一种提高贴标成功率的贴标机及其贴标方法与流程
本发明属于自动化流水线设备领域,更具体地,涉及一种提高贴标成功率的贴标机及其工作方法。
背景技术:
1、在自动化流水线设备中,当工件、产品加工或包装好以后需要将其贴上标签,赋予一种信息,便于下游设备或人工进行识别。由此可知,贴标机是现代自动化流水线生产中重要的机械设备。目前,我国生产的贴标机的种类较多,生产贴标机的技术水平也有了很大的提高,总体而言,已经从手动、半自动人工式贴标的落后方式逐渐过渡成了自动化的贴标方式。
2、自动贴标机能将成卷的纸或金属箔标签粘附在指定的产品包装或产品设备的指定位置。对于成卷的纸标签,标签背面自带粘胶并有规律地排列在光面的底纸上,贴标机上的剥标机构可将其自动剥离,贴标操作完成粘贴。粘贴具有多种形式,包括比如平面粘贴、单面或多面粘贴、柱面粘贴、局部覆盖或全覆盖圆筒粘贴、凹陷及边角部位粘贴等等各种形式。
3、目前,市场上现有的全自动贴标机种类较多,但是在使用过程中经常发生真空异常、标签粘标、标签褶皱、贴附不牢等情况,导致实际生产中贴标成功率较低,这是目前困扰行业的突出问题。
4、公开号为cn 217754496u的实用新型公开了一种贴标机及具有其的贴标系统,吸盘可以在驱动机构的驱动下升降,当吸盘在驱动机构的驱动下压在物件上时,吸盘可以随着第一弹性件的变形调整角度,从而与物件表面适配。在其中一个实施例中,所述贴标组件还包括限位导向轴,所述限位导向轴穿过所述第一弹性件,所述限位导向轴的一端固定于所述吸盘,另一端可活动地穿过所述第三连接板。这样的设置,限位导向轴可以限制第一弹性件只沿着限位导向轴的轴向伸缩,当贴标机构用在不需要吸盘调整角度的场景,驱动机构驱动贴标组件使吸盘与物件接触后,驱动机构还会继续向下驱动,从而使第一弹性件沿着限位导向轴的轴向发生压缩,从而将标签更牢靠地贴覆于物件表面。在其中一个实施例中,所述吸盘还包括柔性层,所述柔性层位于背离所述第一弹性件的一侧当吸盘被压在物件上时,吸盘的用于吸标和贴标的工作面可以随着包裹表面的形状发生自适应变形,从而将吸附在吸盘工作面的标签更好地贴覆于物件表面,其整体的结构相对复杂,不够简化,成本较高。
5、为改善目前自动贴标机存在标签贴标成功率较低的问题,需要设计了一种新型自动贴标机及其工作方法,能够极大地提高标签贴附成功率,并且其结构简单,使用和操作方便,维修和保养成本低廉。
技术实现思路
1、针对现有技术的缺陷,本发明的目的在于提供一种提高贴标成功率的贴标机及其工作方法,旨在解决现有的自动贴标机贴标成功率不够高,结构组成不够简化带来的使用、维修和保养的成本问题。
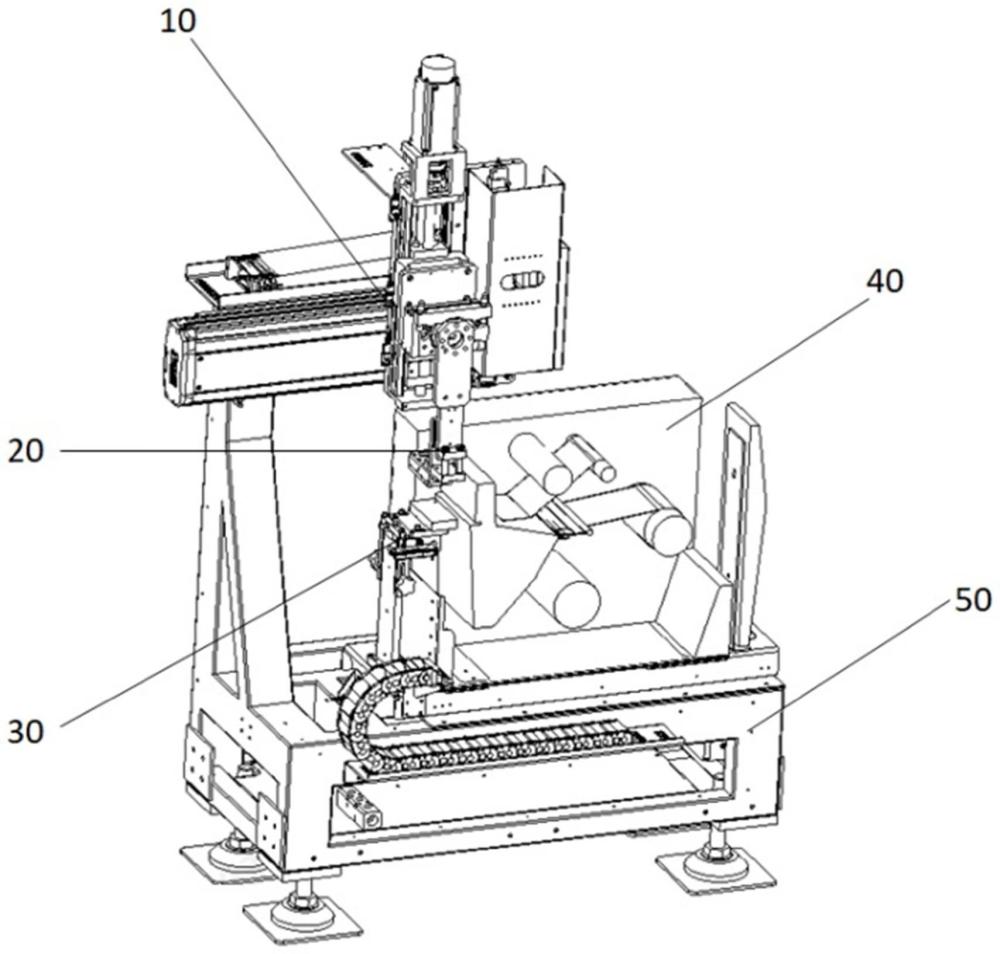
