不间断光伏焊带收线装置及加工设备的制作方法
本技术涉及光伏焊带加工设备,具体涉及一种不间断光伏焊带收线装置及加工设备。
背景技术:
1、光伏焊带又称镀锡铜带或涂锡铜带,分汇流带和互连条,应用于光伏组件电池片之间的连接,发挥导电聚电的重要作用所以,焊带质量的好坏将直接影响到光伏组件电流的收集效率,对光伏组件的功率影响很大。目前,对于光伏焊带的生产加工,焊带加工设备自动化程度低,在线盘收线完成后,大多都是人工手动更换线盘,需要停机处理,操作不便,劳动强度高,效率低,降低了设备的产能,也容易产生报废品,浪费资源,增加了成本等。
技术实现思路
1、本技术的目的是提出一种更换线盘无需停机、效率高的不间断光伏焊带收线装置及加工设备。
2、为了解决上述技术问题中的至少一个,本技术的技术方案如下:
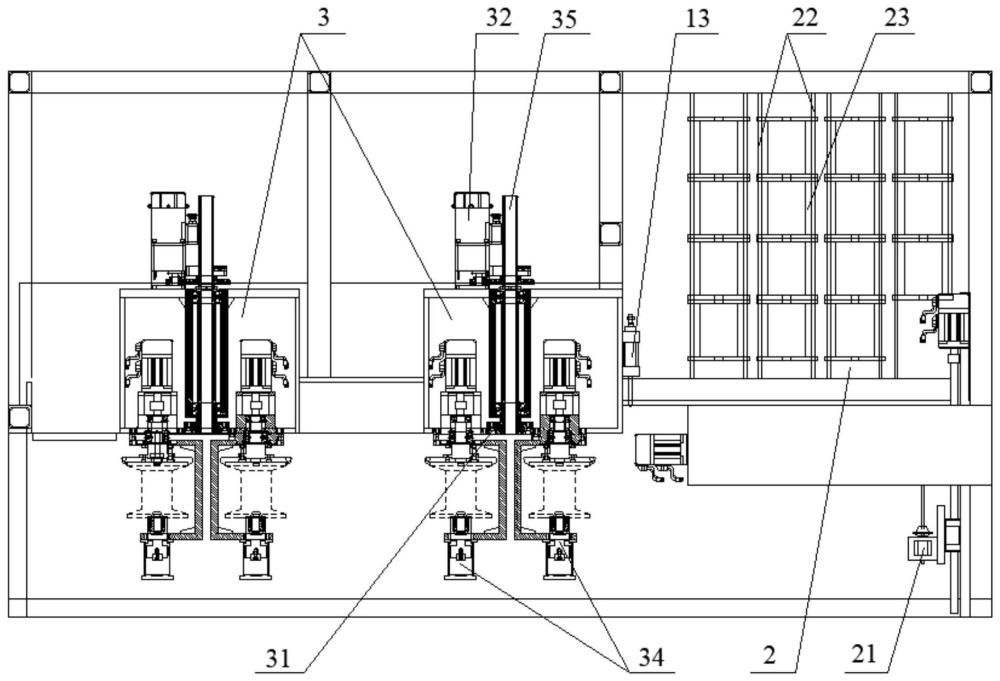
3、根据本技术的第一方面,提供一种不间断光伏焊带收线装置,包括:线盘料仓,线盘料仓用于存放空线盘;成品料仓,成品料仓用于存放收线完成的成品;收线台,收线台上设置有转动架、第一驱动件及打线机构,转动架上对称设置有两个夹盘组件,每个夹盘组件能够夹紧线盘且驱动线盘转动,每个夹盘组件上设置有卡线档片,第一驱动件驱动转动架转动以使两个夹盘组件在收线工位与换盘工位之间交替转换,在成品位于换盘工位且空线盘位于收线工位的情况下,打线机构将焊带分别卡在两个夹盘组件上的卡线档片上,随着两个夹盘组件分别驱动线盘转动,焊带被扯断,同时位于收线工位的空线盘进行收线;上下料机构,上下料机构能够将线盘料仓中空线盘上料输送至位于换盘工位的夹盘组件的位置,并且上下料机构能够将位于换盘工位的夹盘组件上的成品下料输送至成品料仓中。
4、在上述第一方面的一种可能的实现中,线盘料仓内倾斜设置有托板,托板与其两侧的第一挡杆形成用于存放线盘的第一通道,第一通道的底部出口处设置有挡料机构,挡料机构包括:第二档杆和第二驱动件,第二驱动件驱动第二档杆插入线盘的中心孔进行挡料。
5、在上述第一方面的一种可能的实现中,打线机构位于转动架的上方且位于两个夹盘组件之间,打线机构包括:打线杆和第三驱动件,第三驱动件驱动打线杆上下摆动以使打线杆驱动焊带向两个卡线档片移动。
6、在上述第一方面的一种可能的实现中,线盘料仓和收线台位于上料机构的上方,上料机构包括:接料台,接料台上设置有用于放置线盘的第一槽体;第四驱动件,第四驱动件驱动接料台上下运动;第五驱动件,第五驱动件驱动第四驱动件和接料台一起水平横向直线运动以使接料台分别移动到与线盘料仓、成品料仓和收线台相对应的位置。
7、在上述第一方面的一种可能的实现中,成品料仓的入口处还设置有送料机构,送料机构位于接料台的上方,送料机构包括:第一托杆;第六驱动件,第六驱动件驱动第一托杆上下运动;第七驱动件,第七驱动件第六驱动件和第一托杆一起水平纵向直线运动以使第一托杆插入成品的中心孔且将成品送入成品料仓中。
8、在上述第一方面的一种可能的实现中,成品料仓内设置有多对纵向档杆,每对纵向档杆之间形成用于放置成品的第二通道,送料机构还包括:第八驱动件,第八驱动件驱动第七驱动件、第六驱动件和第一托杆一起水平横向直线运动以使第一托杆与不同的第二通道相对应。
