一种预制菜自动料理机
本发明涉及预制菜生产,特别涉及一种预制菜自动料理机。
背景技术:
1、随着人们日常生活节奏的加快,方便快捷的速食食品已成为更多消费者日常的食物选择,而目前速食食品主要有方便面、粉之类,其营养价值低,无法满足更多消费者的需要,随着预制方便速食菜技术的成熟,越来越多消费者更倾向于将预制方便速食菜作为日常餐桌食品的选择。
2、预制菜是运用现代标准化流水作业,将菜品原料经过卫生、科学的处理加工后将处理完成的菜品进行包装,当需要食用时,经过简单的加热步骤就能直接食用的便捷菜品。而很多预制方便速食菜需要装盒真空封口后再进行速冻,特别是装盒通常都需要通过人工手动配合辅助工具完成,不仅生产效率低下,且人工成本高,成品质量参差不齐,因此会对预制菜的整体生产效率带来一定的影响。故此,我们提出一种新的预制菜自动料理机。
技术实现思路
1、本发明的主要目的在于提出一种预制菜自动料理机,可以有效解决背景技术中的问题。
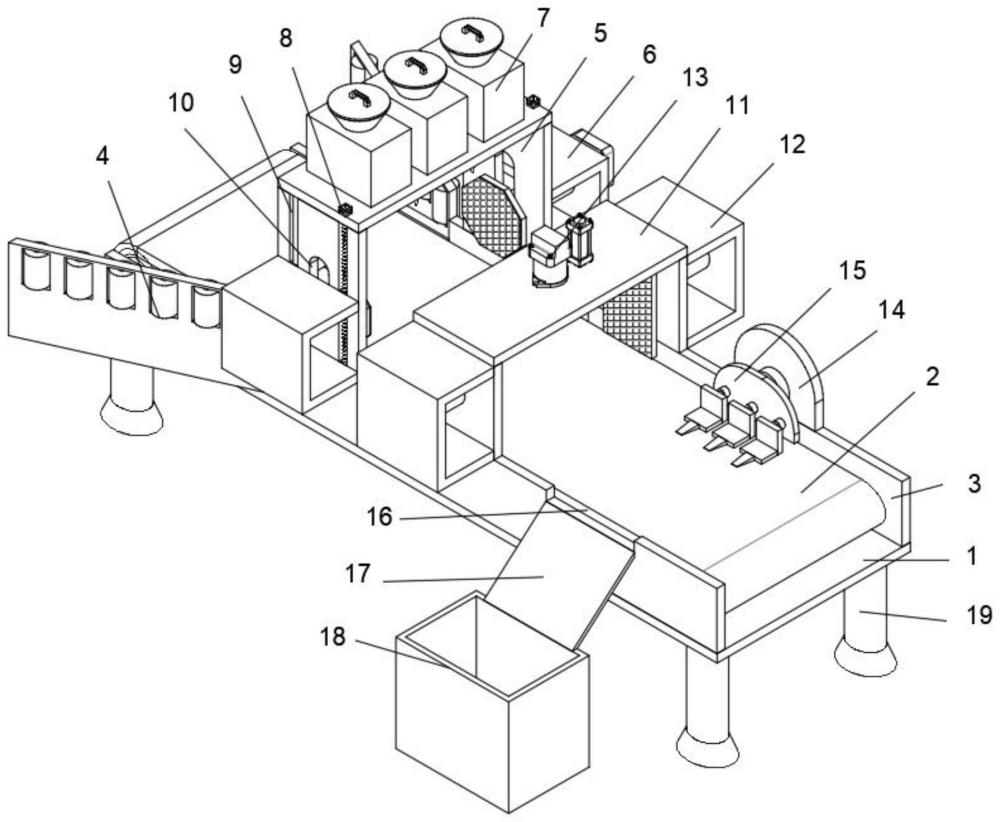
2、为实现上述目的,本发明采取的技术方案为:一种预制菜自动料理机,包括底板,所述底板顶部设有传送带,所述传送带输入端两侧固定连接有导向组件,所述传送带输出端两侧固定连接有立板,所述立板顶部固定连接有安装架一,所述安装架一侧壁设有转动夹持组件,所述安装架一两侧壁设有升降组件,所述安装架一顶部均匀设有若干装盒组件,所述装盒组件包括储菜箱、出菜口、进菜槽、槽口盖,所述储菜箱固定连接于安装架一顶部,所述出菜口固定连接于储菜箱底部,且所述出菜口贯穿安装架一顶部直至内腔,所述出菜口上设置有电控阀门,便于控制倒出菜品,所述储菜箱顶部固定连接有进菜槽,所述进菜槽顶部卡设有槽口盖,当需要更换菜品时,打开槽口盖,从进菜槽将新菜品放入储菜箱中,所述立板顶部固定连接有安装架二,所述安装架二两侧固定连接有夹持组件,所述安装架二顶部设有封装组件,一个所述立板一侧固定连接有安装板,所述安装板一侧固定连接有推动组件,另一个所述立板顶部一侧开有出料槽,所述出料槽一侧固定连接有滑板,所述滑板一侧固定连接有码放箱,所述底板底部四角固定连接有支腿,支腿底部设置有橡胶垫,可对整个装置进行有效地支撑。
3、作为上述技术方案的进一步描述,所述安装架一侧壁外侧对称开有非贯通的滑槽,所述安装架一侧壁外侧中部开有贯通通槽,且所述通槽设置于两个滑槽之间,两个所述通槽对称设置于安装架一两侧壁上。
4、作为上述技术方案的进一步描述,所述升降组件包括螺纹杆、滑杆、电机二,所述螺纹杆通过轴承转动连接于一个滑槽内腔,所述滑杆固定连接于另一个滑槽内腔,所述电机二固定连接于安装架一顶部一侧,且所述电机二输出端贯穿至滑槽内腔,与螺纹杆顶部固定连接。若包装盒进入传送带时不是开口朝上,则启动电机二,带动螺纹杆转动,从而带动滑块向上移动,此时转动夹持组件夹持包装盒向上移动,离开传送带表面。
