泡棉剥料与贴装装置的制作方法
本技术涉及机械自动化,尤其涉及泡棉剥料与贴装装置。
背景技术:
1、包裹泡棉轻软,在自动剥料时易导致产品变形偏位;取料不具通用性,使用人工抓取有变形的质量风险;使用机械手直接定位会导致贴装精度差,良率无法保证,且生产效率低。
技术实现思路
1、本实用新型的目的是提出一种泡棉剥料与贴装装置,可以解决上述技术问题中的至少一个,本实用新型的技术方案如下:
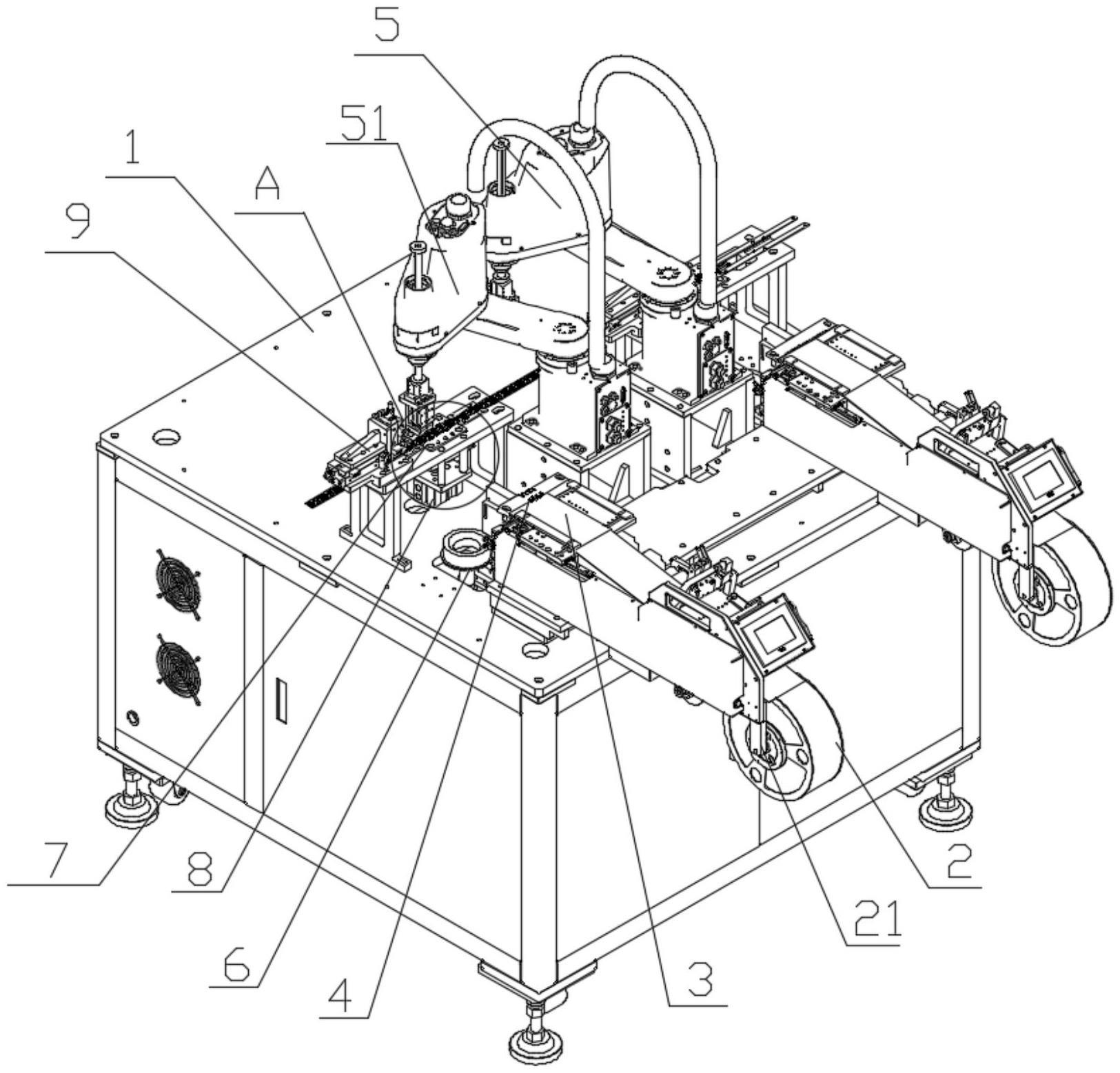
2、泡棉剥料与贴装装置,包括:机架,机架上设置有上料单元、剥料单元、第一定位单元、搬运单元、检测单元、过料单元、第二定位单元和拉料单元,上料单元输出的泡棉料带经过剥料单元,剥料单元能够进行泡棉与料带的分离,分离后的泡棉经过第一定位单元进行定位,钢带穿过过料单元并由第二定位单元进行定位;搬运单元能够吸取第一定位单元中的泡棉并转移至检测单元进行检测,搬运单元能够将检测合格的泡棉转移到过料单元进行贴装,贴装后的产品由拉料单元进行传送。
3、在一些实施方式中,上料单元包括安装架和放料架,放料架转动安装在安装架上,放料架能够放置料带。
4、在一些实施方式中,剥料单元包括剥料板、第一导向辊和第一收料部,上料单元输出的泡棉料带经过剥料板进行泡棉与料带的分离处理,第一导向辊和第一收料部设置在剥料板的下方,剥离后的料带经过第一导向辊和第一收料部收卷。
5、在一些实施方式中,第一定位单元设置在剥料板的出料方向上,第一定位单元为仿形定位工装,第一定位单元能够对泡棉进行初步定位。
6、在一些实施方式中,搬运单元包括机械手和取料组件,机械手设置于机架,取料组件设置于机械手的端部,机械手能够驱动取料组件将泡棉转移至检测单元进行检测,并将检测合格的泡棉转移至过料单元上的钢带进行贴装。
7、在一些实施方式中,检测单元为aoi视觉检测单元,检测单元通过控制装置与搬运单元通讯连接,检测单元拍摄搬运单元上泡棉的位置发送至控制装置,控制装置识别ng不良品,当识别结果为合格品时,搬运单元将吸取的泡棉转移到过料单元进行贴装。
8、在一些实施方式中,机架一侧设置有抛料盒,当识别结果为不良品时,搬运单元将吸取的泡棉转移至抛料盒。
9、在一些实施方式中,过料单元包括支架和载料板,支架固定在机架上,载料板固定在支架上,载料板上设置有料带槽供钢带通过。
