自动装车设备及方法
本发明涉及运输与装卸,尤其涉及自动装车设备及方法。
背景技术:
1、随着货运物流的快速发展,实现仓库的物料快速码垛装车对于降低人工劳动量、提高装车效率具有较大意义,因此目前市面上出现了多种用于实现仓库货物向货车车厢中码垛装货的自动装车机。
2、授权公告号为cn208616971u的中国实用新型专利公开了一种输送装车系统,这种输送装车系统通过设置在伸缩式输送机的前端的自动装车机进行料包的码垛装车,自动装车机能够对料包进行旋转实现横纵姿态的调整,通过升降能够调整料包码放高度,通过推送机构能够将料包从自动装车机上推出到车辆的料垛上去,使用起来已经具有一定的自动化程度。但是,这种码垛装车系统由于自动装车机的宽度一定,而且在车厢中码垛时,其通过将托台(即码放料包承载辊道)上的料包直接推送到车厢中,其能够适用的车辆的车厢(即码放平面)宽度确定,对于车宽与自动装车机宽度不一致的,不能很好的进行输送码放,因此其适用性较差。
技术实现思路
1、本发明的目的在于提供自动装车设备,用以解决现有的装车系统由于其用于码放物料的码放机宽度固定不变而对于不同宽度的码放平面适应性较差的问题。
2、同时,本发明的目的还在于以供一种自动装车方法,用以解决现有的装车方法对于不同宽度的码放平面适应性较差的问题。
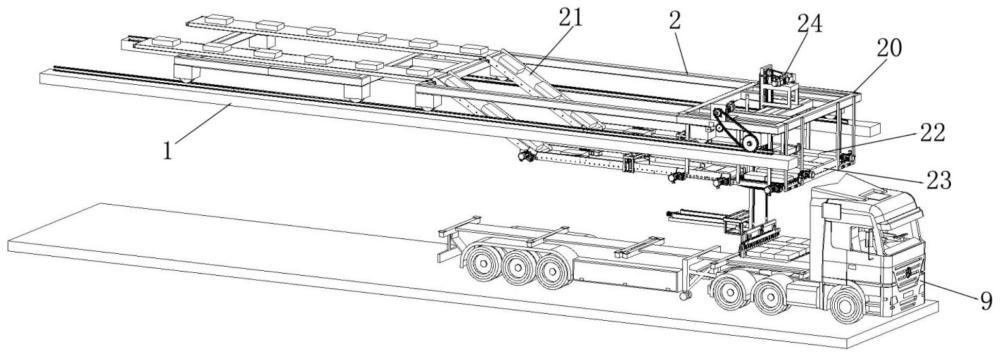
3、本发明的自动装车设备,包括设备支架,设备支架的下方具有码放平面停放位,设备支架上设置有料包输送装置和码垛主机,码垛主机具有用于接收料包输送装置送来的料包并承载待码放料包组的码放料包承载辊道,码垛主机还包括码垛执行机构,所述码垛执行机构包括码放件移动机构以及码放件,码放件配置有用于将其上的待码放料包组推送到码放平面上的推送机构,码放件被码放件移动机构带动以将码放料包承载辊道上的待码放料包组托走并移至码放平面上的待码放位置处,通过推送机构将码放件上的待码放料包组推送到待码放位置,码放件的宽度可调。
4、本发明的自动装车设备通过码垛执行机构能够带动宽度可调的码放件移动以将料包输送装置输送到码放料包承载辊道上的待码放料包组取走,并将其放置到码放平面的待码放位置处,通过调节码放件的宽度能够适应码放平面的宽度,进而能够满足不同宽度的码放平面的码垛需求,提高了自动装车设备的适应性,自动装车设备应用更加灵活。
5、进一步地,码放料包承载辊道固定设置于码垛主机上,码放件移动机构包括码放升降组件以及配置于码放升降组件的升降输出端的码放平移组件,码放件设置于码放平移组件的平移输出端。码放移动机构通过码放升降组件以及码放平移组件能够带动码放件升降动作和平移动作,通过码放件这一部件的运动完成将码放料包承载辊道上的待码放料包组的向上托起并水平移走以及通过升降和将其送到码放平面上的待码放高度位置,然后通过推送机构将待码放料包组从码放件上推送到待码放位置,码放料包承载辊道无需动作,简化了机构设置。
6、进一步地,码放件为梳状托料件,码放件被码放件移动机构带动运动的过程中,码放料包承载辊道的相邻转辊之间的间隙供梳状托料件的梳齿上下或水平进出。这样能够使码放件与待码放料包组之间没有水平方向上的相互摩擦,能够对料包起到保护作用,避免料包损伤。
7、进一步地,梳状托料件的处于宽度方向的边缘位置的梳齿可拆设置以实现码放件的宽度调节,这样能够方便的调节码放件的宽度,而且梳齿可拆设置能够准确的保证相邻梳齿之间的间距,不管增加还是减少梳齿的数量都能够便于使梳状托料件与码放料包承载辊道相适配。