9、在上述第一方面的一种可能的实现中,上下料机构、线盘料仓、成品料仓和收线台设置在第一机架上,第一机架的底部设置有多个可调脚和/或脚轮。
10、在上述第一方面的一种可能的实现中,每个夹盘组件包括:第一支架,第一支架安装在转动架上,第一支架上远离转动架的一端设置有第九驱动件,第九驱动件连接有夹头;第十驱动件,第十驱动件安装在转动架上,第十驱动件连接有定位座,卡线档片设置在定位座上;其中,定位座与夹头形成用于夹持线盘的区间,第九驱动件驱动夹头朝定位座的方向移动以使定位座与夹头夹紧线盘,第十驱动件驱动定位座转动以使夹紧的线盘转动。
11、在上述第一方面的一种可能的实现中,定位座上设置有用于与线盘的端部相配合的定位槽,定位座与第一转轴的一端连接,第一转轴的另一端与第十驱动件连接,转动架上设置有第一固定座,第十驱动件和第一支架分别与第一固定座连接,第一固定座上设置有与第一转轴相配合的第一通孔,第一通孔内设置有与第一转轴相配合的第一轴承,夹头通过第一连接座与第九驱动件连接,第一连接座上设置有与夹头相配合的第二轴承,夹头上设置有用于插入线盘中心孔的第一插入部,第一支架的横断面为u型结构,定位座与夹头分别位于u型结构内的两侧。
12、根据本技术的第二方面,提供一种不间断光伏焊带加工设备,包括:依次设置的放线装置、拉丝装置、退火装置、涂锡装置和收线装置,其中,收线装置为上述不间断光伏焊带收线装置。
13、本技术的上述技术方案至少具有如下有益效果之一:
14、根据本技术的不间断光伏焊带收线装置,包括线盘料仓、成品料仓、收线台及上下料机构,线盘料仓用于存放空线盘,成品料仓用于存放收线完成的成品,收线台上设置有转动架、第一驱动件及打线机构,转动架上对称设置有两个夹盘组件,每个夹盘组件能够夹紧线盘且驱动线盘转动,每个夹盘组件上设置有卡线档片,第一驱动件驱动转动架转动以使两个夹盘组件在收线工位与换盘工位之间交替转换。当位于收线工位的线盘收线完成且空线盘位于换盘工位时,第一驱动件驱动转动架转动,使得成品位于换盘工位且空线盘位于收线工位,然后打线机构将焊带分别卡在两个夹盘组件上的卡线档片上,随着两个夹盘组件分别驱动线盘转动,焊带被扯断,将位于换盘工位的成品下料至上下料机构上,同时焊带卡在位于收线工位的夹盘组件的卡线档片上,位于收线工位的夹盘组件驱动空线盘转动进行收线,然后上下料机构将位于成品下料输送至成品料仓中,上下料机构再将线盘料仓中空线盘上料输送至位于换盘工位的夹盘组件的位置,换盘工位的夹盘组件重新夹紧空线盘,此操作不断循环进行,从而实现光伏焊带收线的自动换盘,保证不间断地进行收线,不需要停机处理,操作方便,劳动强度低,提高了效率和设备的产能,也不易产生报废品,节省了浪费资源,降低了成本等。
15、进一步地,线盘料仓内倾斜设置有托板,托板与其两侧的第一挡杆形成用于存放线盘的第一通道,倾斜设置的第一通道便于线盘依靠重力朝第一通道的出口向下滑动,结构简单,能耗低;第一通道的底部出口处还设置有挡料机构,挡料机构包括第二档杆和第二驱动件,第二驱动件驱动第二档杆插入线盘的中心孔进行挡料,使得线盘料仓中的线盘能够逐个释放到上下料结构上。
