一种全自动电芯贴胶设备的制作方法
本发明涉及电池制造领域,尤其涉及一种全自动电芯贴胶设备。
背景技术:
1、电池的电芯一般是采用卷绕和叠片两种方式,其中采用卷绕的形式,则需要对卷绕后的尾端贴胶,防止卷绕好的电芯散开,但依据传统方式,将胶带粘贴在电芯上的时候,往往因为重新粘贴之后,胶带上有褶皱和气泡,导致贴胶不平整,影响后续电芯的装配和使用,此时一般需要将胶带掀起,张紧胶带后,重新粘贴在电芯上,此时若电芯表面有灰尘等杂质,在将胶带掀起后,胶带也将灰尘杂质带走,在将胶带重新粘贴时,由于胶带与电芯之间有灰尘杂质,使得胶带与电芯之间的粘附力大大降低,在电芯使用过程中,胶带容易出现脱落的情况;
2、并且现有的自动贴胶设备,对于胶带的端部的处理效果不佳,使得胶带粘贴在电芯上后,胶带两个断口粘贴不牢,胶带的断口容易发生翘起,粘附在其他的零件上,影响电芯的快速装配,若是翘起的胶带断口粘附了灰尘杂质,则会使的胶带与电芯之间的附着力下降,甚至使得胶带逐步脱落,影响电芯的成品品质。
技术实现思路
1、本发明的技术问题为:
2、为了克服在将胶带重新粘贴时,由于胶带与电芯之间有灰尘杂质,使得胶带与电芯之间的粘附力大大降低,在电芯使用过程中,胶带容易出现脱落的情况的缺点,本发明提供一种全自动电芯贴胶设备。
3、本发明所采用的技术实施方案是:
4、一种全自动电芯贴胶设备,包括有底座、中承座和门形架;底座固接有中承座;底座前部和后部各固接有一个门形架;还包括有限位架、竖直移动组件、横向进给组件、贴胶板、刮胶器、汇流管和切割组件;中承座固接有限位架;限位架为边缘凸起,且其左部和右部各开有多个缺口,用于预留为电池电芯贴胶的位置;每个门形架各连接有两个竖直移动组件;每相邻两个竖直移动组件上连接有一个横向进给组件;每个横向进给组件连接有多个贴胶板;每个贴胶板上各连接有一个刮胶器;左方所有的贴胶板共同连通有一个汇流管;右方所有的贴胶板共同连通有另一个汇流管;每个贴胶板内安装有一个切割组件;竖直移动组件用于带动横向进给组件及其上相应零件进行上下移动;横向进给组件用于带动贴胶板横向移动往电池电芯贴胶;刮胶器由刀架和不粘胶轴辊组成,用于将胶带的背胶面贴在贴胶板上;切割组件用于将胶带切断。
5、进一步的,竖直移动组件包括有电动滑轨和电动滑块;每个门形架上各安装有两个左右分布的电动滑轨;每个电动滑轨上各滑动连接有一个电动滑块;相邻电动滑块共同固接一个横向进给组件。
6、进一步的,横向进给组件包括有安装板、电动胶带轮、连接架、电动执行器ⅰ;相邻电动滑块共同固接有一个安装板;每个安装板上各可拆卸式连接有多个电动胶带轮,电动胶带轮具有自动收卷放卷功能;每个安装板下部各固接有一个连接架;每个连接架上各安装有多个电动执行器ⅰ;每个电动执行器ⅰ各连接一个贴胶板。
7、进一步的,切割组件包括有电动执行器ⅱ、隔板和切刀;每个贴胶板内部掏空并固接有隔板;隔板将贴胶板内部分为上部吸气腔和下部切割腔;贴胶板的吸气腔连通汇流管;每个贴胶板的切割腔安装有电动执行器ⅱ;每个电动执行器ⅱ伸缩部各固接有一个切刀;每个贴胶板在远离汇流管的一侧各开有一个刀口;切刀用于切断胶带。