8、进一步地,所述码放料包承载辊道的各个转辊均配置有独立的动力单元而能够独立旋转实现料包输送。这样能够自由灵活的将料包输送装置输送来的料包移送到码放料包承载辊道上的不同位置,进而实现待码放料包组不同的排列方式以及在码放料包承载辊道上的不同位置,这也能够与不同宽度的码放件相适应和配合。
9、进一步地,推送机构设置于码放升降组件的升降输出端上,推送机构包括推送件和带动推送件运动的推送驱动机构,推送件具有遮挡在平移输出端的运动路径上的推送位置以及移开平移输出端的运送路径的避让位置,在推送件处于推送位置处时,通过与平移输出端平移运动的配合实现将待码放料包组从码放件上推出。采用这样的推送方式,推送件配合平移输出端的动作完成待码放料包组的码放,推送件只需在较小的行程内动作即可,不仅占用空间较小而且简化结构。
10、进一步地,推送驱动机构为直线驱动机构且带动推送件在升降输出端上升降动作以实现在推送位置和避让位置之间的切换。这样设置推送件的移动行程更小,占用空间小,移动迅速,码放效率较高。
11、进一步地,码放升降组件包括固定于设备支架上的竖向延伸的固定架以及在竖向方向上导向活动安装在固定架上的升降架,升降架构成所述的升降输出端,升降架为l形架,且一边与固定架导向配合,另一边水平延伸,码放平移组件包括在水平方向上导向活动安装在l形架的水平边上的移动架,移动架构成所述的平移输出端,码放件连接于平移输出端上且其悬伸方向与l形架的水平边悬伸方向相反。这样设置能够使固定架处于平移输送端的行程的中部区域,减小固定架所受的偏距,保证结构可靠性。
12、进一步地,推送机构设置于l形架的两边连接处,推送机构包括推送件和带动推送件升降动作的推送驱动机构,推送驱动机构带动推送件在升降输出端上升降动作,从而使推送件遮挡在平移输出端的运动路径上并能与码放件的平移动作配合实现料包推送,以及使推送件让开平移输出端的运动路径便于码放件相对码放料包承载辊道平移托走待码放料包组。采用这样的推送方式,推送件配合平移输出端的动作完成待码放料包组,推送件只需在较小的行程内动作即可,将推送机构设置于l形架的两边连接处,不仅占用空间较小而且简化结构。
13、进一步地,码放升降组件包括固定于设备支架上的竖向延伸的固定架以及在竖向方向上导向活动安装在固定架上的升降架,升降架构成所述的升降输出端,码放升降组件还包括升降驱动机构,所述升降驱动机构包括动力单元以及长度方向在竖向延伸的环形传送链,动力单元带动环形传送链往复循环运转,升降架连接于环形传送链并被带动升降。采用环形传送链带动升降架升降动作,一方面环形传送链的承载能力强,能够保证承托有待码放料包组的码放件稳定可靠的升降动作,同时环形传送链运转更加高效,提高了码放效率。
14、本发明的自动装车方法包括将料包输送到能够承载待码放料包组的码放料包承载辊道上,将码放料包承载辊道的各个转辊分为多组具有独立动力单元的转辊,以使码放料包承载辊道能够对输送来的料包进行独立移送,并按照设定的排列规则排列成待码放料包组,采用宽度可调的码放件将待码放料包组从码放料包承载辊道上取走并码放到车厢的待码放位置处。
15、采用本发明的自动装车方法能够带动宽度可调的码放件移动以将料包输送装置输送到码放料包承载辊道上的待码放料包组取走,并将其放置到码放平面的待码放位置处,通过调节码放件的宽度能够适应码放平面的宽度,进而能够满足不同宽度的码放平面的码垛需求,提高了自动装车设备的适应性,自动装车设备应用更加灵活。
16、码放件采用梳状托料件,码放件从码放料包承载辊道的各转辊的间隙中插入,从下侧托起待码放料包组并相对码放料包承载辊道横向移开后下放到待码放位置,进行码放动作。
- 还没有人留言评论。精彩留言会获得点赞!