10、在一些实施方式中,第二定位单元设置在载料板下方,第二定位单元包括驱动机构,驱动机构通过安装板固定在载料板下方,驱动机构的输出轴竖直向上,并且输出轴上连接有定位板,定位板上表面设置有定位销,载料板上设置若干通孔,通孔的位置与定位销的位置相对应,定位板在驱动机构的作用下沿垂直方向运动,定位板带动定位销运动,定位销穿过载料板对载料板上的钢带定位。
11、本实用新型的有益效果是,通过上料单元输出泡棉料带,剥料单元将泡棉和料带进行分离,分离后的泡棉在第一定位单元上进行初步定位,钢带在过料单元上由第二定位单元进行定位,搬运单元吸取第一定位单元上的泡棉后移动到检测单元进行检测,并根据检测结果对泡棉进行转移,检测合格的泡棉会转移到过料单元进行贴装,贴装后的产品由拉料单元传送至下一工站,并将以上操作循环,从而实现了泡棉快速、精准、稳定的自动剥料、定位、检测与贴装,提升了生产效率,节省了人力和时间,加工精度高,提高产品良率,提高产量。
12、另外,在本实用新型技术方案中,凡未作特别说明的,均可通过采用本领域中的常规手段来实现本技术方案。
技术特征:
1.泡棉剥料与贴装装置,其特征在于,包括:
2.根据权利要求1所述的泡棉剥料与贴装装置,其特征在于,所述上料单元(2)包括安装架(21)和放料架(22),所述放料架(22)转动安装在所述安装架(21)上,所述放料架(22)能够放置料带。
3.根据权利要求1所述的泡棉剥料与贴装装置,其特征在于,剥料单元(3)包括剥料板(31)、第一导向辊(32)和第一收料部(33),所述上料单元(2)输出的泡棉料带经过所述剥料板(31)进行泡棉与料带的分离处理,所述第一导向辊(32)和所述第一收料部(33)设置在所述剥料板(31)的下方,剥离后的料带经过所述第一导向辊(32)和所述第一收料部(33)收卷。
4.根据权利要求3所述的泡棉剥料与贴装装置,其特征在于,所述第一定位单元(4)设置在所述剥料板(31)的出料方向上,所述第一定位单元(4)为仿形定位工装,所述第一定位单元(4)能够对泡棉进行初步定位。
5.根据权利要求1所述的泡棉剥料与贴装装置,其特征在于,所述搬运单元(5)包括机械手(51)和取料组件(52),所述机械手(51)设置于所述机架(1),所述取料组件设置于所述机械手(51)的端部,所述机械手(51)能够驱动所述取料组件(52)将所述泡棉转移至所述检测单元(6)进行检测,并将检测合格的泡棉转移至所述过料单元(7)上的钢带进行贴装。