2、为实现上述发明目的,本发明申请提供一种提高贴标成功率的贴标机,其包括打印机单元、接标平台单元和贴标手臂单元,其中,打印机单元设置在接标平台单元的前序工位处,打印机单元用于打印完成标签并将其送至接标平台单元上,贴标手臂单元包括柔性贴标头,柔性贴标头用于吸附位于接标平台单元上的标签并转移标签至待粘附位置以及完成贴附标签的动作,接标平台单元包括接标载台,接标载台表面设置有防黏贴层。额外设置的防黏贴层,能防止长久使用后接标载台表面累积残留标签上的胶黏物质,这中累积的胶黏物质最后会导致标签的吸附成功率较低,难以在数秒时间或者更短的时间内完成吸标和贴标的动作。防黏贴层的设计主要具有两种思路,一是设置防黏贴物质,二是减小接标载台与标签的接触面积。
3、进一步的,所述防黏贴层为陶瓷涂层、特氟龙涂层、锯齿状结构层或者阵列状的顶针结构层,其中,防黏贴层内还设置有多个吹气孔,用于向外吹气以能协助标签脱离接标载台。陶瓷涂层的成分比如为纳米级别的二氧化硅,如同现代化的不粘锅表面的涂覆材料包括有陶瓷涂层和特氟龙涂层,在接标载台表面也涂覆有类似功能的防黏贴涂层,同样具有较好的防黏贴效果。锯齿状结构层的横截面呈矩形锯齿状或者梯形锯齿状,整个接标载台只有齿状结构的顶面直接和标签接触。阵列状的顶针结构层比如为阵列状的针杆状结构排列而成,同样能减小和标签的接触面积。
4、进一步的,贴标手臂单元包括第一方向模组、第二方向模组和旋转轴模组,第一方向模组包括第一方向滑轨和第一方向滑块,第二方向模组通过第一方向滑块活动连接在第一方向滑轨上,第二方向模组包括第二方向滑轨和第二方向滑块,旋转轴模组通过第二方向滑块活动连接于第二方向滑轨上,柔性贴标头固定连接于旋转轴模组。
5、进一步的,柔性贴标头包括转接板、弹性转接板、弹性连接件、滑动转接板、传递转接板、贴标头主体板和软弹性体层,其中,弹性连接件一端固定在转接板的一个侧面,另一端与弹性转接板顶面的一端相连,弹性转接板顶面的另一端垂直连接于滑动转接板的一端,滑动转接板的另一端滑动连接于转接板的另一个侧面,滑动转接板整体平行于转接板,弹性转接板底面通过传递转接板连接贴标头主体板,贴标头主体板底面设置有软弹性体层。
6、进一步的,软弹性体层的材质为海绵,海绵体内布置有阵列设置的负压吸附件,旋转轴模组为旋转气缸。
7、进一步的,接标平台单元包括滑槽件、支撑板、转接角板和平台转接板,其中,支撑板一端滑动连接于滑槽件的槽中,并与滑槽件垂直,支撑板另一端活动连接有转接角板的一角边,转接角板的另一角边活动连接有平台转接板,平台转接板与接标载台连接为一体。
8、进一步的,转接角板的一角边设置有长腰型孔,滑槽件的槽壁上也设置有长腰型孔,平台转接板相对的两个侧边也设置有长腰型孔。这些长腰型孔的设计,方便接标载台沿x轴方向、z轴方向和y轴方向微调。
