实现砂纸快速叠放的码垛系统及其方法与流程
本发明涉及砂纸生产码垛,具体为实现砂纸快速叠放的码垛系统及其方法。
背景技术:
1、砂纸俗称砂皮,一种供研磨用的材料,用以研磨金属、木材等表面,以使其光洁平滑,通常在原纸上胶着各种研磨砂粒而成,根据不同的研磨物质,有金刚砂纸、人造金刚砂纸、玻璃砂纸等多种;
2、砂纸在整张生产完成后需要对其进行分切呈不同尺寸,以便于后续裁切呈不同形状尺寸的砂纸使用,因而在对砂纸分切完成后需要使用码垛机对砂纸进行连续的叠放集中码垛处理,方便后续进一步的加工处理。
3、公开(公告)号:cn117142230a公开了一种涂层氧化铝砂纸码垛机及码垛方法,其转移机构中的一个真空吸盘将旋切脱离的涂层氧化铝砂纸成品吸附锁定后,利用第二伺服电机将其位置切换至位于码垛机构的上方处,而后先该真空吸盘竖向翻转180度,再将空吸盘围绕自身轴线水平翻转5-10度后解除对涂层氧化铝砂纸成品的吸附锁定,涂层氧化铝砂纸成品落在托料板上,托料板每接收一片涂层氧化铝砂纸成品后,利用第四竖向推杆带动托料板下移且下移的距离值等于涂层氧化铝砂纸成品的厚度值;
4、上述码垛机在其通过两个真空吸盘的连续切换实现对砂纸的码垛动作,两个真空吸盘之间存在一定的时间间隙,不能实现快速连续的码垛动作,并在长期运行后真空吸盘的结构部分转换精度下降会对码垛造成干扰,同时该码垛机其不具备主动下料功能,在后续码量完成后需要停机采用人工亦或者其他设备配合将集中码垛在码垛机构内的砂纸取出,增大了工作量。
技术实现思路
1、本发明的目的在于提供实现砂纸快速叠放的码垛系统及其方法,以解决上述技术问题。
2、为解决上述技术问题,本发明是通过以下技术方案实现的。
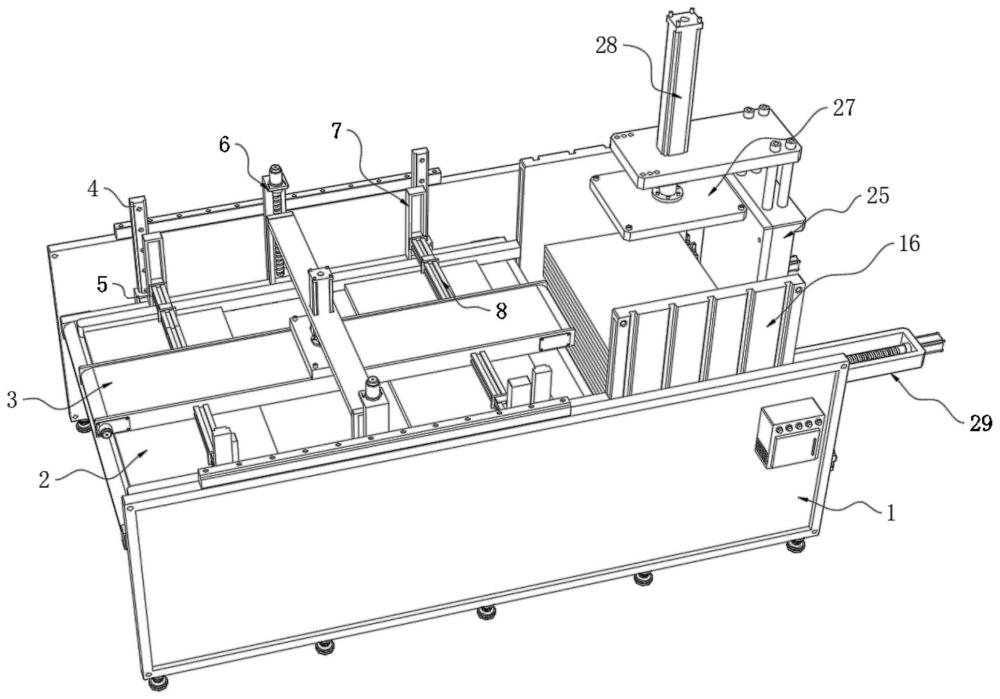
3、本发明为实现砂纸快速叠放的码垛系统,包括顶部以及两侧均采用开放设计的机架,在机架内前端安装有一号皮带输送机,并在一号皮带输送机上方安装有二号皮带输送机,该一号皮带输送机与二号皮带输送机配合用于对砂纸进行连续主动的输送,并在一号皮带输送机与机架之间增加有调整机构,该调整机构用于对一号皮带输送机的输送高度进行灵活的控制;
4、在机架内尾端安装有码垛机构,所述码垛机构对一号皮带输送机上送入的砂纸进行接收并叠放实现码垛动作,且该码垛机构能够对其收纳空间进行调整来配合不同尺寸的砂纸码垛,并在码垛机构上增加有下料组件,该下料组件用于将码垛完成的砂纸集中夹紧并移动转移出码垛机构进行下料。
5、进一步地,所述调整机构包括呈矩形分布在机架内壁两侧的四个滑轨,在滑轨上安装有滑座,且滑座与一号皮带输送机侧壁连接,所述机架内壁两侧在两个滑轨中间位置安装有一号电动模组,该一号电动模组输出端与一号皮带输送机侧壁传动连接。
