一种轴承滚子大小头自动化检测设备的制作方法
本技术涉及检测包装技术设备领域,尤其是涉及一种轴承滚子大小头自动化检测设备。
背景技术:
1、滚子轴承属于滚动轴承中的一种,是现代化机械中广泛运用的部件之一。它是依靠主要元件之间的滚动接触来支撑转动零件的。滚子轴承现大多已经标准化。滚子轴承具有启动所需力矩小、旋转精度高、选用方便等优点。
2、相关现有技术公开了轴承滚子包装收卷机。包括底座、入料传送带、用于承载包装薄膜的释放滚轮和包装滚子的包装组件;在使用时,滚子从入料传送带传输过来,然后进入到铜管内,并且释放滚轮能够释放薄膜,薄膜通过滚棒的导向进入到翻边管内(薄膜从平面变成圆曲面),并且套装在铜管外壁,然后进入到达卷套内(从圆曲面围成圆柱形),然后圆柱形薄膜继续前进会被加热模块加热,使叠加在一起的薄膜粘结在一起形成圆柱形,然后继续前进圆柱形薄膜会脱离铜管,此时铜管内的滚子能够流入薄膜内,完成包装工作,通过这样的设置快速自动的完成滚子的包装工作,提高工作效率。
3、针对上述中的相关技术,在包装轴承滚子时需要进行定向包装,因此在将轴承滚子放入包装收卷机内之前需要人工进行排序,使得轴承滚子的大头小头不出现错位的现象,但是人工操作的现象易导致效率低下,且在长时间工作之后,人工操作易出现误差。
技术实现思路
1、为了实现轴承滚子的大小头自动化检测,提高轴承滚子的包装效率和精度,本技术提供一种轴承滚子大小头自动化检测设备。
2、本技术提供的一种轴承滚子大小头自动化检测设备采用如下的技术方案:
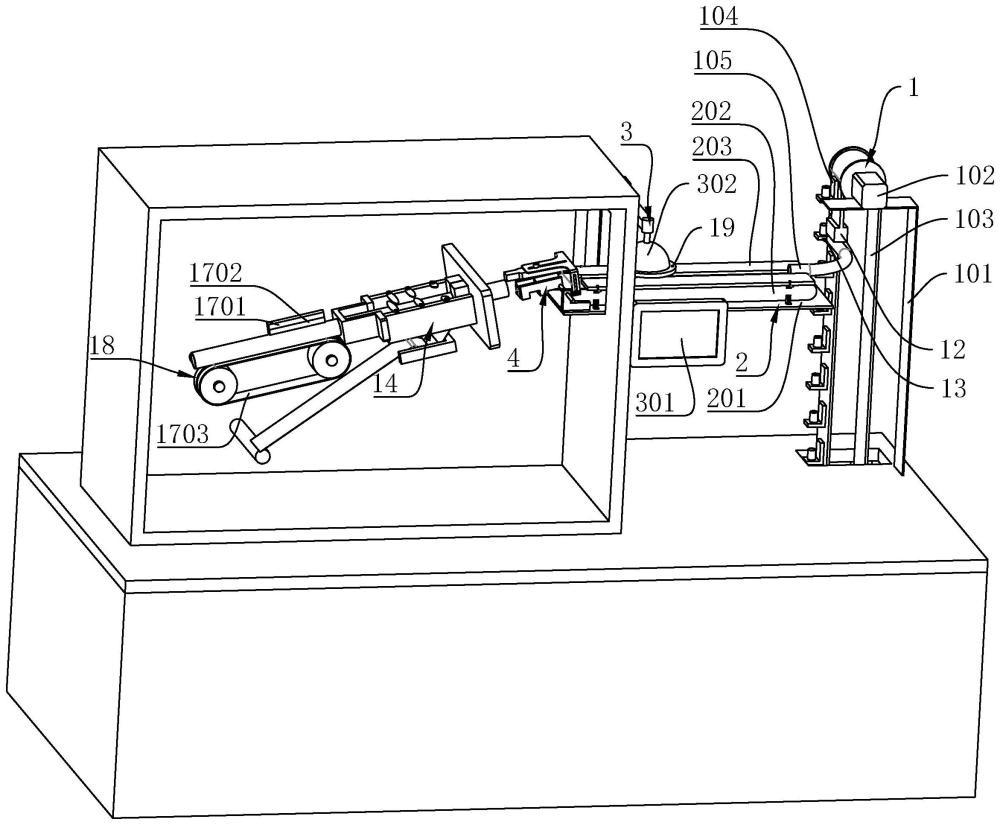
3、一种轴承滚子大小头自动化检测设备,包括上料机构、运输机构、深度视觉检测机构和二次检测机构,所述上料机构用于实现轴承滚子的上料,所述运输机构用于实现轴承滚子的运输,所述运输机构包括传送支座、传送带和限位板,所述传送带转动连接于所述传送支座,所述传送带的两侧均设置有限位板,所述限位板之间的距离大于轴承滚子的直径,所述深度视觉检测机构包括控制器和深度视觉检测件,所述深度视觉检测件安装于所述传送带的上方,所述深度视觉检测件电连接于所述控制器,所述深度视觉检测件用于检测轴承滚子的大小头朝向,并在检测到轴承滚子大小头错位时向控制器发送停止信号,所述控制器接收到停止信号之后控制机器整体暂停。
4、通过采用上述技术方案,上料机构和运输机构相互配合可以实现轴承滚子的自动化运输上料完成包装加工,在轴承滚子上料运输的过程中通过深度视觉检测件实时检测轴承滚子的状态,可以及时发现轴承滚子大小头错位的现象,并通过控制器实现整体设备的停止,人工来实现错位的轴承滚子的位置调整,方便快捷,运输包装加工效率高,精度高。