8、进一步的,还包括有顶板、电动执行器ⅲ、活动板和气管ⅰ;两个门形架之间固接有顶板;顶板安装有电动执行器ⅲ;电动执行器ⅲ伸缩部固接有活动板;活动板内部掏空上部连通有气管ⅰ,气管ⅰ为伸缩软管;气管ⅰ贯穿顶板;活动板下部开有多个吸尘口。
9、进一步的,还包括有电动执行器ⅳ和气管ⅱ;底座安装有多个电动执行器ⅳ;所有的电动执行器ⅳ均位于中承座内;每个限位架各开有多个一字滑槽;每个一字滑槽各与一个电动执行器ⅳ对应;每个限位架内部掏空,且限位架上部开有多个风孔;活动板下部连接有多个传感器;每个传感器各与一个贴胶板对应。
10、进一步的,还包括有微型电机、线轮ⅰ、拉绳ⅰ和簧片ⅰ;电动执行器ⅱ的伸缩部安装有微型电机;微型电机的输出轴固接有线轮ⅰ;线轮ⅰ绕有拉绳ⅰ;拉绳ⅰ贯穿贴胶板并连接有簧片ⅰ;簧片ⅰ与贴胶板固接。
11、进一步的,还包括有簧片ⅱ、拉绳ⅱ、支架和线轮ⅱ;贴胶板固接有簧片ⅱ;每个簧片ⅱ各连接有多个拉绳ⅱ;每个拉绳ⅱ贯穿相应的贴胶板;每个隔板螺栓各连接有多个支架;每个支架各转动连接有一个线轮ⅱ;每个线轮ⅱ各连接一个拉绳ⅱ;每个线轮ⅱ与相应的支架之间均设有扭簧。
12、进一步的,还包括有电磁铁;簧片ⅱ下部连接有电磁铁;贴胶板为具有铁磁性的金属材质;电磁铁配合贴胶板。
13、进一步的,贴胶板在远离汇流管的一侧为半圆柱形,簧片ⅰ和簧片ⅱ均为弹性的金属片,簧片ⅰ和簧片ⅱ弯曲后收纳在贴胶板预设的凹槽内。
14、有益效果是:1、本发明通过活动板运动并接触限位架的凸起边缘,外部抽气设备抽气,将限位架上的灰尘吸走,同步对将电池电芯上灰尘抽走,此时若将活动板下部的吸尘口设置在电池电芯待贴胶的位置,即可针对性将电池电芯上贴胶位置的顽固灰尘去除,有效避免后续胶带的粘贴效果差的问题。
15、2、通过限位架上的开设一定数量的缺口,以及搭配贴胶板及其相应零件的数量,进而控制在电池电芯粘贴相应数量的u形的胶带,便于安装在产线上,实现大量的电池电芯快速贴胶处理,自动化程度高,有利于提高电芯贴胶效率。
16、3、通过控制断开电磁铁的电流,簧片ⅱ弹出,将胶带端部压在电池电芯的下部,避免胶带端部粘贴不牢,出现胶带端部翘起的问题,而后再通过将胶带站在电池电芯的过程中,胶带将簧片ⅱ按回贴胶板,控制电磁铁重新通电,使得簧片ⅱ弯曲并重新固定在贴胶板。
17、4、通过控制微型电机输出轴转动,使得线轮ⅰ将拉绳ⅰ放出,簧片ⅰ依靠自身弹力势能释放,簧片ⅰ恢复变直的状态,簧片ⅰ将电池电芯上部的胶带端部,压紧在电池电芯上部,避免电池电芯上部胶带的端部翘起,影响电池电芯的正常装配,有利于实现对电池电芯贴胶的全自动化控制,提高生产加工效率。
技术特征:
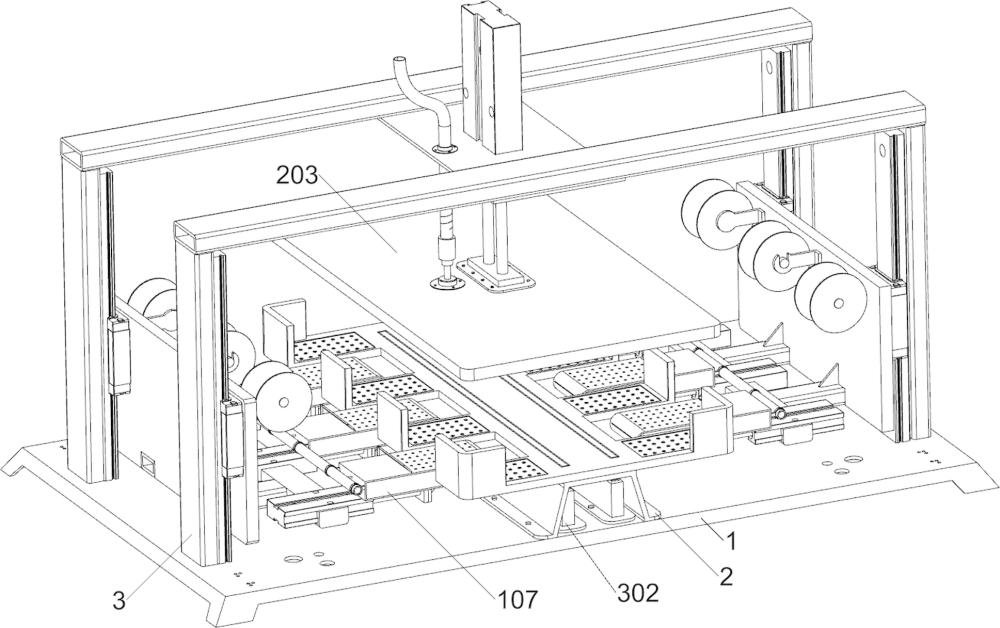
