一种盘状零件冷却打包生产线的制作方法
本发明涉及一种自动化包装生产设备,更具体地说,涉及一种盘状零件冷却打包生产线。
背景技术:
1、针对图19和图20所示的诸如烟感报警器等电子产品的塑料底座100,该塑料底座100的内侧底部具有弹簧片安装部101,在弹簧片安装部101的位置一般采用螺丝固定弹簧片102,为了保证螺丝的锁紧,在塑料底座100的背面对应位置处设有螺母槽103,螺母槽103内预先嵌入螺母,使螺丝与螺母旋紧,保证了弹簧片102的牢固安装。同时,为了防止外露的螺母生锈或漏电,在安装完成后需要在螺母槽103内封蜡,为此在螺母槽103的外周还设有一圈凸沿,形成封蜡凹腔104。
2、申请人于2023年3月31日提出了中国专利申请号202310332834.1、发明创造名称为:“一种产品底座弹簧片装配-封蜡生产线”的专利申请案,用于上述产品的装配生产。在生产过程中,通过产品上料机构对于产品进行定位并输送,依次利用螺母装配机构、弹簧片装配机构和螺丝装配机构进行弹簧片的组装,并通过产品翻面机构对产品进行翻面后封蜡,整个生产线装配过程紧凑有序,大幅提高了生产效率。装配完成的产品还具有包装要求,需要将产品码放在泡沫包装盒中,然后将多个泡沫包装盒码垛在一起用纸箱包装。由于蜡液需要一定时间冷却凝固后才能进行包装,因此现行技术需要将封蜡后的产品空冷一段时间后人工打包,降低了产品包装效率。
3、为了提高生产线的自动化水平和生产效率,有必要设计一种能够与上述专利中的封蜡生产线配套使用的自动化打包生产线。
技术实现思路
1、1.发明要解决的技术问题
2、本发明的目的旨在提供一种盘状零件冷却打包生产线,以配合现有封蜡生产线完成零件的自然冷却和自动码件包装,提高整条生产线的自动化水平和生产效率,采用本发明的技术方案,利用顺流输送线和逆流输送线组成自然冷却输送机构,零件在顺流输送线和逆流输送线上一边输送一边自然冷却,在不降低输送速度的情况下延长了自然冷却时间,且顺流输送线和逆流输送线并排设置能够减少占地空间,冷却后的零件在输送轨道中以直立状态输送至码放机构进行码放,并通过抓取转移机构将码放机构上码放好的零件转移至第一包装盒工位上的包装盒内,实现了零件的自然冷却和自动码件包装,满足了现有封蜡生产线的生产节拍要求,提高了盘状零件的自动化生产效率。
3、2.技术方案
4、为达到上述目的,本发明提供的技术方案为:
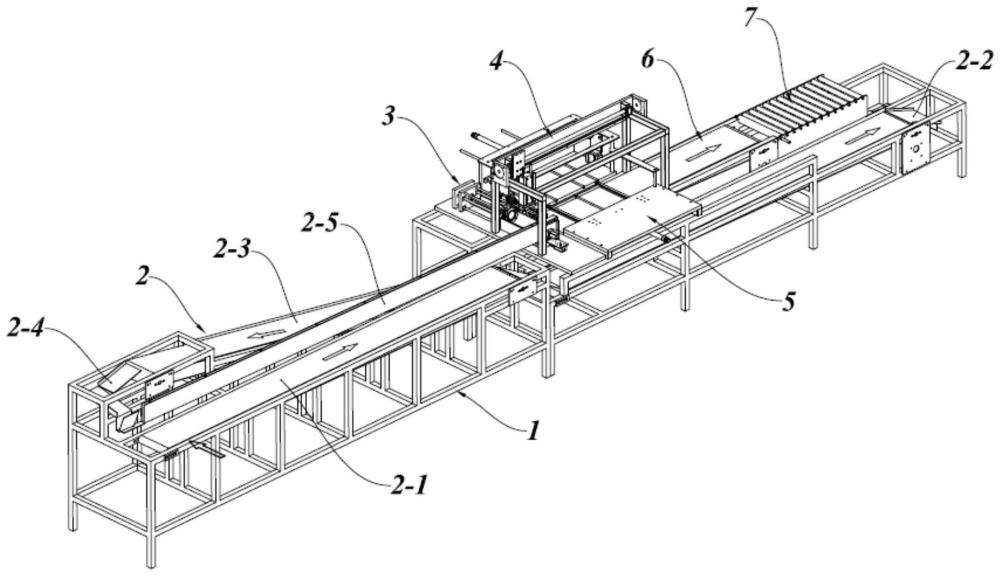
5、本发明的一种盘状零件冷却打包生产线,包括机架、以及设置在机架上的流转冷却机构、码放机构、抓取转移机构和输送机构,其中,
6、所述流转冷却机构包括顺流输送线、第一转向滑板、逆流输送线、第二转向滑板和输送轨道,所述顺流输送线与逆流输送线并排设置,所述顺流输送线的输送末端高于逆流输送线的输送始端,且顺流输送线的输送末端通过第一转向滑板与逆流输送线的输送始端相衔接,所述顺流输送线、第一转向滑板和逆流输送线组成自然冷却输送机构;所述逆流输送线的输送末端高于输送轨道的输送始端,且逆流输送线的输送末端通过第二转向滑板与输送轨道的输送始端相衔接;所述输送轨道的截面形状为“u”形槽状,经过第二转向滑板滑入输送轨道的盘状零件由平躺状态转换为直立状态;
