自动纠偏导正机构及控制方法与流程
本发明涉及纠偏机构,特别是涉及自动纠偏导正机构及控制方法。
背景技术:
1、在工业生产中,卷材的加工的制造商及使用者面临与日俱增的质量要求,不但要求加工速度提高,同时要达到更高的精准度以及更高的产品品质,卷材是通过收卷储存,在使用的工程中需要将卷材放卷使用,在放卷以及收卷的过程中由于与其他的卷轴距离较长,以及整个设备可能在加工过程中的振动,可能会导致卷材的放卷、行进、收卷的过程中发生偏移,因此在需要研发卷材自动纠偏导正机构以及控制方法来解决这一问题。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供自动纠偏导正机构及控制方法,用于解决现有技术中卷材在放卷、行进、收卷的过程中由于加工因素、设备抖动等问题产生偏移,从而影响加工以及收卷精度的问题。
2、为实现上述目的及其他相关目的,本发明提供如下技术方案:
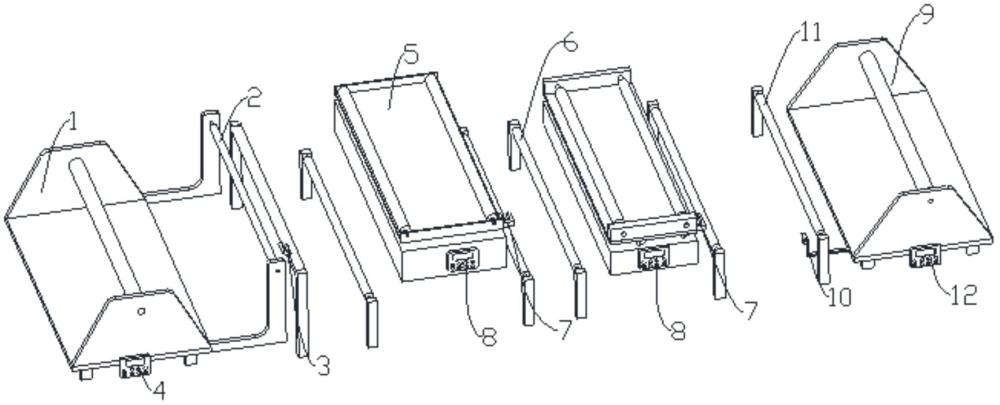
3、自动纠偏导正机构,包括依次设置的放卷纠偏装置、两组行进纠偏装置、收卷纠偏装置,所述放卷纠偏装置包括放卷架、设置在所述放卷架上的放料辊、用于检测放卷卷材偏移量的放卷传感器、驱动所述放卷架移动纠偏的放卷纠偏执行组件、用于接收所述放卷传感器偏移量信号并指令所述放卷纠偏执行组件纠偏动作的放卷控制器;所述行进纠偏装置包括纠偏架、设置在所述纠偏架两侧的两个导向辊、用于检测卷材行进偏移量的行进传感器、驱动所述纠偏架移动纠偏的行进纠偏执行组件、用于接收所述行进传感器偏移量信号并指令所述行进纠偏执行组件纠偏动作的行进控制器;所述收卷纠偏装置包括收卷架、设置在所述收卷架上且用于检测收卷卷材偏移量的收卷传感器、位于所述收卷架和所述收卷传感器之间的张紧辊、驱动所述纠偏架移动纠偏的收卷纠偏执行组件、用于接收所述收卷传感器偏移量信号并指令所述收卷纠偏执行组件纠偏动作的收卷控制器。
4、实现上述技术方案,本技术中放卷纠偏装置能够确保卷材在放卷的过程中始终从预先设定的位置导出,以便准确进入下一工序,通过两个行进纠偏装置来确保卷材始终从预设的位置经过,防止材料出现蛇形现象或者进入下一工序时出现边缘不齐的情况,收卷纠偏装置能够确保卷材在收卷的过程中卷边齐整。本技术中放卷架与放料辊为一体化设置,放卷传感器位于所述放料辊和所述行进纠偏装置之间独立固定,当放卷纠偏执行组件动作时放料辊随着放卷架一起动作;行进纠偏装置中的两个导向辊能够对卷材起到导向、张紧以及提供卷材行进的动力,行进传感器独立于纠偏架设置;收卷纠偏装置中收卷传感器设置在收卷架上随着收卷架同步动作,张紧辊独立设置在所述收卷传感器和所述收卷架之间用于对卷材提供张力以及导向的作用。
5、于本发明的一实施例中,所述行进纠偏执行组件包括若干组与所述纠偏架倾斜一定角度的导轨、滑动设置在所述导轨上的导块以及行进纠偏电机,所述导块固定在所述纠偏架的下端,所述纠偏电机可驱动所述导块上的纠偏架沿着所述导轨移动。
6、实现上述技术方案,导轨水平且与纠偏架倾斜一定的角度,便于在纠偏的过程中纠偏架沿着卷材进行前后左右纠偏,当行进传感器检测出有位移量之后。
7、行进控制器给出纠偏信号,行进纠偏电机驱动所述纠偏架移动,并使得纠偏架上的卷材校准到设定的位置,根据卷材的张力、弹性模量和所需校正越大,纠偏架的进料长度、过渡长度以及出料长度需设计的越长,纠偏架根据不同场合的应用,可使用硬质阳极氧化涂层导辊、包胶辊、橡胶涂层辊、铁氟龙防粘导辊等。
8、于本发明的一实施例中,所述行进纠偏执行组件包括安装台、设置在所述安装台上的转台、设置在所述安装台上的弧形滑槽、设置在所述纠偏架下端且滑动设置在所述弧形滑槽中的滑块,所述纠偏架设置在所述转台上,所述转台可驱动所述纠偏架转动并使得所述滑块沿着所述弧形滑槽移动。
9、实现上述技术方案,转台可驱动纠偏架转动纠偏,同时使得滑块沿着弧形滑槽移动保证纠偏架在纠偏过程中的稳定性,防止在转动的过程中纠偏架晃动。
10、于本发明的一实施例中,所述放卷纠偏执行组件和所述收卷纠偏执行组件均包括若干组平行设置的纠偏轨、滑动设置在所述纠偏轨上的纠偏块、驱动所述纠偏块沿着所述纠偏轨滑动的纠偏驱动器。