5、作为上述技术方案的进一步描述,所述转动夹持组件包括固定架一、电动伸缩杆一、夹持板一、橡胶垫一、电机一、滑块,两个所述固定架一对称滑动连接于安装架一两侧壁外侧,所述固定架一一侧两两对称固定连接有四个滑块,两个所述滑块滑动套接于滑杆上,两个所述滑块滑动套接于螺纹杆上,且所述滑块与螺纹杆通过螺纹旋槽啮合连接,所述固定架一内腔侧壁通过轴承转动连接有电动伸缩杆一,所述电动伸缩杆一一端贯穿通槽固定连接有夹持板一,一个所述固定架一一侧固定连接有电机一,且所述电机一输出端贯穿固定架一侧壁与电动伸缩杆一一侧固定连接,所述夹持板一一侧固定连接有橡胶垫一。当包装盒传送至安装架一的位置时,启动电动伸缩杆一,推动两个夹持板一相向运动,使得两个夹持板一将包装盒夹持住,若包装盒进入传送带时不是开口朝上,则启动电机二,带动螺纹杆转动,从而带动滑块向上移动,此时转动夹持组件夹持包装盒向上移动,离开传送带表面,此时启动电机一,带动电动伸缩杆一转动,从而带动夹持板一夹持包装盒转动,当将包装盒开口转动到朝向出菜口的位置时,停止电机一,调整两个电动伸缩杆一的伸缩长度,将包装盒对准一个装盒组件的出菜口,将打开出菜口上的电动阀门,装入这个装盒组件中的预制菜,再次调整两个电动伸缩杆一的伸缩长度,将包装盒对准下一个一个装盒组件的出菜口,依次重复,将本次生产的预制菜的菜品均装入包装盒中即可。装好预制菜之后,最终调整两个电动伸缩杆一的伸缩长度,并启动升降组件,将包装盒放置到传送带中间位置。
6、作为上述技术方案的进一步描述,所述夹持组件包括固定架二、电动伸缩杆二、夹持板二、橡胶垫二,所述固定架二固定连接于安装架二一侧,所述固定架二内腔侧壁固定连接有电动伸缩杆二,所述电动伸缩杆二一端贯穿安装架二侧壁固定连接有夹持板二,所述电动伸缩杆二为滑动贯穿,可以在安装架二侧壁中自由伸缩,所述夹持板二一侧固定连接有橡胶垫二,橡胶垫二可有效增加摩擦力,使得夹持更加稳固。当装好预制菜的包装盒传送至安装架二的位置时,电动伸缩杆二启动,推动夹持板二运动,使得两个夹持板二将包装盒夹持住,使得包装盒呈水平竖直状态,由于包装盒在装预制菜的时候已经保持了竖直的状态,此时夹持可以将包装盒完美调整成为水平竖直状态,有效减少了次品率,因此实现更好的封装。
7、作为上述技术方案的进一步描述,所述封装组件包括气泵、波纹管、气缸、伸缩杆、固定板、导管、吸盘,所述气泵固定连接于安装架二顶部,所述气泵输出端贯穿安装架二顶部固定连接有波纹管,所述波纹管底部固定连接有导管,所述导管底部固定连接有吸盘。在封装工作之前,先将吸盘底部与包装盒盖相接触,启动气泵,通过波纹管、导管的配合使用,可将包装盒盖吸起在吸盘上,实现自动化取料。