7、所述输送轨道的输送末端与码放机构相衔接,且输送轨道呈向码放机构方向倾斜状态,所述码放机构和输送机构均位于顺流输送线或逆流输送线的上方,所述输送机构上沿输送方向依次具有第一包装盒工位和第二包装盒工位,所述码放机构位于第一包装盒工位之前,用于将输送轨道输送过来的直立状态的盘状零件逐一码放在一起;所述抓取转移机构横跨在码放机构与第一包装盒工位之间,用于将码放机构上码放好的零件转移至第一包装盒工位上的包装盒内;所述输送机构用于将第一包装盒工位上放满零件的包装盒输送至第二包装盒工位上。
8、更进一步地,所述顺流输送线由若干段顺流输送带依次连接而成,前段顺流输送带的输送末端高于后段顺流输送带的输送始端,且前段顺流输送带的输送末端通过顺流滑板与后段顺流输送带的输送始端相衔接;所述逆流输送线由若干段逆流输送带依次连接而成,前段逆流输送带的输送末端高于后段逆流输送带的输送始端,且前段逆流输送带的输送末端通过逆流滑板与后段逆流输送带的输送始端相衔接。
9、更进一步地,所述第一转向滑板包括滑动方向大致垂直的顺流导滑板和第一转向导滑板,所述顺流导滑板的上端与顺流输送线的输送末端相衔接,下端与第一转向导滑板的上端相衔接,所述第一转向导滑板的下端与逆流输送线输送始端相衔接;所述第二转向滑板包括滑动方向大致垂直的逆流导滑板和第二转向导滑板,所述逆流导滑板的上端与逆流输送线的输送末端相衔接,下端与第二转向导滑板的上端相衔接,所述第二转向导滑板的下端设有导向竖槽,所述导向竖槽与输送轨道的输送始端相衔接。
10、更进一步地,所述码放机构包括码放台、推料组件和挡料组件,所述码放台固定在机架上,在所述码放台上具有水平设置的码放槽,所述推料组件设置在码放槽的一端,所述挡料组件设置在码放槽的另一端,所述码放台靠近推料组件的一侧设有与输送轨道相衔接且竖向进料的进料口,所述挡料组件具有能够在码放槽内运动的挡料板,所述推料组件具有能够将由进料口进入的盘状零件推向挡料板的推料板;所述推料板每向挡料板推送一个盘状零件,所述挡料板向后移动一个盘状零件的厚度距离;所述码放台上靠近进料口的一端还设有弹性卡位件,所述推料板将盘状零件推向挡料板的过程中越过弹性卡位件,通过弹性卡位件限制盘状零件向推料板方向倾倒。
11、更进一步地,所述挡料板包括挡料基座和浮动挡板,所述浮动挡板通过导向销安装在挡料基座靠近推料组件的一侧,所述挡料基座和浮动挡板之间设有压缩弹簧。
12、更进一步地,所述码放台靠近推料组件的一侧设有进料支架,所述进料口设置在进料支架的一侧,所述进料支架前后贯通,所述推料板位于进料支架的端部,并与推料驱动器相连接,所述进料支架的外端部设有限位块,所述推料板上还连接有限位挡板,所述限位挡板与限位块配合来限制推料板的推料行程;所述挡料板通过连接杆与位于码放槽外侧的滑动板相连接,所述滑动板滑动设于导杆上,所述导杆平行于码放槽,所述滑动板上设有传动螺母,所述传动螺母设于传动丝杆上,所述传动丝杆的一端设有码放驱动电机。