9、进一步的,打印机单元包括打印机、抽屉板、抽屉滑轨、滑轨支撑件、传感器、对接插头和气缸,其中,打印机设置在抽屉板上,抽屉板滑动连接在抽屉滑轨上,抽屉滑轨设置在滑轨支撑件上,抽屉板的一端设置有在位插头,抽屉板的另一端设置有通孔,传感器和对接插头位于滑轨支撑件的一端处,气缸设置在滑轨支撑件另一端下方。以上设计,能实现打印机的快速更换,在一抽一拉即可在数十秒内完成打印纸或者打印机的更换,在更换的过程中,同步可以进行上一个环节的贴标动作,或者在上一个贴标过程还在进行时,就能进行打印纸或者打印机的更换了。这样的改进型设计优化效果较好。
10、按照本发明的第二个方面,还提供如上所述的贴标机进行贴标的方法,其包括打印机更换步骤和贴标步骤,打印机更换步骤完成后,能进行贴标步骤,其中,打印机更换步骤具体为:首先,开启气缸,气缸的活塞杆收缩而退出抽屉板的所述通孔,接着,直接将打印机抽拉出工位,更换新的打印标签纸,然后,直接将更换后的打印机推回工位,对接插头与抽屉板上的在位插头插合,传感器感知打印机到位,再次自动开启气缸,气缸的活塞杆伸出而伸入抽屉板的所述通孔中,完成打印机更换步骤。
11、进一步的,贴标步骤前,打印机开始打印相关内容的标签,并自动将标签剥离到接标载台,调整第二方向模组,以使柔性贴标头处在设定的第二方向位置,贴标步骤中,柔性贴标头在第二方向模组的带动下向下移动,向接标载台移动,以负压吸附件吸附标签,标签在防黏贴层上自然而即时发生剥离,并在旋转轴模组带动下发生设定角度的旋转,在第一方向模组的带动下,沿第一方向按压标签至待粘贴处,在弹性连接件和滑动转接板的双重约束和协助下,并借助软弹性体层对标签实现柔性按压贴附。
12、总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有以下
13、有益效果:
14、本发明申请,在针对现有的贴标成功率不足92%的情况下,从各个环节分析问题,从上下环节过程中依次改进,采用了表面设计有防黏贴层的接标载台,降低了标签的粘连概率,能帮助提高贴标成功率。此外,在柔性贴标头上设计了弹性连接件和滑动转接板并配合有软弹性体层和负压吸附件,实现了柔性吸标及贴标功能,减小了刚性结构的安全隐患,并且贴标力度较大,增强了贴附能力,其中,采用高密度海绵作为软弹性体层,并内嵌比如吸嘴作为负压吸附件,能降低了真空异常发生概率,能实现吸标过程吸脱自如可控。此外,采用抽屉滑轨替代线性滑轨作为打印机的抽拉机构,简化了整体结构、降低了设计成本。在各个环节综合改进,使得吸标能顺利发生,贴标动作刚柔并济,力度到位,贴标的动作也能顺利完成,采用抽屉滑轨设计,优化了抽拉动作并简化了打印机更换过程,提高了更换效率,最终使得本发明的贴标机贴标成功率较高,使用和维护、保养方便,成本低廉。
- 还没有人留言评论。精彩留言会获得点赞!