6、进一步地,所述一号皮带输送机与二号皮带输送机平行设置,且一号皮带输送机的宽度大于二号皮带输送机的宽度,该一号皮带输送机位于二号皮带输送机中间位置;
7、所述一号皮带输送机上表面四角处均垂直安装有滑道,在滑道内滑动安装有连接臂,该连接臂前端与二号皮带输送机侧壁固定连接,并在一号皮带输送机上表面中间位置横跨安装有凹形架,在凹形架中间位置固定穿设有调节气缸,并在二号皮带输送机上表面中间位置安装有连接件,该调节气缸输出端与连接件上表面传动连接。
8、进一步地,所述一号皮带输送机靠近码垛机构一侧底部最前端安装有限制板,所述限制板与码垛机构配合设置,该限制板用于对码垛机构上的砂纸进行挤压限制。
9、进一步地,所述码垛机构包括通过支架安装在机架内一侧的码垛板,所述码垛板上表面两侧边缘处对称贯穿开设有两个调节区,在调节区内滑动安装有移动件,并在移动件上表面垂直固定安装有在码垛板上滑动的侧压板,所述码垛板下表面在调节区一侧安装有调节座,所述调节座上转动安装有正反牙丝杆,在正反牙丝杆外部对称套设有两个丝杆螺母,且丝杆螺母与调节座滑动连接,该丝杆螺母与移动件传动连接,并在调节座顶部安装有一号电机,所述一号电机输出端与正反牙丝杆传动连接;
10、所述侧压板靠近一号皮带输送机一侧与码垛板最前端对齐,且侧压板与限制板平行贴合设置,并在侧压板前端滑动安装有压臂,该压臂搭设在一号皮带输送机上,所述压臂下表面转动安装有多个导轮,该导轮与一号皮带输送机上表面接触。
11、进一步地,所述下料组件包括开设在码垛板上表面中间位置的移动区,在移动区内滑动插入安装有托板,在托板上表面一侧垂直安装有活动压板,并在活动压板顶部朝向一号皮带输送机安装有顶板,在顶板下方安装有顶压板,并在顶板上表面中间位置固定穿设有下压气缸,该下压气缸输出端与顶压板上表面传动连接,通过两个侧压板、限制板以及活动压板在码垛板上形成四周限制的码垛区域,并在码垛板下表面远离一号皮带输送机一侧中间位置安装有二号电动模组,在二号电动模组输出端安装有转动框架,该转动框架顶部与活动压板下表面转动连接,并在转动框架内安装有二号电机,所述二号电机输出端与活动压板连接,利用二号电机带动活动压板、托板携带其上的砂纸进行转动转移。
12、进一步地,所述活动压板前端贴合安装有同尺寸的调整板,并在活动压板中间位置固定穿设有调整气缸,该调整气缸输出端与调整板背部传动连接。
13、进一步地,所述码垛板两侧均安装有活塞桶,该活塞桶前端通过螺纹旋合安装有堵头,在堵头内滑动密封安装有活塞件,并在堵头中心处滑动穿设有与活塞件一侧连接的驱动杆,所述活塞桶顶部一侧分别连通安装有一号进管、一号出管,在活塞桶顶部另一侧分别连通安装有二号进管、二号出管;