8、作为上述技术方案的进一步描述,所述气缸固定连接于安装架二顶部,且位于气泵一侧,所述气缸输出端贯穿安装架二顶部固定连接有固定板,所述固定板与安装架二内腔顶部之间固定连接有伸缩杆,且所述伸缩杆与气缸相对于气泵对称设置,伸缩杆对固定板起到了很好地导向限位作用,使得固定板可以平稳的升降,所述波纹管底部与固定板顶部固定连接,当固定板升降时,波纹管随之拉长、缩短防止固定板的升降对导管造成损伤,所述导管贯穿固定板与波纹管固定连接。当夹持组件将装好预制菜的包装盒调成水平竖直并夹持住后,启动气缸推动固定板向下,使得波纹管被拉长,将通过气泵、波纹管、导管抽吸,最终由吸盘吸附住的包装盒盖,向下贴到装好预制菜的包装盒的开口处,即可完成封装工作。通过提前调直包装盒,有效提高了封装效率,降低了工作强度,大大提高了预制菜的生产效率。
9、作为上述技术方案的进一步描述,所述导向组件包括导向板、滚筒,所述导向板一侧与立板一侧固定连接,且两个所述导向板呈倒八字形设置于传送带两侧,在传送带输入端的末端为两个导向板所呈倒八字形的开口最大处,所述导向板内部均匀转动连接有若干滚筒,所述滚筒沿导向板顶部边缘为路径阵列排布,且滚筒的直径大于导向板侧壁的宽度,使得滚筒可露出导向板为包装盒滚动导向。在传送带传送包装盒时,会先经过导向板,当歪斜的包装盒碰到导向板时,会受到导向板的引导,同时导向板上的滚筒会防止包装盒卡住,并帮助导向板将歪斜的包装盒导向至竖直状继续传送。
10、作为上述技术方案的进一步描述,所述推动组件包括电动伸缩杆三、固定板二、电动伸缩杆四、l型推板、推头,所述电动伸缩杆三固定连接于安装板一侧,所述电动伸缩杆三一侧固定连接有固定板二,所述固定板二一侧固定连接有电动伸缩杆四,电动伸缩杆四为倾斜设置,所述电动伸缩杆四一侧固定连接有l型推板,且电动伸缩杆四与l型推板通过转动件相连接,因而l型推板可以调节。当传送带带动封装好的包装盒到推动组件前方时,由于在开始工作前,已经对将电动伸缩杆三带着固定板二与其上的部件调节,以及电动伸缩杆四带动l型推板及推头调节,推动组件整体呈倾斜的角度,使得推动组件工作时,推头可以直接贴合至封装好的包装盒底部,再通过电动伸缩杆三带动,将封装好的预制菜从传送带推下,并通过出料槽推送至滑板上,最终滑落至码放箱中,码放整齐。而未封装好,或者由于装盒组件故障未装满菜品的包装盒则跟随传送带继续传送,由后续工序进行残次品回收处理。整个工作全程自动化程度高,极大地减少了工人的工作,大大提高了工作效率。
11、作为上述技术方案的进一步描述,三个所述电动伸缩杆四均匀设置于固定板二一侧,所述l型推板一侧固定连接有推头,且所述推头朝向出料槽的一端设置为尖端。三个电动伸缩杆四均匀设置于固定板二一侧,通过设置三个电动伸缩杆四,使得将封装好的包装盒从传送带上推下时,有三个推头在封装好的包装盒侧壁底部同时施力,推动更加平稳,便于将封装好的包装盒平稳的从传送带上推下。
