一种斑马涂布极片的辊压换型辅助贴胶装置的制作方法
本技术涉及极片生产设备的,具体地,主要涉及一种斑马涂布极片的辊压换型辅助贴胶装置。
背景技术:
1、斑马涂布极片中间和两侧有极耳,辊压时极片的涂层区与极耳区延展不同,辊压后将导致极片起皱,例如申请公布号为cn113707839a的中国专利文件即公开了一种类似的条纹极片,通过贴胶的方式可解决辊压起皱的问题。
2、实际生产中,通过对极耳进行拉伸、延展也可以解决辊压起皱的问题,目前的延展方式是,在生产多极耳电芯辊压极片工艺时,在张力辊对应极片极耳位置贴胶带,垫高张力辊对应极片极耳的位置,使其形成台阶,通过台阶和张力,对极耳位置进行拉伸,实现换型操作。
3、但是,在实际生产时,现场采用人工贴胶的方式,一人手扶胶带控制贴胶对齐极片,一人缓慢转动张力辊带动胶带贴到张力辊上,这需要两人相互配合,边转动张力辊边控制贴胶对齐,贴胶效果难以把握,贴胶的精度低、效果差、速度慢,影响辊压换型效率。
4、在贴胶位置出现偏差、贴胶效果差的情况下,胶带对极耳区的拉伸效果将变差,导致换型慢和较大的换型报废量。
5、有鉴于此,需要对现有的贴胶技术进行改进。
技术实现思路
1、针对现有技术的不足,本实用新型提供一种斑马涂布极片的辊压换型辅助贴胶装置,以解决辊压换型贴胶定位不准、浪费人力的问题,提高贴胶精度、速度和辊压换型效率,减少人员投入。
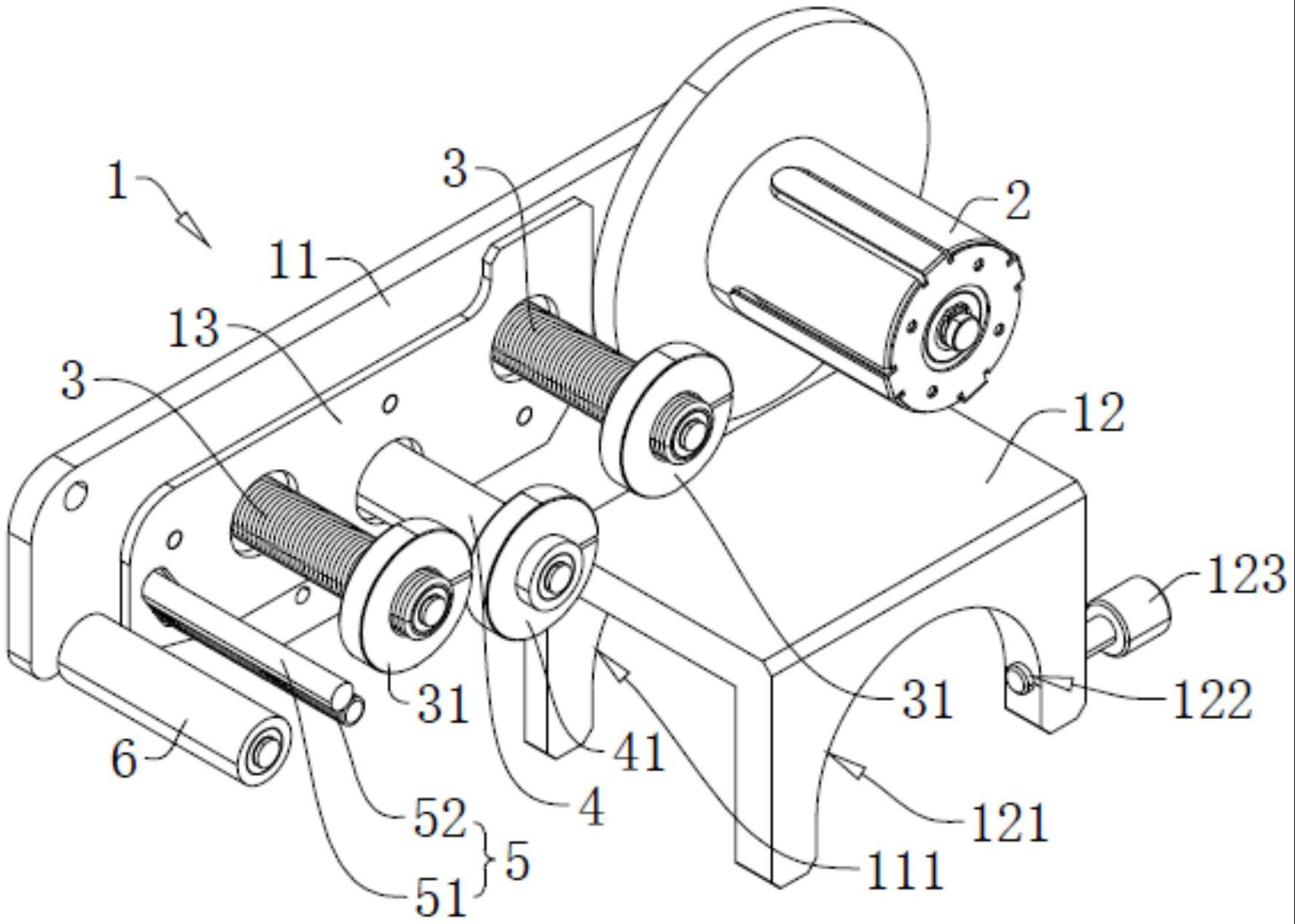
2、本实用新型公开的一种斑马涂布极片的辊压换型辅助贴胶装置,包括:安装座;胶卷座,所述胶卷座转动安装在所述安装座上;平辊,所述平辊转动安装在所述安装座上,所述平辊上设置有第二阻挡件;压辊,所述压辊转动安装在所述安装座上。
3、优选地,所述安装座上设置有锯齿辊。
4、优选地,所述锯齿辊上设置有第一阻挡件。
5、优选地,所述安装座上设置有夹紧辊,所述夹紧辊包括第一辊和第二辊,所述第一辊和所述第二辊均转动安装在所述安装座上。
6、优选地,所述第一辊具有光滑表面,所述第二辊的表面设有锯齿,所述第一辊和所述第二辊相贴。
7、优选地,所述胶卷座为阻尼辊。
8、优选地,所述安装座包括定位部和支撑部,所述定位部上开设有定位槽,所述支撑部上开设有支撑槽。
9、优选地,所述支撑部在所述支撑槽的侧壁上开设有连接孔,所述连接孔内安装有紧固件。
10、优选地,所述安装座还包括限位部,所述限位部安装在所述定位部上。
11、优选地,所述定位部为板状结构,所述限位部为板状结构,所述平辊穿过所述限位部,所述限位部设置在所述定位部与所述第二阻挡件之间。
12、本申请的有益效果在于:
13、贴胶时将本实用新型的贴胶装置通过定位槽和支撑槽卡在极片辊压装置的轴上,并使压辊紧靠张力辊,将胶带装在胶卷座上,绕过锯齿辊、平辊以及夹紧辊,在张力辊上对齐贴胶位置后,拧紧紧固件将装置固定在轴上,转动张力辊能够带动胶带自动放卷且自动贴到张力辊上;胶带在限位部、第一阻挡件和第二阻挡件的作用下能够保持一条直线,提高了贴胶的精度,另外,贴胶时只需一人操作转动张力辊,无需另一人手扶胶带控制对齐,减少了人力成本;