14、并在移动区远离活动压板一侧最前端滑动安装有清理腔件,该清理腔件在移动区内移动实现刮擦清理,并在清理腔件两侧并排连通安装有多组喷头,并在转动框架两侧对称安装有l形金属条,所述l形金属条滑动隐藏安装在移动区内底部与托板分离不接触,该l形金属条首尾分别与清理腔件内侧、驱动杆尾部连接,并在l形金属条内设有气道,该气道与清理腔件内互通,在l形金属条靠近活塞桶一侧连通安装有集中腔,该集中腔通过弹簧管分别与一号出管、二号出管连通。
15、实现砂纸快速叠放的码垛系统的方法,所述码垛方法具体包括如下步骤:
16、步骤1:首先针对砂纸的厚度对一号皮带输送机与二号皮带输送机之间间距的微调来适配不同厚度的砂纸进行主动输送,随即启动一号皮带输送机与二号皮带输送机对两者之间的砂纸进行主动的输送,推动砂纸连续的进入码垛机构内叠放码垛;
17、步骤2:其次通过调整机构在连续叠放码垛时,带动一号皮带输送机移动调整,能够跟随码垛机构内砂纸码垛高度适配上升调整,使得砂纸能够连续不间断的叠放码垛;
18、步骤3:随即通过码垛机构实现对码垛空间的调整,从而可配合不同尺寸的砂纸进行调节码垛;
19、步骤4:最终通过下料组件将砂纸进行集中夹紧并从码垛机构中退出,随后携带其上的砂纸进行转动,方便针对不同方向的转移下料,使得整体下料更加方便快捷,降低了人工的操作难度,将砂纸转移下料完成后,下料组件复位即可进行后续的码垛工作。
20、进一步地,所述步骤4中还包括下料组件在单次的下料过程中,能够对下料组件的移动路径进行刮擦以及喷吹清理,避免杂质堆积对下料组件的复位造成干扰。
21、与现有技术相比,本发明的有益效果是:
22、1、本发明启动一号皮带输送机与二号皮带输送机对两者之间的砂纸进行主动的输送,推动砂纸连续的进入码垛机构内叠放码垛,在连续叠放码垛时,启动一号电动模组,带动一号皮带输送机跟随滑座在滑轨上移动调整,能够跟随码垛机构内砂纸码垛高度适配上升调整,使得砂纸能够连续不间断的叠放码垛;
23、2、本发明通过设有码垛机构,启动一号电机,在正反牙丝杆与丝杆螺母的联动下带动两个移动件以及其上的侧压板相互靠近、相互远离移动,从而实现对码垛空间的两侧调整,之后启动调整气缸,推动调整板在活动压板内侧一定量前移对码垛空间的调整,从而可配合不同尺寸的砂纸进行调节码垛;
24、3、本发明通过设有下料组件,首先启动下压气缸,推动顶压板下移与码垛完成的砂纸接触,并与托板的配合下将砂纸进行集中夹紧,随后启动二号电动模组,拉动托板、活动压板以及顶压板从码垛机构中退出,随后启动二号电机带动活动压板、托板携带其上的砂纸进行转动,方便针对不同方向的转移下料,使得整体下料更加方便快捷,同时在下料过程中通过下料组件带动清理腔件在移动区内跟随前移后退复位对移动区内的杂质以及异物进行推动刮擦清理,避免杂质堆积对托板的复位造成干扰。
25、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
- 还没有人留言评论。精彩留言会获得点赞!