一种异型烟盒硫磺纸平铺入盒控制系统及方法与流程
本发明涉及卷烟加工设备,更具体地,涉及一种异型烟盒硫磺纸平铺入盒控制系统及方法。
背景技术:
1、随着人民消费水平和生活质量的提高,购买的商品已不再是简单追求产品质量了,也逐渐兼顾起了外包装的设计,这样多样化的市场需求使得传统的长条形烟盒外包装已不能满足需求,同时随中支卷烟越发受到大众青睐,香烟的异型包装逐渐成为现在市场需求的增长点。
2、以往的异型包装的烟条生产都是依靠人工进行包装生产,工人首先将异型烟盒从制作加工厂的包装里逐个取出并脱去塑封,分发到每个人工工位,将包有油封的合格烟包按照标准装入到异型条盒中,再将硫磺纸检查合格后拉伸平铺置于烟包上,使合盖以后硫磺纸不会被盒盖压褶,最终经过质检合格后,将被送往条盒油封包装机进行封装。
3、人工方式进行异型烟盒生产的方案存在以下几个问题:
4、(1)手工烟盒包装生产效率低,不能满足产品市场需求;
5、(2)现在的自动化生产线生产速度快,原来的人工方式不能满足自动化生产线的生产节拍要求;
6、(3)每个人的质量意识和评判标准不同,每个人的包装手艺也存在差异,因此人工的方式将硫磺纸平铺入盒的流水线存在一定缺陷概率,例如硫磺纸褶皱等。
7、因而,急需研发一种异型烟盒硫磺纸平铺入盒控制系统及方法以解决上述存在的问题。
技术实现思路
1、本发明的一个目的是提供一种异型烟盒硫磺纸平铺入盒控制系统及方法的新技术方案。
2、根据本发明的第一方面,提供了一种异型烟盒硫磺纸平铺入盒控制系统,所述系统包括:
3、主机,与所述主机连接的plc控制器,与所述plc控制器连接的主动轮伺服电机、零点光电检测器、驱动板、烟盒上盖关盖机构以及烟盒输送机构;
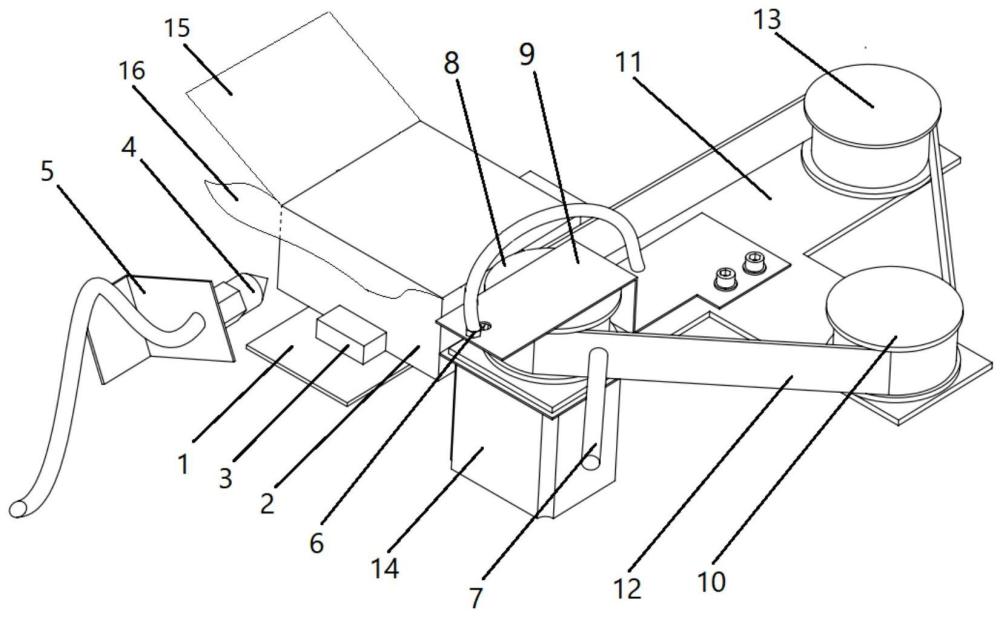
4、当所述主机的编码器输出第一相位信号时,所述plc控制器根据所述第一相位信号驱动所述主动轮伺服电机动作,以带动与所述主动轮伺服电机的输出轴连接的主动轮转动,进而带动绕设在所述主动轮上的皮带运动以离开零点位置,所述皮带上固定有硫磺纸推杆,同时所述皮带带动所述硫磺纸推杆动作将硫磺纸推入平铺到异型烟盒内;
5、当所述主机的编码器输出第二相位信号时,所述plc控制器根据所述第二相位信号驱动所述驱动板以打开喷气装置向所述异型烟盒喷射气体,喷射的气体产生的压强将所述硫磺纸贴敷在所述异型烟盒上,此时所述皮带带动所述硫磺纸推杆继续动作以离开所述异型烟盒;
6、当所述零点光电检测器检测到所述皮带回到所述零点位置时,所述零点光电检测器发送位置检测信号给所述plc控制器,所述plc控制器驱动所述主动轮伺服电机停止动作;
7、当所述主机的编码器输出第三相位信号时,所述plc控制器根据所述第三相位信号触发所述烟盒上盖关盖机构动作,以将异型烟盒上盖关上,之后所述plc控制器通过所述驱动板控制所述喷气装置关闭;
8、当所述主机的编码器输出第四相位信号时,所述plc控制器根据所述第四相位信号触发所述烟盒输送机构动作,以将所述异型烟盒带到下一工序。
9、可选地,所述硫磺纸推杆的运行速度通过所述主动轮伺服电机控制,所述主动轮伺服电机的速度与所述主机的速度同步,所述主机的编码器根据所述主机的速度及运行时间计算并输出相应的相位信号。