13、更进一步地,所述抓取转移机构包括横移驱动组件和抓取组件,所述横移驱动组件包括上支架、横移固定板、横移导轨、横移丝杆、丝杆螺母座、横移驱动电机、横移滑座和横移滑块,所述上支架固定在机架的上部,所述横移固定板安装在上支架的上部,所述横移导轨和横移丝杆平行地安装在横移固定板上,所述横移驱动电机与横移丝杆的一端传动连接,所述横移滑座通过横移滑块滑动安装在横移导轨上,并通过丝杆螺母座与横移丝杆传动配合,所述抓取机构安装在横移滑座上,由横移驱动电机带动抓取组件在码放机构和第一包装盒工位上的包装盒上方移动;
14、所述抓取组件包括升降驱动器、升降座板、夹爪驱动器和两个相对的爪臂,所述升降驱动器固定在横移滑座上,所述升降座板安装在升降驱动器的下部,所述升降座板上沿码放机构的码叠方向设有夹爪导轨,两个所述爪臂分别通过夹爪滑块滑动安装在夹爪导轨的对应侧,并分别与安装在升降座板上的夹爪驱动器相连接,由夹爪驱动器带动对应的爪臂做开合运动;所述夹爪导轨的两端还设有用于对相应爪臂的打开位置进行限位的限位件。
15、更进一步地,所述第一包装盒工位处还设有包装盒上料机构,所述包装盒上料机构包括包装盒叠放架、包装盒释放组件、包装盒推出组件和包装盒托举组件,所述包装盒叠放架位于上述第一包装盒工位的一侧,用于存放叠置的空包装盒;所述包装盒释放组件设于包装盒叠放架的下部侧方,用于对包装盒叠放架内底部的第二个包装盒进行夹持上抬或释放落下;所述包装盒推出组件设于包装盒叠放架下部远离第一包装盒工位的一侧,用于将包装盒叠放架内底部的第一个包装盒推向第一包装盒工位;所述包装盒托举组件具有能够在第一包装盒工位上方伸缩的托架,伸出状态的托架与包装盒叠放架的底板相衔接,用于承托包装盒推出组件推送过来的包装盒,收缩状态的托架退出第一包装盒工位使放满零件的包装盒落在输送机构上并向第二包装盒工位输送。
16、更进一步地,所述包装盒释放组件包括上抬驱动器、上抬座板和上抬夹持驱动器,所述上抬驱动器安装在机架或包装盒叠放架的底板上,所述上抬座板安装在上抬驱动器的驱动端上,所述上抬夹持驱动器安装在上抬座板上,且上抬夹持驱动器距离包装盒叠放架的底板高度大于一个包装盒的高度、小于两个包装盒的叠放高度;
17、所述包装盒推出组件包括推出驱动器、推板和推板导杆,所述推板通过推板导杆导向安装在包装盒叠放架的下部一侧,并与推出驱动器相连接,由推出驱动器带动推板向第一包装盒工位做推出运动;
18、所述包装盒托举组件设于第一包装盒工位的一侧,并与包装盒推出组件相对,该包装盒托举组件包括安装板、托架伸缩驱动器、托架横杆、托架导轨和固定滑块,所述安装板安装在机架上,所述托架伸缩驱动器和固定滑块分别安装在安装板上,所述托架导轨滑动安装在固定滑块上,且托架导轨的伸出端与托架横杆相连接,所述托架伸缩驱动器的驱动端与托架横杆相连接,由托架伸缩驱动器带动托架横杆和托架导轨一起在第一包装盒工位上方伸缩运动;所述托架导轨的伸出端还设有支撑滚轮。
19、更进一步地,所述第二包装盒工位处还设有包装盒码垛机构,所述包装盒码垛机构包括举升驱动器、举升座板和举升夹持驱动器,所述举升驱动器安装在机架上,所述举升座板安装在举升驱动器的驱动端上,所述举升夹持驱动器安装在举升座板上,且举升夹持驱动器的低位位置距离输送机构的输送面高度小于一个包装盒的高度,所述举升驱动器带动举升夹持驱动器的举升高度大于一个包装盒的高度;