5、可选的,所述二次检测机构包括检测支座和限位板,所述检测支座沿着轴承滚子的运输方向上设置有检测槽,所述检测槽的直径小于轴承滚子的大头直径,大于轴承滚子的小头直径,所述检测支座沿着垂直于轴承滚子的运输方向上设置有调节槽,所述限位板滑动连接于所述调节槽内,所述限位板沿着滑动方向设置有腰型孔,腰型孔内插设有锁紧螺栓,所述锁紧螺栓螺纹连接于所述检测支座且所述锁紧螺栓的螺头直径大于腰型孔的宽度。
6、通过采用上述技术方案,除了视觉检测还设置有检测支座和限位板来实现二次机械检测,在轴承滚子小头朝下时,轴承滚子的小头会插设于检测槽内,并抵接于限位板,以此来实现轴承滚子的截停,此时人工可以实现位于检测支座处的轴承滚子的位置调整,方便快捷,进一步提高了轴承滚子的大小头的错位检测准确率。
7、可选的,所述限位板的材质可以是钨钢。
8、通过采用上述技术方案,钨钢材质的限位板可以实现提高限位板的结构强度,减少限位板为磨损而无法正常实现对于错位的轴承滚子的截停。
9、可选的,所述传送支座靠近所述检测支座的一侧设置有防脱离支架,所述防脱离支架位于所述检测支座的上方,所述防脱离支架上设置有调节孔,所述调节孔内插设有调节螺栓,所述调节螺栓的端部螺纹连接有柔性限位块,所述柔性限位块位于所述防脱离支架朝向所述检测支座的一侧。
10、通过采用上述技术方案,在轴承滚子运输时若速度过快,易出现从检测支座上飞起脱离的现象,防脱离支架以及柔性限位块的设置可在不影响轴承滚子运输效率的情况下,减少轴承滚子从检测支架上飞起脱离的现象,提高了轴承滚子的运输稳定性。
11、可选的,所述上料机构包括上料支架、驱动件、上料带、上料爪和上料管道,所述上料爪为多个且均匀设置于所述上料带的侧壁,所述上料带转动连接于所述上料支架,所述驱动件用于驱动所述上料带转动,所述驱动件电连接于所述控制器,所述上料管道的一端朝向所述传送带,另一端朝向所述上料带,所述上料管道靠近所述上料带的一侧还设置有磁性吸附件,所述磁性吸附件用于吸附轴承滚子,所述上料管道朝向上料带的一端还设置有上料承接板。
12、通过采用上述技术方案,在驱动件的驱动下,上料带可以实现带动上料爪不断进行循环运动,在上料爪运动的过程中将待运输的轴承滚子移动至上料管道处,在磁性吸附件的磁性吸附作用下,轴承滚子掉入上料管道内并在重力作用下滑移至传送带出。
13、可选的,所述二次检测机构远离所述传送带的一侧还设置有绕卷包装机构,所述绕卷包装机构包括包装支架、塑料薄膜架、包装管道、导向辊和绕卷限位板,所述塑料薄膜架用于绕卷储存塑料包装薄膜,所述导向辊转动连接于所述包装支架,所述包装管道安装于所述包装支架,所述包装管道的一端朝向所述二次检测机构,所述绕卷限位板上连接有定位螺栓,所述定位螺栓螺纹连接于所述包装支架,所述绕卷限位板设置有多组且沿着所述包装管道的运输方向逐渐靠近,所述绕卷限位板用于实现塑料薄膜的限位绕卷。