10、可选地,所述第一相位信号、所述第二相位信号、所述第三相位信号以及所述第四相位信号分别为60°、100°、176°、210°。
11、可选地,所述系统还包括从动轮和皮带张紧轮,所述皮带依次穿绕呈三角形排布的所述主动轮、所述从动轮和所述皮带张紧轮。
12、可选地,所述系统还包括支撑板,所述支撑板与所述烟盒输送机构并排设置,所述主动轮伺服电机位于所述支撑板的下方,所述皮带、所述主动轮、所述从动轮和所述皮带张紧轮均位于所述支撑板的上方。
13、可选地,所述系统还包括位于所述主动轮上方的零点光电检测支架,所述零点光电检测支架用于安装所述零点光电检测器。
14、可选地,所述烟盒输送机构包括烟盒输送皮带和设于所述烟盒输送皮带上的烟盒输送工位挡块,所述异型烟盒置于所述烟盒输送皮带上。
15、可选地,所述喷气装置包括电磁阀和喷气嘴,所述电磁阀通过气管与所述喷气嘴相连,所述电磁阀安装在烟盒通道外的机体上,所述喷气嘴朝向所述烟盒输送皮带上的所述异型烟盒设置。
16、根据本发明的第二方面,提供了一种异型烟盒硫磺纸平铺入盒控制方法,基于发明的第一方面所述的异型烟盒硫磺纸平铺入盒控制系统,所述方法包括:
17、步骤s1:响应于主机的编码器输出的第一相位信号,plc控制器驱动主动轮伺服电机动作,以带动与所述主动轮伺服电机的输出轴连接的主动轮转动,进而带动绕设在所述主动轮上的皮带运动以离开零点位置,同时所述皮带上固定的硫磺纸推杆动作以将硫磺纸推入平铺到异型烟盒内;
18、步骤s2:响应于所述主机的编码器输出的第二相位信号,所述plc控制器驱动驱动板以打开喷气装置向所述异型烟盒喷射气体,喷射的气体产生的压强将所述硫磺纸贴敷在所述异型烟盒上,此时所述皮带带动所述硫磺纸推杆继续动作以离开所述异型烟盒;
19、步骤s3:响应于零点光电检测器检测到所述皮带回到所述零点位置的位置检测信号,所述plc控制器驱动所述主动轮伺服电机停止动作;
20、步骤s4:响应于所述主机的编码器输出的第三相位信号,所述plc控制器触发烟盒上盖关盖机构动作,以将异型烟盒上盖关上,之后所述plc控制器通过所述驱动板控制所述喷气装置关闭;
21、步骤s5:响应于所述主机的编码器输出的第四相位信号,所述plc控制器触发烟盒输送机构动作,以将所述异型烟盒带到下一工序。
22、可选地,在所述步骤s1之前还包括:
23、步骤s0:响应于所述零点光电检测器未检测到所述皮带处于所述零点位置的位置检测信号,所述plc控制器驱动所述主动轮伺服电机动作直至所述皮带回到所述零点位置。
24、根据本发明公开的一个实施例,具有如下有益效果:
25、本发明的异型烟盒硫磺纸平铺入盒控制系统实现了异型烟盒硫磺纸的自动平铺入盒,为异型烟盒自动化包装线提供了基础保障。通过光电检测检测初始“零位”、plc控制器程序编写、伺服电机驱动、相位控制烟盒输送皮带启停等方式,有效实现异型烟盒硫磺纸的自动平铺入盒,与之前的手工包装相比,提高了效率,保证产品质量稳定性。
26、通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