20、所述输送机构的输送末端还设有包装盒暂存台,所述包装盒暂存台包括侧板和安装在侧板上的若干支撑辊,所述支撑辊的滚动方向与输送机构的输送方向一致,且若干所述支撑辊形成的支撑面与输送机构的输送面相衔接。
21、3.有益效果
22、采用本发明提供的技术方案,与已有的公知技术相比,具有如下显著效果:
23、(1)本发明的一种盘状零件冷却打包生产线,其包括机架、以及设置在机架上的流转冷却机构、码放机构、抓取转移机构和输送机构,流转冷却机构包括顺流输送线、第一转向滑板、逆流输送线、第二转向滑板和输送轨道,顺流输送线和逆流输送线组成自然冷却输送机构,零件在顺流输送线和逆流输送线上一边输送一边自然冷却,在不降低输送速度的情况下延长了自然冷却时间,且顺流输送线和逆流输送线并排设置能够减少占地空间,冷却后的零件在输送轨道中以直立状态输送至码放机构进行码放,并通过抓取转移机构将码放机构上码放好的零件转移至第一包装盒工位上的包装盒内,实现了零件的自然冷却和自动码件包装,满足了现有封蜡生产线的生产节拍要求,提高了盘状零件的自动化生产效率;
24、(2)本发明的一种盘状零件冷却打包生产线,其顺流输送线由若干段顺流输送带依次连接而成,逆流输送线由若干段逆流输送带依次连接而成,能够灵活调整输送的高度,使输送高度可以方便调整和布置,方便了码放机构、抓取转移机构和输送机构等的设置;
25、(3)本发明的一种盘状零件冷却打包生产线,其第一转向滑板和第二转向滑板均采用导滑板制作,结构简单,制作方便,利用零件自重滑动转向,转向过渡顺畅;
26、(4)本发明的一种盘状零件冷却打包生产线,其码放机构包括码放台、推料组件和挡料组件,码放台上具有水平设置的码放槽,推料组件设置在码放槽的一端,挡料组件设置在码放槽的另一端,挡料组件具有能够在码放槽内运动的挡料板,推料组件具有能够将由进料口进入的盘状零件推向挡料板的推料板,推料板每向挡料板推送一个盘状零件,挡料板向后移动一个盘状零件的厚度距离;码放机构采用卧式结构,利用推料组件和挡料组件配合将盘状零件逐一竖向码放在一起,利用抓取机构可以直接将码放好的成列盘状零件一起抓起移动至第一包装盒工位进行打包,结构设计简单巧妙,码放动作稳定高效,大大提高了盘状零件码放效率;
27、(5)本发明的一种盘状零件冷却打包生产线,其码放台上靠近进料口的一端还设有弹性卡位件,推料板将盘状零件推向挡料板的过程中越过弹性卡位件,通过弹性卡位件限制盘状零件向推料板方向倾倒,进一步提高了盘状零件的码放稳定性,码放在一起的成列盘状零件由挡料板和弹性卡位件限位,排列紧凑整齐,也方便了抓取机构的抓取;
28、(6)本发明的一种盘状零件冷却打包生产线,其挡料板包括挡料基座和浮动挡板,浮动挡板通过导向销安装在挡料基座靠近推料组件的一侧,挡料基座和浮动挡板之间设有压缩弹簧,在码放过程中,浮动挡板能够弹性伸缩,起到缓冲作用,防止盘状零件挤压冲击而损伤;