16、进一步地,打线机构位于转动架的上方且位于两个夹盘组件之间,打线机构包括打线杆和第三驱动件,第三驱动件驱动打线杆上下摆动以使打线杆驱动焊带向两个卡线档片移动,直至将焊带分别卡在两个夹盘组件上的卡线档片上,随着两个夹盘组件分别驱动线盘转动,焊带被扯断,将位于换盘工位的成品下料至上下料机构上,同时焊带卡在位于收线工位的夹盘组件的卡线档片上,位于收线工位的夹盘组件驱动空线盘转动进行收线。
17、进一步地,线盘料仓和收线台位于上料机构的上方,上料机构包括接料台、第四驱动件及第五驱动件,接料台上设置有用于放置线盘的第一槽体,第四驱动件驱动接料台上下运动,第五驱动件驱动第四驱动件和接料台一起水平横向直线运动,使得接料台分别移动到与线盘料仓、成品料仓和收线台相对应的位置,从而保证精确、稳定的上下料。
18、更进一步地,成品料仓的入口处还设置有送料机构,送料机构位于接料台的上方,送料机构包括第一托杆、第六驱动件及第七驱动件,第六驱动件驱动第一托杆上下运动,第七驱动件第六驱动件和第一托杆一起水平纵向直线运动,第一托杆插入成品的中心孔且将成品送入成品料仓中,从而保证更加快速、精确地将成品送入成品料仓中进行存放。
19、进一步地,成品料仓内设置有多对纵向档杆,每对纵向档杆之间形成用于放置成品的第二通道,送料机构还包括第八驱动件,第八驱动件驱动第七驱动件、第六驱动件和第一托杆一起水平横向直线运动,使得第一托杆与不同的第二通道相对应,扩大了成品料仓的容量,便于将成品送入不同的第二通道进行存放,效率更高。
20、进一步地,上下料机构、线盘料仓、成品料仓和收线台设置在第一机架上,第一机架的底部设置有多个可调脚和/或脚轮,便于对设备进行调平和移动等。
21、进一步地,每个夹盘组件包括第一支架和第十驱动件,第一支架和第十驱动件安装在转动架上,第一支架上远离转动架的一端设置有第九驱动件,第九驱动件连接有夹头,第十驱动件连接有定位座,卡线档片设置在定位座上,定位座与夹头形成用于夹持线盘的区间,第九驱动件驱动夹头朝定位座的方向移动,使得定位座与夹头夹紧线盘,第十驱动件驱动定位座转动,使得夹紧的线盘转动,稳定性和可靠性更高。
22、进一步地,定位座上设置有用于与线盘的端部相配合的定位槽,通过定位槽便于稳定地夹紧线盘;定位座与第一转轴的一端连接,第一转轴的另一端与第十驱动件连接,转动架上设置有第一固定座,第十驱动件和第一支架分别与第一固定座连接,第一固定座上设置有与第一转轴相配合的第一通孔,第一通孔内设置有与第一转轴相配合的第一轴承,夹头通过第一连接座与第九驱动件连接,第一连接座上设置有与夹头相配合的第二轴承,夹头上设置有用于插入线盘中心孔的第一插入部,结构更加紧凑、稳定,能够保证更好地夹紧线盘且驱动线盘转动;第一支架的横断面为u型结构,定位座与夹头分别位于u型结构内的两侧,结构简单、稳固,操作方便,也便于对收线进行避让等。
23、此外,根据本技术的不间断光伏焊带加工设备,包括依次设置的放线装置、拉丝装置、退火装置、涂锡装置及上述不间断光伏焊带收线装置,从而实现光伏焊带的不间断生产加工,不需要停机处理,操作方便,劳动强度低,提高了效率和设备的产能,也不易产生报废品,节省了浪费资源,降低了成本等。
24、另外,在本技术技术方案中,凡未作特别说明的,均可通过采用本领域中的常规手段来实现本技术方案。
- 还没有人留言评论。精彩留言会获得点赞!