部。
7、作为柔性型材有序运料设备优选方案,所述运料上下驱动件采用驱动气缸,所述运料面板在所述运料上下驱动件的两侧设有导向杆,所述导向杆的下端连接所述转接板。
8、作为柔性型材有序运料设备优选方案,所述运料架包括运料横架、运料竖架和运料模具;所述运料竖架的上端连接所述运料横架,所述运料竖架的下端连接所述运料模具的一端。
9、作为柔性型材有序运料设备优选方案,所述运料机构配置有第一预设行程位置,所述第一预设行程位置处于所述柔性型材输送轨道的一侧,所述运料机构在所述第一预设行程位置对所述柔性型材输送轨道上的柔性型材进行承接。
10、作为柔性型材有序运料设备优选方案,所述运料机构配置有第二预设行程位置,所述第二预设行程位置处于所述冷水池的上方,所述运料机构在所述第二预设行程位置将所述运料架上的柔性型材下降到所述冷水池中进行冷却。
11、作为柔性型材有序运料设备优选方案,所述运料机构配置有第三预设行程位置,所述第三预设行程位置处于所述钝化池的上方,所述运料机构在所述第三预设行程位置将所述运料架上的柔性型材下降到所述钝化池中进行钝化。
12、作为柔性型材有序运料设备优选方案,所述运料机构配置有第四预设行程位置,所述第四预设行程位置处于所述检查平台的一端,所述运料机构在所述第四预设行程位置将所述运料架上的柔性型材转移到所述检查平台配置的接料模具上。
13、作为柔性型材有序运料设备优选方案,所述接料模具的底部连接有接料驱动气缸,所述接料驱动气缸带动所述接料模具由所述检查平台的下方上升至所述检查平台的上方以承接所述运料架上的柔性型材。
14、作为柔性型材有序运料设备优选方案,所述运料机构配置有第五预设行程位置,所述运料机构由所述第四预设行程位置继续移动到所述第五预设行程位置后再返回所述第一预设行程位置以形成动作循环。
15、本发明具有如下优点:设有机架横梁,机架横梁的内侧形成有导向轨道;导向轨道的内部设有滚轮组件,滚轮组件连接有运料机构;运料机构包括运料托板、运料面板、运料上下驱动件、转接板、运料架;运料面板连接在两副运料托板之间;运料上下驱动件固定在运料面板的上端,运料上下驱动件的驱动端穿过运料面板中心的通口并和转接板的上端连接;运料架连接在转接板的下方;运料机构还连接有横向驱动组件,横向驱动组件带动运料机构通过滚轮组件沿导向轨道进行横向移动;运料上下驱动件通过转接板带动运料架进行上下移动;机架横梁的下方设有柔性型材输送轨道、冷水池、钝化池和检查平台;运料机构从柔性型材输送轨道接到柔性型材后,沿机架横梁横向移动并根据预设指令依次经过冷水池、钝化池到检查平台。本发明可以一次性运输多根柔性型材,提高了生产效率,并且能将柔性型材有序运输至指定位置,提高了后续检查及打包效率,节约了成本。
技术特征:
1.一种柔性型材有序运料设备,其特征在于,包括机架横梁(1),所述机架横梁(1)的内侧形成有导向轨道(2);所述导向轨道(2)的内部设有滚轮组件(3),所述滚轮组件(3)连接有运料机构(4);
2.根据权利要求1所述的一种柔性型材有序运料设备,其特征在于,所述滚轮组件(3)对称设有两组,每组所述滚轮组件(3)包括三个滚轮本体,三个所述滚轮本体呈三角状连接在所述运料托板(5)的侧部。
3.根据权利要求2所述的一种柔性型材有序运料设备,其特征在于,所述运料上下驱动件(7)采用驱动气缸,所述运料面板(6)在所述运料上下驱动件(7)的两侧设有导向杆,所述导向杆的下端连接所述转接板(8)。
4.根据权利要求1所述的一种柔性型材有序运料设备,其特征在于,所述运料架(9)包括运料横架(15)、运料竖架(16)和运料模具(17);所述运料竖架(16)的上端连接所述运料横架(15),所述运料竖架(16)的下端连接所述运料模具(17)的一端。
5.根据权利要求1所述的一种柔性型材有序运料设备,其特征在于,所述运料机构(4)配置有第一预设行程位置,所述第一预设行程位置处于所述柔性型材输送轨道(11)的一侧,所述运料机构(4)在所述第一预设行程位置对所述柔性型材输送轨道(11)上的柔性型材进行承接。
6.根据权利要求5所述的一种柔性型材有序运料设备,其特征在于,所述运料机构(4)配置有第二预设行程位置,所述第二预设行程位置处于所述冷水池(12)的上方,所述运料机构(4)在所述第二预设行程位置将所述运料架(9)上的柔性型材下降到所述冷水池(12)中进行冷却。
7.根据权利要求6所述的一种柔性型材有序运料设备,其特征在于,所述运料机构(4)配置有第三预设行程位置,所述第三预设行程位置处于所述钝化池(13)的上方,所述运料机构(4)在所述第三预设行程位置将所述运料架(9)上的柔性型材下降到所述钝化池(13)中进行钝化。
8.根据权利要求7所述的一种柔性型材有序运料设备,其特征在于,所述运料机构(4)配置有第四预设行程位置,所述第四预设行程位置处于所述检查平台(14)的一端,所述运料机构(4)在所述第四预设行程位置将所述运料架(9)上的柔性型材转移到所述检查平台(14)配置的接料模具(18)上。
9.根据权利要求8所述的一种柔性型材有序运料设备,其特征在于,所述接料模具(18)的底部连接有接料驱动气缸(19),所述接料驱动气缸(19)带动所述接料模具(18)由所述检查平台(14)的下方上升至所述检查平台(14)的上方以承接所述运料架(9)上的柔性型材。
10.根据权利要求8所述的一种柔性型材有序运料设备,其特征在于,所述运料机构(4)配置有第五预设行程位置,所述运料机构(4)由所述第四预设行程位置继续移动到所述第五预设行程位置后再返回所述第一预设行程位置以形成动作循环。
技术总结
一种柔性型材有序运料设备,其机架横梁的内侧形成有导向轨道;导向轨道的内部设有滚轮组件,滚轮组件连接有运料机构;运料机构的运料面板连接在两副运料托板之间;运料上下驱动件的驱动端穿过运料面板中心的通口并和转接板的上端连接;运料架连接在转接板的下方;运料机构还连接有横向驱动组件,横向驱动组件带动运料机构通过滚轮组件沿导向轨道进行横向移动;运料上下驱动件通过转接板带动运料架进行上下移动;运料机构从柔性型材输送轨道接到柔性型材后,沿机架横梁横向移动并根据预设指令依次经过冷水池、钝化池到检查平台。本发明可以一次性运输多根柔性型材,并且能将柔性型材有序运输至指定位置,提高后续检查及打包效率。
技术研发人员:刘小川,李龙
受保护的技术使用者:成都青冶正星金属制品有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!