1.一种全自动电芯贴胶设备,包括有底座(1)、中承座(2)和门形架(3);底座(1)固接有中承座(2);底座(1)前部和后部各固接有一个门形架(3);其特征是:还包括有限位架(4)、竖直移动组件、横向进给组件、贴胶板(107)、刮胶器(108)、汇流管(109)和切割组件;中承座(2)固接有限位架(4);限位架(4)为边缘凸起,且其左部和右部各开有多个缺口,用于预留为电池电芯(001)贴胶的位置;每个门形架(3)各连接有两个竖直移动组件;每相邻两个竖直移动组件上连接有一个横向进给组件;每个横向进给组件连接有多个贴胶板(107);每个贴胶板(107)上各连接有一个刮胶器(108);左方所有的贴胶板(107)共同连通有一个汇流管(109);右方所有的贴胶板(107)共同连通有另一个汇流管(109);每个贴胶板(107)内安装有一个切割组件;竖直移动组件用于带动横向进给组件及其上相应零件进行上下移动;横向进给组件用于带动贴胶板(107)横向移动往电池电芯(001)贴胶;刮胶器(108)由刀架和不粘胶轴辊组成,用于将胶带的背胶面贴在贴胶板(107)上;切割组件用于将胶带切断。
2.根据权利要求1所述的一种全自动电芯贴胶设备,其特征是:竖直移动组件包括有电动滑轨(101)和电动滑块(102);每个门形架(3)上各安装有两个左右分布的电动滑轨(101);每个电动滑轨(101)上各滑动连接有一个电动滑块(102);相邻电动滑块(102)共同固接一个横向进给组件。
3.根据权利要求2所述的一种全自动电芯贴胶设备,其特征是:横向进给组件包括有安装板(103)、电动胶带轮(104)、连接架(105)、电动执行器ⅰ(106);相邻电动滑块(102)共同固接有一个安装板(103);每个安装板(103)上各可拆卸式连接有多个电动胶带轮(104),电动胶带轮(104)具有自动收卷放卷功能;每个安装板(103)下部各固接有一个连接架(105);每个连接架(105)上各安装有多个电动执行器ⅰ(106);每个电动执行器ⅰ(106)各连接一个贴胶板(107)。
4.根据权利要求3所述的一种全自动电芯贴胶设备,其特征是:切割组件包括有电动执行器ⅱ(1010)、隔板(10701)、和切刀(1011);每个贴胶板(107)内部掏空并固接有隔板(10701);隔板(10701)将贴胶板(107)内部分为上部吸气腔和下部切割腔;贴胶板(107)的吸气腔连通汇流管(109);每个贴胶板(107)的切割腔安装有电动执行器ⅱ(1010);每个电动执行器ⅱ(1010)伸缩部各固接有一个切刀(1011);每个贴胶板(107)在远离汇流管(109)的一侧各开有一个刀口;切刀(1011)用于切断胶带。
5.根据权利要求4所述的一种全自动电芯贴胶设备,其特征是:还包括有顶板(201)、电动执行器ⅲ(202)、活动板(203)和气管ⅰ(204);两个门形架(3)之间固接有顶板(201);顶板(201)安装有电动执行器ⅲ(202);电动执行器ⅲ(202)伸缩部固接有活动板(203);活动板(203)内部掏空上部连通有气管ⅰ(204),气管ⅰ(204)为伸缩软管;气管ⅰ(204)贯穿顶板(201);活动板(203)下部开有多个吸尘口。
