一种砂芯自动送进送出装置的制作方法
本技术涉及砂型铸造,尤其涉及一种砂芯自动送进送出装置。
背景技术:
1、砂芯是铸造生产中用于制造型芯的材料,由铸造砂、型砂粘结剂等组成。而当砂芯内的铸件成型后,需要将砂芯敲碎(即称“去砂芯”),然后取出内部的铸件。
2、而现有铸件去砂芯时需将高温的砂芯先送到或放到在敲打工作台上,然后敲打装置(无论自动或者手动)打碎后,其铸件与砂芯分离时是混合在一起的,存在需要清理和分开,操作比较麻烦,同时还存在烫手的问题。
技术实现思路
1、本实用新型的目的在于提供一种砂芯自动送进送出装置,可将砂芯自动输送去敲打,且砂芯和铸件敲打后相互分离并能被自动地送出并完成自动清理,可提高工作效率,省时省力,也更加安全。
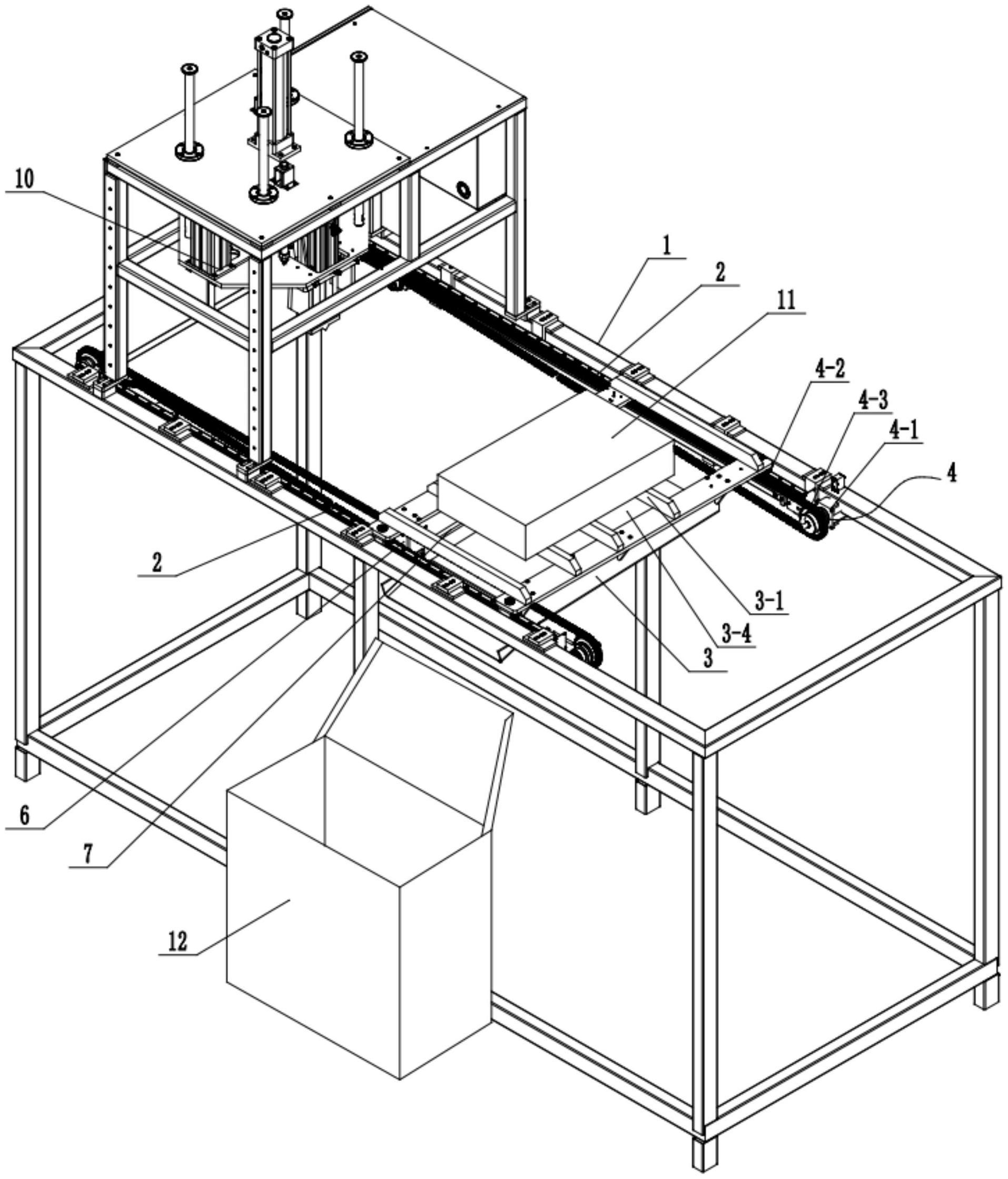
2、为实现上述目的,本实用新型采用的一种砂芯自动送进送出装置,其特征在于:包括输送架、两个横向导轨、托箱、第一驱动组件、清理推板、纵向导轨及第二驱动组件;该两个横向导轨分别固定在输送架上的两侧,该托箱两端分别与两个横向导轨滑动配合;该第一驱动组件用于驱动托箱沿所述横向导轨往复位移;该托箱上侧间隔设置有多个支撑条,该纵向导轨固定在托箱上;所述清理推板位于所述托箱内,该清理推板一端与纵向导轨滑动配合;所述第二驱动组件用于驱动清理推板沿所述纵向导轨往复位移;所述托箱一端设有出料槽。
3、采用上述方案,在使用时,将该砂芯(此时其内部含铸件,温度较高)放置在托箱上并被各所述支撑条所支撑,然后启动第一驱动组件工作并驱动托箱沿所述横向导轨位移到敲打砂芯装置的下方;然后启动敲打砂芯装置敲打工作而将砂芯并打碎,而细碎或小块状的砂芯从各所述支撑条之间的间隙中落入托箱内而被自动收集,而铸件则停留在各所述支撑条上并被支撑并冷却;然后可启动该第一驱动组件工作并驱动托箱沿所述横向导轨位移并远离敲打砂芯装置,即送出,等铸件冷却后取下;然后再启动所述第二驱动组件工作并驱动清理推板在托箱内朝向出料槽方向纵向位移,该清理推板会将所述托箱内砂芯(细碎或小块状)清理并外推到所述出料槽处而自动排出,然后可被收集箱接住,以完成对该托箱内砂芯的自动清空;然后再启动所述第二驱动组件工作并驱动清理推板在托箱内沿远离所述出料槽方向位移而复位。
4、因此本技术方案可实现砂芯自动输送去敲打,当砂芯和铸件分离后,而砂芯敲碎会自动掉进入托箱内收集,而铸件则在停留在支撑条上冷却,然后砂芯和铸件可被同时自动地送出,使整个去除砂芯的过程无需人工送进送出操作、不会烫手,砂芯可自动清理,方便重复使用,可提高工作效率,省时省力。
5、优选地,所述第一驱动组件包括第一电机、第一链条、第一主动链轮及第一从动链轮;所述第一电机输出端与第一主动链轮连接,所述第一主动链轮和第一从动链轮分别设置在输送架上并位于横向导轨长度方向的两侧;所述第一链条绕装在所述第一主动链轮和第一从动链轮上,该第一链条局部与托箱固接。