29、(7)本发明的一种盘状零件冷却打包生产线,其码放台靠近推料组件的一侧设有进料支架,进料口设置在进料支架的一侧,便于码放台上进料口的设置;进料支架的外端部设有限位块,推料板上还连接有限位挡板,限位挡板与限位块配合来限制推料板的推料行程,方便根据不同盘状零件的厚度来调整推料板的推料行程,提高了推料码垛稳定性;挡料板的驱动采用电机驱动的丝杆传动机构,传动精度高,能够准确控制挡料板逐步后退动作,提高了码放动作的精确度;
30、(8)本发明的一种盘状零件冷却打包生产线,其抓取转移机构包括横移驱动组件和抓取组件,横移驱动组件采用电机驱动的丝杆传动机构,横移位置控制精度高,能够准确实现在包装盒上放置多排成列的盘状零件,提高了零件打包稳定性;抓取组件的两个爪臂均由夹爪驱动器控制,能够稳定地控制爪臂的开合动作,提高抓取动作的稳定性和可靠性;
31、(9)本发明的一种盘状零件冷却打包生产线,其第一包装盒工位处还设有包装盒上料机构,该包装盒上料机构包括包装盒叠放架、包装盒释放组件、包装盒推出组件和包装盒托举组件,包装盒叠放架用于存放叠置的空包装盒,包装盒释放组件用于对包装盒叠放架内底部的第二个包装盒进行夹持上抬或释放落下,包装盒推出组件用于将包装盒叠放架内底部的第一个包装盒推向第一包装盒工位,包装盒托举组件用于承托包装盒推出组件推送过来的包装盒,并在托架退出时使放满零件的包装盒落在输送机构上并向第二包装盒工位输送,包装盒码垛机构用于对码垛工位上的包装盒进行夹持举升,并在下一个包装盒移动至码垛工位后将举升起来的包装盒码垛在下方的包装盒上,实现了包装盒的自动上料、自动流转和自动码垛,减少了人工操作过程,节省了人力劳动成本,进一步提高了生产的自动化程度和生产效率;
32、(10)本发明的一种盘状零件冷却打包生产线,其包装盒释放组件包括上抬驱动器、上抬座板和上抬夹持驱动器,通过上抬驱动器和上抬夹持驱动器的上抬和夹持动作配合,使得成摞包装盒能够逐个释放,结构简单紧凑,包装盒释放动作稳定可靠;包装盒推出组件包括推出驱动器、推板和推板导杆,包装盒推出结构简单,动作平稳可靠;包装盒托举组件包括安装板、托架伸缩驱动器、托架横杆、托架导轨和固定滑块,托架横杆和托架导轨组成托架,能够伸出承托或缩回释放包装盒,使得包装盒的自动上料动作衔接稳定可靠;另外,在托架导轨的伸出端还设有支撑滚轮,在包装盒内放满零件后,能够防止悬臂状态的托架导轨受力向下倾斜而与输送机构接触,在托架导轨收缩过程中能够减少与输送机构之间的滑动摩擦;
33、(11)本发明的一种盘状零件冷却打包生产线,其第二包装盒工位处还设有包装盒码垛机构,包装盒码垛机构包括举升驱动器、举升座板和举升夹持驱动器,能够利用举升夹持驱动器夹住第二包装盒工位上的包装盒,并利用举升驱动器带动包装盒上升一个包装盒的高度,在举升起来的包装盒下方留出下一个包装盒移动的空间,在下一个包装盒移动到位后,举升起来的包装盒可以叠放在下方的包装盒上,使包装盒能够逐个码垛在一起,结构简单紧凑,包装盒码垛动作稳定可靠;输送机构的输送末端还设有包装盒暂存台,能够将码垛好的包装盒转移至暂存台上,在暂存台上能够直接包装或中转,不影响码垛工位的连续工作,保证了生产的连续性。
- 还没有人留言评论。精彩留言会获得点赞!