14、通过采用上述技术方案,在轴承滚子经过二次检测之后掉入包装管道内,塑料薄膜在绕卷限位板的限位挤压下从平铺状态转化为绕卷状态,绕卷状态的塑料薄膜套设于包装管道的周壁,轴承滚子穿过包装管道之后进入绕卷的塑料薄膜内完成包装,方便快捷。
15、可选的,所述绕卷限位板上设置有腰型孔,所述定位螺栓插设于腰型孔内,所述定位螺栓的螺头朝向所述包装支架的一侧设置有垫片,所述垫片的直径大于腰型孔的宽度。
16、通过采用上述技术方案,腰型孔和定位螺栓的设置可以实现对于绕卷限位板的位置调整,以此来适配不同的塑料薄膜绕卷要求,垫片的设置可以实现提高绕卷限位板的定位稳定性。
17、可选的,所述包装支架的一侧还设置有热封机构,所述热封机构包括热封支架、电加热板和运输带,所述运输带转动连接于所述热封支架,所述电加热板安装于所述热封支架,所述包装管道的一端位于所述电加热板和所述运输带之间,所述运输带上设置有凹槽,所述包装管道插设于所述凹槽内。
18、通过采用上述技术方案,电加热板的设置可实现绕卷的塑料薄膜的侧边热封,运输带上凹槽的设置可以实现提高运输带于塑料薄膜之间的接触面积,提高塑料薄膜的运输稳定性。
19、可选的,所述深度视觉检测件上还设置有警报器,所述警报器电连接于所述控制器,在所述深度视觉检测件检测到轴承滚子大小头错位时向控制器发送停止信号,所述控制器在接收到停止信号之后控制所述警报器发出声光警报。
20、通过采用上述技术方案,警报器的设置可以实现对于操作人员的体型,便于操作人员及时发现位于深度视觉检测件处的异常。
21、可选的,当所述深度视觉检测件检测到轴承滚子停止运输时,向控制器发送停止信号,所述控制器在接收到停止信号之后控制所述警报器发出声光警报。
22、通过采用上述技术方案,在二次检测机构处发生异常,轴承滚子被限位板挡住时警报器也会发出警报,便于及时处理。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.在轴承滚子的运输包装过程中设置深度视觉检测机构和二次检测机构实现对于轴承滚子的视觉检测和机械检测,大大提高对于轴承滚子的大小头错位检测准确率,在自动化工序状态下,提高了轴承滚子的运输包装消息和精度。
25、2.防脱离支架以及柔性限位块的设置即不影响轴承滚子的运输速度,又可以实现减少在检测支座处轴承滚子发生飞起脱离的现象,提高轴承滚子的运输稳定性。
- 还没有人留言评论。精彩留言会获得点赞!