6、优选地,所述第二驱动组件包括第二电机、第二链条、第二主动链轮及第二从动链轮;所述第二电机输出端与第二主动链轮连接,所述第二主动链轮和第二从动链轮分别设置在托箱上并位于纵向导轨长度方向的两侧;所述第二链条绕装在所述第二主动链轮和第二从动链轮上,该第二链条局部与清理推板固接。
7、进一步地,还包括铸件放置架;所述铸件放置架位于所述托箱下方。可将铸件取下后统一堆放在在铸件放置架上,方便管理。
8、优选地,所述清理推板上具有连接板;该托箱侧壁上开设有条形槽,该连接板一端穿过所述条形槽后与纵向导轨滑动配合。
9、本实用新型的有益效果;
10、本实用新型可实现砂芯自动输送去敲打,当砂芯和铸件分离后,而砂芯敲碎会自动掉进入托箱内收集,而铸件则在停留在支撑条上冷却,然后砂芯和铸件可被同时自动地送出,使整个去除砂芯的过程无需人工送进送出操作、不会烫手,同时砂芯可自动清理,方便重复使用,可提高工作效率,省时省力。
技术特征:
1.一种砂芯自动送进送出装置,其特征在于:包括输送架(1)、两个横向导轨(2)、托箱(3)、第一驱动组件(4)、清理推板(5)、纵向导轨(6)及第二驱动组件(7);
2.如权利要求1所述的一种砂芯自动送进送出装置,其特征在于,所述第一驱动组件(4)包括第一电机(4-1)、第一链条(4-2)、第一主动链轮(4-3)及第一从动链轮(4-4);
3.如权利要求1所述的一种砂芯自动送进送出装置,其特征在于,所述第二驱动组件(7)包括第二电机(7-1)、第二链条(7-2)、第二主动链轮(7-3)及第二从动链轮(7-4);
4.如权利要求1所述的一种砂芯自动送进送出装置,其特征在于,还包括铸件放置架(8);所述铸件放置架(8)位于所述托箱(3)下方。
5.如权利要求1所述的一种砂芯自动送进送出装置,其特征在于,所述清理推板(5)上具有连接板(5-1);该托箱(3)侧壁上开设有条形槽(3-3),该连接板(5-1)一端穿过所述条形槽(3-3)后与纵向导轨(6)滑动配合。
技术总结
本技术涉一种砂芯自动送进送出装置,其特征在于:包括输送架、两个横向导轨、托箱、第一驱动组件、清理推板、纵向导轨及第二驱动组件;该两个横向导轨分别固定在输送架上的两侧,该托箱两端分别与两个横向导轨滑动配合;该第一驱动组件用于驱动托箱横向往复位移;该托箱上侧间隔设置有多个支撑条,所述清理推板位于所述托箱内,该清理推板一端与纵向导轨滑动配合;所述第二驱动组件用于驱动清理推板纵向往复位移;该托箱一端设有出料槽。本技术可实现砂芯自动输送去敲打,当砂芯和铸件分离后,而砂芯敲碎会自动掉进入托箱内收集,而铸件则在停留在支撑条上冷却,然后砂芯和铸件被同时自动地送出,不会烫手,可提高工作效率,省时省力。
技术研发人员:潘传君
受保护的技术使用者:重庆斯克特科技有限公司
技术研发日:20230103
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!