一种堆码包装流水线的制作方法
本发明涉及包装,特别涉及一种堆码包装流水线。
背景技术:
1、目前产品码跺流程复杂多样,这其中涉及到不同形状的堆码,如一字型堆码、二字型堆码、回字形堆码等,堆码过程中还涉及到添加各种类型或大小的填充物或各种纸板,并且需要根据走货需求,涉及到选择各种不同类型或不同尺寸的卡板进行堆码,根据走货方式,选择散装走货堆码或带板走货堆码。
2、由于上述流程复杂,因而一般采用人工方式对产品进行堆码,但是在一些堆码高度较高、堆码产品重量过大的情况下,采用人工堆码不仅难度大,而且存在人工搬机造成纸箱损坏或摔机的现象,并且人工堆码的方式效率也比较低下,成本也更高。
技术实现思路
1、本发明的主要目的是提供一种堆码包装流水线,旨在提供一种自动化程度高,能够在节省人工成本的同时,规避人工作业的安全风险的堆码包装流水线。
2、为实现上述目的,本发明提出的堆码包装流水线,包括:
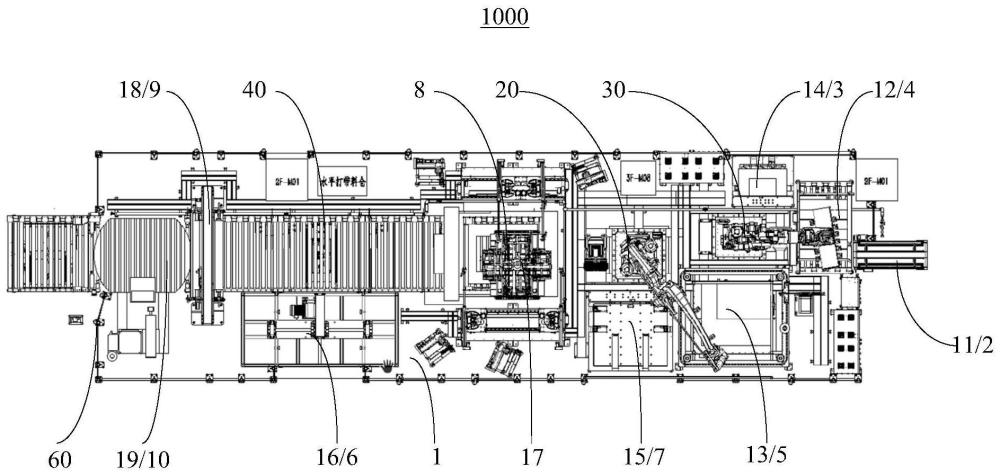
3、机座,形成有多个工位,多个所述工位包括产品上料工位、组列工位、单层围膜工位、填充上料工位、纸板上料工位、卡板上料工位、堆码工位、顶部覆膜工位以及整板围膜工位,其中,至少所述产品上料工位、所述组列工位、所述堆码工位、所述顶部覆膜工位以及整板围膜工位沿横向上依次设置;
4、产品上料装置,设于所述产品上料工位处,用于将产品上料至所述组列工位处;
5、填充物上料装置,设于所述填充上料工位处,用于将填充物上料至所述组列工位处;
6、组列装置,设于所述组列工位处,用于将自所述产品上料工位导入的多个产品以及自所述填充上料工位导入的填充物进行组列;
7、单层围膜装置,设于所述单层围膜工位处,用于对组列后的整层产品围膜,以形成单层产品;
8、卡板上料装置,设于所述卡板上料工位处,用于将卡板上料至所述堆码工位处;
9、纸板上料装置,设于所述纸板上料工位处,用于将纸板上料至所述堆码工位处;
10、组层堆码装置,用于将自所述卡板上料工位处导入的卡板、自所述纸板上料工位处导入的纸板、自所述单层围膜工位处导入的多个单层产品依次堆码于所述堆码工位处,以形成初堆整板产品;
11、预固定装置,设于所述堆码工位处,用于对处于所述堆码工位处的初堆整板产品组装护角和打带固定,以形成初固定整板产品;
12、顶部覆膜装置,设于所述顶部覆膜工位处,用于对所述初固定整板产品的顶部覆膜;以及,
13、整板围膜装置,设于所述整板围膜工位处,用于对已完成覆膜的所述初固定整板产品进行整板围膜。
14、可选地,所述产品上料装置包括:
15、第一上料架体;
16、第一传送机构,包括相对所述第一上料架体活动安装的第一输送带,用于供产品的下端搁置;以及,
17、防倒调节机构,包括沿所述第一输送带的长度方向延伸设置的两个第一防倒臂,两个所述第一防倒臂沿所述第一输送带的宽度方向间隔设置,且设于所述第一输送带的上方,两个所述第一防倒臂之间限定出限位空间,用于供产品的上端限位穿设,两个所述第一防倒臂之间的间距可调整。
18、可选地,所述填充物上料装置包括:
19、第二上料架体;
20、第一升降机构,包括沿上下方向活动安装的第一物料放置平台;
21、第一宽度定位机构,包括在纵向上活动安装的两个第一夹紧臂,两个所述第一夹紧臂同步活动,用于与所述第二上料架共同定位填充物的宽度方向的中心;以及,
22、第一长度定位机构,包括在横向上间隔设置的两个第二夹紧臂,两个所述第二夹紧臂相向同步活动,用于共同定位填充物的长度方向中心。
23、可选地,所述组列装置包括:
24、第三上料架体;