6.根据权利要求5所述的一种全自动电芯贴胶设备,其特征是:还包括有电动执行器ⅳ(301)和气管ⅱ(302);底座(1)安装有多个电动执行器ⅳ(301);所有的电动执行器ⅳ(301)均位于中承座(2)内;每个限位架(4)各开有多个一字滑槽(4002);每个一字滑槽(4002)各与一个电动执行器ⅳ(301)对应;每个限位架(4)内部掏空,且限位架(4)上部开有多个风孔(4001);活动板(203)下部连接有多个传感器(20301);每个传感器(20301)各与一个贴胶板(107)对应。
7.根据权利要求6所述的一种全自动电芯贴胶设备,其特征是:还包括有微型电机(401)、线轮ⅰ(402)、拉绳ⅰ(403)和簧片ⅰ(404);电动执行器ⅱ(1010)的伸缩部安装有微型电机(401);微型电机(401)的输出轴固接有线轮ⅰ(402);线轮ⅰ(402)绕有拉绳ⅰ(403);拉绳ⅰ(403)贯穿贴胶板(107)并连接有簧片ⅰ(404);簧片ⅰ(404)与贴胶板(107)固接。
8.根据权利要求4-7任意一项所述的一种全自动电芯贴胶设备,其特征是:还包括有簧片ⅱ(501)、拉绳ⅱ(503)、支架(504)和线轮ⅱ(505);贴胶板(107)固接有簧片ⅱ(501);每个簧片ⅱ(501)各连接有多个拉绳ⅱ(503);每个拉绳ⅱ(503)贯穿相应的贴胶板(107);每个隔板(10701)螺栓各连接有多个支架(504);每个支架(504)各转动连接有一个线轮ⅱ(505);每个线轮ⅱ(505)各连接一个拉绳ⅱ(503);每个线轮ⅱ(505)与相应的支架(504)之间均设有扭簧。
9.根据权利要求8所述的一种全自动电芯贴胶设备,其特征是:还包括有电磁铁(502);簧片ⅱ(501)下部连接有电磁铁(502);贴胶板(107)为具有铁磁性的金属材质;电磁铁(502)配合贴胶板(107)。
10.根据权利要求9所述的一种全自动电芯贴胶设备,其特征是:贴胶板(107)在远离汇流管(109)的一侧为半圆柱形,簧片ⅰ(404)和簧片ⅱ(501)均为弹性的金属片,簧片ⅰ(404)和簧片ⅱ(501)弯曲后收纳在贴胶板(107)预设的凹槽内。
技术总结
本发明涉及电池制造领域,尤其涉及一种全自动电芯贴胶设备。本发明的技术问题是:在将胶带重新粘贴时,由于胶带与电芯之间有灰尘杂质,使得胶带与电芯之间的粘附力大大降低,在电芯使用过程中,胶带容易出现脱落的情况。本发明的技术方案是:一种全自动电芯贴胶设备,包括有底座和中承座等;底座固接有中承座。本发明通过活动板运动并接触限位架的凸起边缘,将限位架以及电池电芯上的灰尘吸走,避免后续胶带的粘贴效果差的问题,便于安装在产线上,实现大量的电池电芯快速贴胶处理,自动化程度高,有利于提高电芯贴胶效率。
技术研发人员:庄涯阳,庄涯祥,林鹏,林惠和
受保护的技术使用者:中达新能源科技(菏泽)有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!