6.根据权利要求1所述的泡棉剥料与贴装装置,其特征在于,所述检测单元(6)为aoi视觉检测单元,所述检测单元(6)通过控制装置与所述搬运单元(5)通讯连接,所述检测单元(6)拍摄所述搬运单元(5)上泡棉的位置发送至控制装置,控制装置识别ng不良品,当识别结果为合格品时,所述搬运单元(5)将吸取的泡棉转移到所述过料单元(7)进行贴装。
7.根据权利要求6所述的泡棉剥料与贴装装置,其特征在于,所述机架(1)一侧设置有抛料盒,当识别结果为不良品时,所述搬运单元(5)将吸取的泡棉转移至所述抛料盒。
8.根据权利要求1所述的泡棉剥料与贴装装置,其特征在于,所述过料单元(7)包括支架(71)和载料板(72),所述支架(71)固定在所述机架(1)上,所述载料板(72)固定在所述支架(71)上,所述载料板(72)上设置有料带槽供钢带通过。
9.根据权利要求8所述的泡棉剥料与贴装装置,其特征在于,所述第二定位单元(8)设置在所述载料板(72)下方,所述第二定位单元(8)包括驱动机构(81),驱动机构(81)通过安装板(82)固定在所述载料板(72)下方,所述驱动机构(81)的输出轴竖直向上,并且输出轴上连接有定位板(83),所述定位板(83)上表面设置有定位销(84),所述载料板(72)上设置若干通孔,所述通孔的位置与所述定位销(84)的位置相对应,所述定位板(83)在所述驱动机构(81)的作用下沿垂直方向运动,所述定位板(83)带动所述定位销(84)运动,所述定位销(84)穿过所述载料板(72)对所述载料板(72)上的钢带定位。
技术总结
本技术公开了泡棉剥料与贴装装置,包括机架,机架上设置有上料单元、剥料单元、第一定位单元、搬运单元、检测单元、过料单元、第二定位单元和拉料单元,上料单元输出的泡棉料带经过剥料单元,剥料单元能够进行泡棉与料带的分离,分离后的泡棉经过第一定位单元进行定位,钢带穿过过料单元并由第二定位单元进行定位;搬运单元能够吸取第一定位单元中的泡棉并转移至检测单元进行检测,搬运单元能够将检测合格的泡棉转移到过料单元进行贴装,贴装后的产品由拉料单元进行传送。本技术实现了泡棉快速、精准、稳定的自动剥料、定位、检测与贴装,提升了生产效率,节省了人力和时间,加工精度高,提高产品良率,提高产量。
技术研发人员:贺捷,李伟华,韩毅,朱青
受保护的技术使用者:领胜城科技(江苏)有限公司
技术研发日:20230306
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!