技术特征:
1.一种异型烟盒硫磺纸平铺入盒控制系统,其特征在于,所述系统包括:
2.根据权利要求1所述的异型烟盒硫磺纸平铺入盒控制系统,其特征在于,所述硫磺纸推杆的运行速度通过所述主动轮伺服电机控制,所述主动轮伺服电机的速度与所述主机的速度同步,所述主机的编码器根据所述主机的速度及运行时间计算并输出相应的相位信号。
3.根据权利要求2所述的异型烟盒硫磺纸平铺入盒控制系统,其特征在于,所述第一相位信号、所述第二相位信号、所述第三相位信号以及所述第四相位信号分别为60°、100°、176°、210°。
4.根据权利要求1-3任一项所述的异型烟盒硫磺纸平铺入盒控制系统,其特征在于,所述系统还包括从动轮和皮带张紧轮,所述皮带依次穿绕呈三角形排布的所述主动轮、所述从动轮和所述皮带张紧轮。
5.根据权利要求4所述的异型烟盒硫磺纸平铺入盒控制系统,其特征在于,所述系统还包括支撑板,所述支撑板与所述烟盒输送机构并排设置,所述主动轮伺服电机位于所述支撑板的下方,所述皮带、所述主动轮、所述从动轮和所述皮带张紧轮均位于所述支撑板的上方。
6.根据权利要求5所述的异型烟盒硫磺纸平铺入盒控制系统,其特征在于,所述系统还包括位于所述主动轮上方的零点光电检测支架,所述零点光电检测支架用于安装所述零点光电检测器。
7.根据权利要求6所述的异型烟盒硫磺纸平铺入盒控制系统,其特征在于,所述烟盒输送机构包括烟盒输送皮带和设于所述烟盒输送皮带上的烟盒输送工位挡块,所述异型烟盒置于所述烟盒输送皮带上。
8.根据权利要求7所述的异型烟盒硫磺纸平铺入盒控制系统,其特征在于,所述喷气装置包括电磁阀和喷气嘴,所述电磁阀通过气管与所述喷气嘴相连,所述电磁阀安装在烟盒通道外的机体上,所述喷气嘴朝向所述烟盒输送皮带上的所述异型烟盒设置。
9.一种异型烟盒硫磺纸平铺入盒控制方法,其特征在于,基于权利要求1-8任一项所述的异型烟盒硫磺纸平铺入盒控制系统,所述方法包括:
10.根据权利要求9所述的异型烟盒硫磺纸平铺入盒控制方法,其特征在于,在所述步骤s1之前还包括:
技术总结
本发明公开了一种异型烟盒硫磺纸平铺入盒控制系统及方法,该系统包括主机,与主机连接的PLC控制器,与PLC控制器连接的主动轮伺服电机、零点光电检测器、驱动板、烟盒上盖关盖机构以及烟盒输送机构;当主机的编码器输出第一相位信号时,PLC控制器驱动主动轮伺服电机动作,以驱动皮带带动硫磺纸推杆动作将硫磺纸推入平铺到异型烟盒内;当主机的编码器输出第二相位信号时,PLC控制器驱动喷气装置向异型烟盒喷射气体以将硫磺纸贴敷在异型烟盒上;当主机的编码器输出第三相位信号时,PLC控制器触发所述烟盒上盖关盖机构动作;当主机的编码器输出第四相位信号时,PLC控制器触发烟盒输送机构动作;该系统实现异型烟盒硫磺纸的自动平铺入盒,提高了效率。
技术研发人员:孔德昕,蔡培良,易进参,熊敏,浦绍虎,施云霞,吴东桀,曹柱祥
受保护的技术使用者:红云红河烟草(集团)有限责任公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!