14、因此,本实用新型的斑马涂布极片的辊压换型辅助贴胶装置,贴胶定位更加准确,提高了贴胶精度、速度和辊压换型效率,减少了人员投入。
技术特征:
1.一种斑马涂布极片的辊压换型辅助贴胶装置,其特征在于,包括:
2.根据权利要求1所述的斑马涂布极片的辊压换型辅助贴胶装置,其特征在于,所述安装座(1)上设置有锯齿辊(3)。
3.根据权利要求2所述的斑马涂布极片的辊压换型辅助贴胶装置,其特征在于,所述锯齿辊(3)上设置有第一阻挡件(31)。
4.根据权利要求1所述的斑马涂布极片的辊压换型辅助贴胶装置,其特征在于,所述安装座(1)上设置有夹紧辊(5),所述夹紧辊(5)包括第一辊(51)和第二辊(52),所述第一辊(51)和所述第二辊(52)均转动安装在所述安装座(1)上。
5.根据权利要求4所述的斑马涂布极片的辊压换型辅助贴胶装置,其特征在于,所述第一辊(51)具有光滑表面,所述第二辊(52)的表面设有锯齿,所述第一辊(51)和所述第二辊(52)相贴。
6.根据权利要求1-5任一所述的斑马涂布极片的辊压换型辅助贴胶装置,其特征在于,所述胶卷座(2)为阻尼辊。
7.根据权利要求1-5任一所述的斑马涂布极片的辊压换型辅助贴胶装置,其特征在于,所述安装座(1)包括定位部(11)和支撑部(12),所述定位部(11)上开设有定位槽(111),所述支撑部(12)上开设有支撑槽(121)。
8.根据权利要求7所述的斑马涂布极片的辊压换型辅助贴胶装置,其特征在于,所述支撑部(12)在所述支撑槽(121)的侧壁上开设有连接孔(122),所述连接孔(122)内安装有紧固件(123)。
9.根据权利要求7所述的斑马涂布极片的辊压换型辅助贴胶装置,其特征在于,所述安装座(1)还包括限位部(13),所述限位部(13)安装在所述定位部(11)上。
10.根据权利要求9所述的斑马涂布极片的辊压换型辅助贴胶装置,其特征在于,所述定位部(11)为板状结构,所述限位部(13)为板状结构,所述平辊(4)穿过所述限位部(13),所述限位部(13)设置在所述定位部(11)与所述第二阻挡件(41)之间。
技术总结
本技术公开了一种斑马涂布极片的辊压换型辅助贴胶装置,属于极片生产设备的技术领域,主要技术方案是,包括:安装座;胶卷座,所述胶卷座转动安装在所述安装座上;平辊,所述平辊转动安装在所述安装座上,所述平辊上设置有第二阻挡件;压辊,所述压辊转动安装在所述安装座上。本技术通过一种能够设置在极片辊压设备上的、具有对胶带进行放卷、定位、压紧等功能的辅助设备,解决了辊压换型贴胶定位不准、浪费人力的问题,提高了贴胶精度、速度和辊压换型效率,减少了人员投入。
技术研发人员:梁大榜,万磊,王中会,王润发,纪荣进,李聪,王诗龙,陈杰,郑明清,李载波
受保护的技术使用者:浙江锂威能源科技有限公司
技术研发日:20230301
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!