11、实现上述技术方案,纠偏轨优选为四组,纠偏驱动器可以采用油缸驱动器,传感器将卷材的横向位置变化转化为电信号输出到控制器,控制器将此信号与纠偏零点信号相比较,若有偏差编输出相应的纠偏信号到电磁阀,电磁阀将纠偏信号通过液压站转换为大功率的液压能,油缸驱动器推动放卷架或者收卷架作相应动作,直至卷材的被控边回到目标位置。
12、于本发明的一实施例中,所述放卷传感器、所述行进传感器和所述收卷传感器均通过支架安装在对应的位置,所述支架包括支架本体、具有腰型槽的腰型板、用于将所述腰型板拧紧在所述支架本体上的旋钮、用于调节所述腰型板与所述支架本体的距离和角度的调节把手。
13、实现上述技术方案,使用中通过螺丝将传感器拧紧在腰型槽上,支架本体上设有卡槽,需要调整传感器的位置或者角度时,首先将所述旋钮调松,然后通过调节把手调整传感器的位置和角度,当位置调整好之后将旋钮旋紧,从而完成传感器的位置和角度调节。
14、于本发明的一实施例中,所述行进纠偏电机内设有感测所述行进纠偏电机输出轴位置的增量编码器,用于感测所述行进纠偏电机输出轴校准位置的校准编码器。
15、实现上述技术方案,增量编码器和校准编码器用于控制行进纠偏电机的输出调节行程和调节力,即使在高频的摇晃误差下也具有极高的调节精度。
16、于本发明的一实施例中,所述放卷控制器、行进控制器、收卷控制器上均设有限位警示器,当检测到卷材的偏移量超过设定的阈值并超过设定的时间时,所述限位警示器进行报警。
17、实现上述技术方案,限位警示器在检测到卷材发生位置偏移时开始计时,检测到卷材恢复到预设的位置时结束计时,得到计时时间,该计时时间与预设时间进行比较,当所述计时时间大于所述预设时间时,限位警示器发送报警信号,本技术中的控制器系统集成度高,设定的参数能够自动保存,精度高稳定性好,在驱动电流过载时能够自动保护。
18、于本发明的一实施例中,所述放卷传感器、所述行进传感器、所述收卷传感器可根据实际生产需要设为光电传感器、超声波传感器或者红外检边传感器。
19、实现上述技术方案,超声波传感器检测范围可达到±9mm,检测精度可达0.01mm,能感测不能透过超声波的材料且不受纸灰式污染的影响;红外检边传感器通过将检测到的位置信号转成与之对应的模拟电压以及双路ttl电频输出。
20、于本发明的一实施例中,自动纠偏导正控制方法,包括以下步骤:s1,放卷传感器检测卷材的边缘读出卷材实际位置与设定位置的偏移量,并将偏移量转成电信号给所述放卷控制器,放卷控制器将电信号转成纠偏信号后输出至放卷纠偏执行组件,通过放卷纠偏执行组件将卷材纠偏至设定位置;s2,行进传感器检测行进中卷材的实际位置与设定位置的偏移量并将偏移量转成电信号给所述行进传感器,行进传感器将电信号转成纠偏信号后输出至行进纠偏执行组件,通过行进纠偏执行组件将卷材纠偏至设定位置;s3,收卷传感器检测收卷中卷材实际位置与设定位置的偏移量并将偏移量转成电信号给收卷控制器,收卷控制器将电信号转成纠偏信号后输出至收卷纠偏执行组件,通过收卷纠偏执行组件确保卷材收卷整齐。
21、如上所述,本发明自动纠偏导正机构及控制方法,具有以下有益效果:放卷纠偏装置能够在放卷的过程中从源头进行纠偏,并使得卷材从预设的位置导出而不影响后续的加工精度,本技术中设置的是两个行进纠偏装置,在实际的过程中可以根据卷材生产加工的长度来设置多个来保证卷材从预设在位置经过,防止卷材出现蛇形现象或者进入下一工序时出现边缘不齐的情况,收卷纠偏装置能够确保卷材收卷整齐。放卷架与放料辊为一体化设置,放卷传感器位于所述放料辊和所述行进纠偏装置之间独立固定,当放卷纠偏执行组件动作时放料辊随着放卷架一起动作;行进纠偏装置中的两个导向辊能够对卷材起到导向、张紧以及提供卷材行进的动力,行进传感器独立于纠偏架设置;收卷纠偏装置中收卷传感器设置在收卷架上随着收卷架同步动作,张紧辊独立设置在所述收卷传感器和所述收卷架之间用于对卷材提供张力以及导向的作用,通过传感器、控制器以及各个纠偏执行组件的配合能够有效的提高纠偏效果,减少纠偏延迟,提高卷材加工精度、收卷质量。
- 还没有人留言评论。精彩留言会获得点赞!