卷烟包装机上用小透端面折叠器调整工装的制作方法
本技术属于工装,具体涉及一种卷烟包装机上用小透端面折叠器调整工装。
背景技术:
1、当前卷烟包装质量对公司的发展尤为重要,特别是包装机的小透端部调整不当,容易导致折叠斜角不方正,小透端部长角等质量缺陷。为了保证包装质量,技术人员发现位于成型轮出口及端面热封烙铁之间的小包透明纸端面折叠部件,在高频率生产过程中,会产生位移或污染,影响小包透明纸折角质量,需定期检查、保养、调试。
2、如图4所示,小透玻璃纸端部成型过程,烟包进入成型轮之前,与玻璃纸包裹成u型,成型轮出口在端部顶部和底部折叠器对短边进行折叠,此时,底部折叠器和顶端折叠器之间间距和平行非常重要,玻璃纸厚度只有20-22um,稍微调整不好,造成折角斜和长角的质量隐患,多台设备生产,为保证质量的稳定性,多个机台统一调整,而且误差要小。因此需要反复调整才能达到要求,比较浪费时间。并且,小透端部折叠器所处位置空间狭小,测量难度大,测量偏差还会导致调整位置存在偏差,反复调整,反复实验,存在较大的质量风险。此外,调整过程缺乏既定的参考,只能依靠手动反复调试,存在大量重复性、浪费性劳动,调整耗时长,维修效率低。因此有必要提出改进。
技术实现思路
1、本实用新型解决的技术问题:提供一种卷烟包装机上用小透端面折叠器调整工装,本实用新型目的在于解决在包装机维修、保养过程中小盒透明纸端面折叠器所处位置空间狭小,测量难度大,测量存在偏差,调整精度低,存在质量风险的问题。
2、为达到上述目的,本实用新型采用的技术方案:
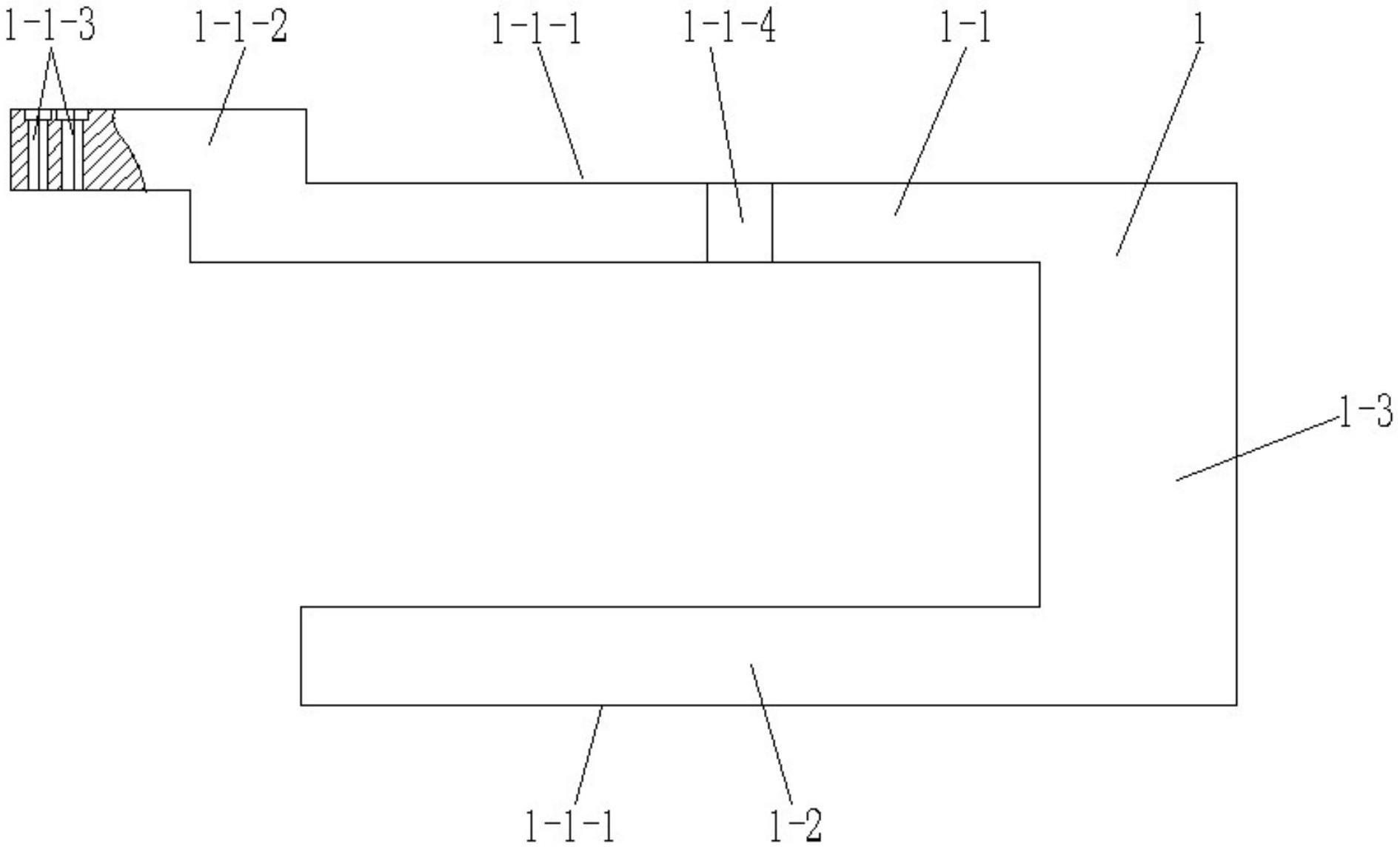
3、卷烟包装机上用小透端面折叠器调整工装,包括u型小透折叠器调整工装,所述u型小透折叠器调整工装是由外侧定位板、内侧定位板和连接底板连接构成的u型结构;
4、所述内侧定位板外侧面为内侧定位面且用于抵靠在小透玻璃纸折叠机构中顶端折叠器上进行定位;所述外侧定位板端头固定在包装机上的成型轮上进行定位,并且所述外侧定位板外侧面为外侧定位面且用于小透玻璃纸折叠机构中底端折叠器的安装定位,所述外侧定位面和内侧定位面相互平行且之间的距离根据烟包长度确定且也是卷烟包装机上小透玻璃纸折叠机构中底端折叠器和顶端折叠器之间的安装距离。
5、对上述方案的进一步限定,所述外侧定位面和内侧定位面之间的距离根据烟包长度确定且为88mm,且尺寸误差要求在0.05mm以下。
6、对上述方案的进一步限定,所述外侧定位面和内侧定位面平行度要求为0.04mm。
7、对上述方案的进一步限定,所述外侧定位面和内侧定位面表面粗糙度为0.08。
8、对上述方案的进一步限定,所述外侧定位板端头外侧固定设有用于与成型轮连接的定位连接块,所述定位连接块在外侧定位板端头外侧凸出形成与成型轮上成型轮盒模处的槽对应的台阶结构,所述定位连接块上设有两个与成型轮的盒模螺孔对应连接的固定螺孔。
9、对上述方案的进一步限定,两个所述固定螺孔的轴线平行度为0.04,两个所述固定螺孔之间的距离根据成型轮的两个盒模螺孔确定,两个所述固定螺孔之间的距离误差为0.02mm。
10、对上述方案的进一步限定,所述外侧定位板中部设有用于避免卷烟包装机上通道中突起的基准凹槽。
11、本实用新型与现有技术相比的优点:
12、1、本方案通过针对小盒透明纸端面折叠器的维修、保养、安装过程设计制作小透端面折叠器调整工装,将原有使用直尺、塞尺、游标卡尺等测量工具进行折叠器的位置校准改为一体化u型体外锁式定位工装,能够在狭小空间精确定位装置加入到维修工作当中,使得维修方便快捷,减小位置误差,缩短耗时,提升精度;
13、2、本方案将新型调整工装投入到轮保工作当中进行实验,发现新型调整工装能够在很短的时间内完成小透端部折叠器的对位校准工作,并且通过质量检测后发现小透端部的折叠更加美观符合工艺生产标准,减少了维修工作时长,节约劳动力,有效避免了次品的产生,也对包装生产效率有了提升。
技术特征:
1.卷烟包装机上用小透端面折叠器调整工装,其特征在于:包括u型小透折叠器调整工装(1),所述u型小透折叠器调整工装(1)是由外侧定位板(1-1)、内侧定位板(1-2)和连接底板(1-3)连接构成的u型结构;
2.根据权利要求1所述的卷烟包装机上用小透端面折叠器调整工装,其特征在于:所述外侧定位面(1-1-1)和内侧定位面(1-2-1)之间的距离根据烟包长度确定且为88mm,且尺寸误差要求在0.05mm以下。
3.根据权利要求1所述的卷烟包装机上用小透端面折叠器调整工装,其特征在于:所述外侧定位面(1-1-1)和内侧定位面(1-2-1)平行度要求为0.04mm。
4.根据权利要求1所述的卷烟包装机上用小透端面折叠器调整工装,其特征在于:所述外侧定位面(1-1-1)和内侧定位面(1-2-1)表面粗糙度为0.08。
5.根据权利要求1所述的卷烟包装机上用小透端面折叠器调整工装,其特征在于:所述外侧定位板(1-1)端头外侧固定设有用于与成型轮(2)连接的定位连接块(1-1-2),所述定位连接块(1-1-2)在外侧定位板(1-1)端头外侧凸出形成与成型轮(2)上成型轮盒模(5)处的槽对应的台阶结构,所述定位连接块(1-1-2)上设有两个与成型轮(2)的盒模螺孔(6)对应连接的固定螺孔(1-1-3)。
6.根据权利要求5所述的卷烟包装机上用小透端面折叠器调整工装,其特征在于:两个所述固定螺孔(1-1-3)的轴线平行度为0.04,两个所述固定螺孔(1-1-3)之间的距离根据成型轮(2)上的两个盒模螺孔(6)的距离确定,两个所述固定螺孔(1-1-3)之间的距离误差为0.02mm。
7.根据权利要求5所述的卷烟包装机上用小透端面折叠器调整工装,其特征在于:所述外侧定位板(1-1)中部设有用于避免卷烟包装机上通道中突起的基准凹槽(1-1-4)。
技术总结
提供一种卷烟包装机上用小透端面折叠器调整工装,属于工装技术领域,包括U型小透折叠器调整工装,U型小透折叠器调整工装是由外侧定位板、内侧定位板和连接底板连接构成的U型结构;内侧定位板外侧面为内侧定位面且用于抵靠在小透玻璃纸折叠机构中顶端折叠器上进行定位;外侧定位板端头固定在包装机上的成型轮上进行定位,并且外侧定位板外侧面为外侧定位面且用于小透玻璃纸折叠机构中底端折叠器的安装定位,外侧定位面和内侧定位面相互平行且之间的距离根据烟包长度确定。本技术解决了在包装机维修、保养过程中小盒透明纸端面折叠器所处位置空间狭小,测量难度大,测量存在偏差,调整精度低,存在质量风险的问题。
技术研发人员:罗文成,郭强,章力苹,罗荣锋,林丹,王涛,何旭,雷建,张军,唐军山
受保护的技术使用者:陕西中烟工业有限责任公司
技术研发日:20230313
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!