12、与现有技术相比,本发明具有如下有益效果:
13、1.通过设置导向组件、传送带等,开始进行工作时,将预制菜包装盒放在传送带上,此时包装盒会先经过导向板,当歪斜的包装盒碰到导向板时,会受到导向板的引导,同时导向板上的滚筒会防止包装盒卡住,并帮助导向板将歪斜的包装盒导向至竖直状继续传送,便于后续对预制菜进行装盒工作。
14、2.通过设置安装架一、转动夹持组件、升降组件、装盒组件等,当包装盒传送至安装架一的位置时,启动电动伸缩杆一,推动两个夹持板一相向运动,使得两个夹持板一将包装盒夹持住,若包装盒进入传送带时不是开口朝上,则启动电机二,带动螺纹杆转动,从而带动滑块向上移动,此时转动夹持组件夹持包装盒向上移动,离开传送带表面,此时启动电机一,带动电动伸缩杆一转动,从而带动夹持板一夹持包装盒转动,当将包装盒开口转动到朝向出菜口的位置时,停止电机一,调整两个电动伸缩杆一的伸缩长度,将包装盒对准一个装盒组件的出菜口,将打开出菜口上的电动阀门,装入这个装盒组件中的预制菜,再次调整两个电动伸缩杆一的伸缩长度,将包装盒对准下一个一个装盒组件的出菜口,依次重复,将本次生产的预制菜的菜品均装入包装盒中即可。装好预制菜之后,最终调整两个电动伸缩杆一的伸缩长度,并启动升降组件,将包装盒放置到传送带中间位置。
15、3.通过过设置安装架二、夹持组件等,当装好预制菜的包装盒传送至安装架二的位置时,电动伸缩杆二启动,推动夹持板二运动,使得两个夹持板二将包装盒夹持住,使得包装盒呈水平竖直状态,由于包装盒在装预制菜的时候已经保持了竖直的状态,此时夹持可以将包装盒完美调整成为水平竖直状态,有效减少了次品率,因此实现更好的封装。同时夹持板二上的橡胶垫二有效增加摩擦力,使得夹持更加稳固。
16、4.通过设置封装组件等,当夹持组件将装好预制菜的包装盒调成水平竖直并夹持住后,启动气缸推动固定板向下,使得波纹管被拉长,将通过气泵、波纹管、导管抽吸,最终由吸盘吸附住的包装盒盖,向下贴到装好预制菜的包装盒的开口处,即可完成封装工作。通过提前调直包装盒,有效提高了封装效率,降低了工作强度,大大提高了预制菜的生产效率。
17、5.通过设置推动组件等,当传送带带动封装好的包装盒到推动组件前方时,由于在开始工作前,已经对将电动伸缩杆三带着固定板二与其上的部件调节,以及电动伸缩杆四带动l型推板及推头调节,推动组件整体呈倾斜的角度,使得推动组件工作时,推头可以直接贴合至封装好的包装盒底部,再通过电动伸缩杆三带动,将封装好的预制菜从传送带推下,并通过出料槽推送至滑板上,最终滑落至码放箱中,码放整齐。而未封装好,或者由于装盒组件故障未装满菜品的包装盒则跟随传送带继续传送,由后续工序进行残次品回收处理。整个工作全程自动化程度高,极大地减少了工人的工作,大大提高了工作效率。
- 还没有人留言评论。精彩留言会获得点赞!