25、进机滚筒机构,包括多个沿横向上间隔设置,且沿纵向上延伸的进机滚筒,所述进机滚筒沿纵向上延伸的轴线转动安装;
26、组列滚筒机构,包括多个沿横向上间隔设置,且沿纵向上延伸的组列滚筒,所述组列滚筒沿纵向上延伸的轴线转动安装,所述组列滚筒处在所述进机滚筒纵向上的一侧;
27、推箱机构,包括沿纵向上活动安装的推箱臂;以及,
28、推箱防倒机构,包括沿纵向上活动安装的第二防倒臂;
29、其中,自所述产品上料工位导出的产品经过所述进机滚筒后,在所述推箱臂和所述第二防倒臂共同配合下,自所述进机滚筒处移动至所述组列滚筒处,并与移动至所述组列滚筒处的填充物进行组列。
30、可选地,所述单层围膜装置包括:
31、第四机架;
32、真空吸附平台,用于吸附固定移动至所述单层围膜工位处组列后的整层产品;
33、第二宽度定位机构,包括纵向活动安装的第一推板,用于在宽度方向上与所述第四机架共同定位组列后的整层产品;
34、第二长度定位机构,包括纵向活动安装的第二推板,用于在长度方向上与所述第四机架共同定位组列后的整层产品;
35、环形机构,包括环设于所述真空吸附平台周侧的环形滑轨以及滑动安装于所述环形滑轨的滑块;
36、第一放膜机构,设于所述滑块,用于在所述滑块的环形行程上,对整层产品进行围膜;以及,
37、第一切膜机构,用于对围膜完成后的膜带进行切膜处理。
38、可选地,所述卡板上料装置包括:
39、第五机架;
40、传送滚筒机构,包括多个沿纵向间隔排布的传送滚筒,各所述传送滚筒均能够沿横向延伸的轴线转动安装;
41、卡板提升机构,包括沿上下方向活动安装于所述第五机架的卡板提升座;
42、卡板叉取机构,包括沿横向上活动安装于所述卡板提升座的叉臂;以及,
43、防倒阻挡机构,包括沿横向上活动安装于所述第五机架的两个第三防倒臂,两个所述第三防倒臂在横向上相对或者背离活动,以限位整垛卡板;
44、其中,整垛卡板上料至所述卡板上料工位处的传送滚筒,所述卡板提升座配合所述叉臂活动至叉取上方的卡板,并向上抬升,以使得最下层的卡板留置于所述传送滚筒上,在所述传送滚筒传送出处于最下层的所述卡板后,所述卡板提升座配合所述叉臂放回抬升的多个所述卡板。
45、可选地,所述纸板上料装置包括:
46、第六机架;
47、第二升降机构,包括沿上下方向活动安装的第二物料放置平台;
48、第三宽度定位机构,包括在纵向上活动安装的两个第三夹紧臂,两个所述第三夹紧臂同步活动,用于与所述第六机架共同定位纸板的宽度方向的中心;以及,
49、第三长度定位机构,包括在横向上间隔设置的两个第四夹紧臂,两个所述第四夹紧臂相向同步活动,用于共同定位纸板的长度方向中心。
50、可选地,所述预固定装置包括:
51、第七机架;
52、定位滚筒机构,包括多个沿横向间隔设置,且沿纵向延伸的定位滚筒,各所述定位滚筒沿纵向延伸的轴线转动安装;
53、多个护角机构,环设于所述定位滚筒机构的周侧,用于将护角定位至初堆整板产品的边角处;以及,
54、水平打带机,用于在初堆整板产品的上下方向上打设多根环形箍带。
55、可选地,所述顶部覆膜装置包括:
56、第八机架;
57、覆膜滚筒机构,包括多个沿横向间隔设置,且沿纵向延伸的覆膜滚筒,各所述覆膜滚筒沿纵向延伸的轴线转动安装;
58、覆膜升降机构,包括沿上下方向活动安装的覆膜安装座;
59、放膜机构,包括活动安装于所述覆膜安装座的夹膜动力滚筒,用于拉出膜带;
60、拉膜机构和夹膜下拉机构,以牵引膜带并将其覆设于初固定整板产品的顶部;以及,
61、烫膜机构,包括熔断丝,用于对覆膜完成后的膜带进行热熔切断处理。
62、可选地,所述整板围膜装置包括:
63、第九机架;
64、移送滚筒机构,包括多个沿横向间隔设置,且沿纵向延伸的移送滚筒,各所述移送滚筒沿纵向延伸的轴线转动安装;
65、居中定位机构,包括沿纵向间隔设置的两个居中定位夹板,两个所述居中定位夹板相对或者相向活动安装,用于对已完成覆膜的所述初固定整板产品进行居中定位;以及,
66、围膜机构,包括沿上下方向活动安装的旋转机构,用于旋转所述初固定整板产品并完成整板围膜。
67、可选地,所述组层堆码装置包括:
68、码垛机器人,包括活动安装的第一机械手,所述第一机械手的行程能够活动至所述纸板上料工位、所述单层围膜工位处以及所述堆码工位;以及,
69、第一治具,设于所述第一机械手,所述第一治具包括多个第一吸盘,多个所述第一吸盘之间的位置可调整。
70、可选地,所述堆码包装流水线还包括移送装置,所述移送装置包括:
71、移送机器人,包括活动安装的第二机械手,所述第二机械手的行程能够活动至所述填充上料工位、所述组列工位以及所述单层围膜工位处;以及,
72、第二治具,设于所述第二机械手,所述第二治具包括多个第二吸盘,多个所述第二吸盘之间的位置可调整。
73、可选地,所述卡板上料工位处在所述堆码工位背向所述组列工位的一侧;
74、所述堆码包装流水线还包括双向传送装置,所述双向传送装置包括顶升移载滚筒机构,所述顶升移载滚筒机构包括:
75、第十机架,设于所述卡板上料装置在纵向上的一侧;
76、多个双向传送滚筒,沿横向上间隔设置,且在纵向上延伸设置,各所述双向传送滚筒均沿纵向上的轴线转动安装;
77、顶升移载机构,包括沿上下方向活动安装的顶升移载板,用于承接自所述卡板上料工位处沿纵向传送的卡板;以及,
78、升降阻挡机构,包括沿上下方向活动安装的阻挡杆,用于设于所述第十机架远离所述卡板上料装置的一端;
79、其中,沿纵向自所述卡板上料工位处传送的卡板移动至所述顶升移载板,在所述顶升移载板的活动行程上,所述卡板搁置于所述双向传送滚筒上,用于回传所述卡板至所述堆码工位。
80、可选地,所述堆码包装流水线还包括信息录入装置,所述信息录入装置包括周转卡板扫码枪、整板条码扫码枪中的至少一个。
81、可选地,所述堆码包装流水线还包括安全防护系统,所述安全防护系统包括安全防护网、安全门、磁吸门锁、安全光栅、真空报警器、低压报警器、扭力报警器、拉力报警器、安全警示器的至少一个。
82、在本发明技术方案中,所述堆码包装流水线包括机座,所述机座上形成有多个工位,所述堆码包装流水线还包括多个装置,多个装置分别对应设置于相应的工位处,其中有产品上料装置、填充物上料装置、组列装置、单层围膜装置、卡板上料装置、纸板上料装置、组层堆码装置、预固定装置、顶部覆膜装置以及整板围膜装置,上述装置能够依次上料单台产品、并使多个单台产品组列对齐并且添加填充物,而后将组列后的产品移送至所述单层围膜装置处,对组列后的单层产品进行初步的围膜固定,通过组层堆码系统堆放纸板,将固定后的单层产品依次堆码至堆码工位处,用于形成初堆整板产品,随后所述预固定装置对初堆整板产品进行装护角和打带固定,以形成初固定整板产品,最后对初固定整板产品进行输送和覆膜、扫码出货。在本技术所述的堆码包装流水线流转过程中,全程无需人工参与,自动化程度高,一方面能够减少人工成本,降低劳动强度,另一方面,能够减小人工作业的安全风险,实现包装车间的无人化生产,实现黑灯工厂,在本发明的技术方案中,整套流水线设施完备,具有很高的兼容性,可以根据电控方案满足不同的垛形要求、实现多样化的出货需求,适用范围广泛。
- 还没有人留言评论。精彩留言会获得点赞!