一种用于泡棉片材生产的倒卷装置的制作方法
本技术属于泡棉片材生产设备,具体涉及一种用于泡棉片材生产的倒卷装置。
背景技术:
1、聚烯烃发泡材料在成品生产时需要收纳成卷材,收卷是整个产线的最后环节,产线上的收卷装置如图1和2所示,主要包括对压牵引辊11和收卷辊22,它们分别由对压牵引辊电机33和收卷辊电机44单独控制,主要保证连续生产的卷材收卷平稳。
2、但是发泡材料在收卷时存在纵向拉伸问题,收卷张力不可控,收卷卷材时松时紧,后续分切时片材间存在间隙,影响产品使用;并且片材横向厚度均匀性不好,收卷时会出现打折现象,收好的卷材会出现类似搓衣板的波浪状表观。特别是在1mm厚度以下薄片及幅宽超过1200mm的产品生产时这些现象尤为严重。
3、现有的处理方式通常是人为调节产线上牵引辊及收卷辊的速度来控制收卷出现的异常,费时费力,且效果不佳;并且由于产线上卷材持续收卷,出现异常只能划断片材后换卷,造成不必要的浪费。
4、综上,现有的收卷装置无法满足正常收卷的需要。
技术实现思路
1、针对现有技术的以上缺陷或改进需求中的一种或者多种,本实用新型提供了一种用于泡棉片材生产的倒卷装置,用于正常产线的线下修复作业,能够保证厚度较小及幅宽较大片材生产的正常收卷。
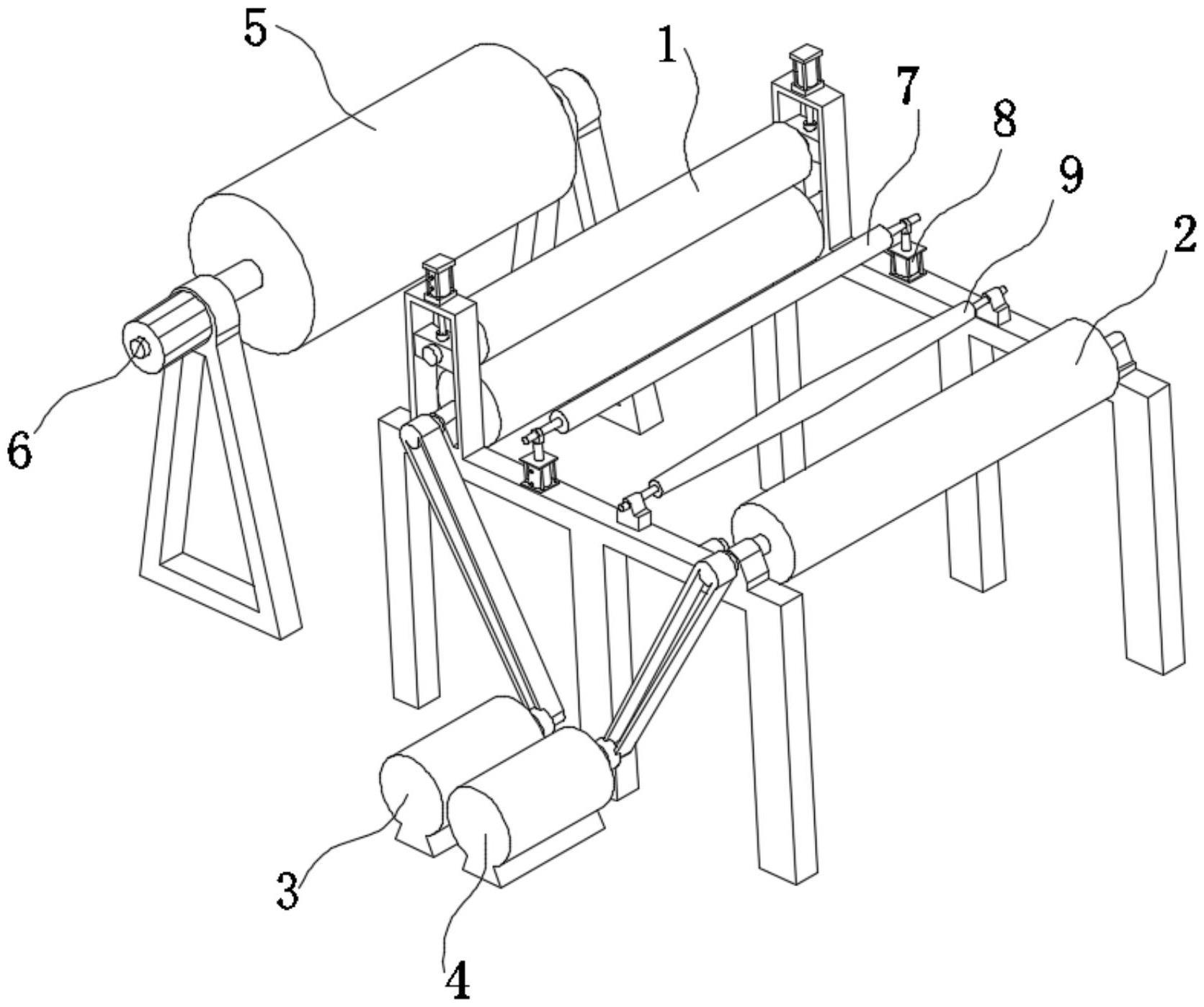
2、为实现上述目的,按照本实用新型的一个方面,提供一种用于泡棉片材生产的倒卷装置,机架上设置的对压牵引辊;
3、所述对压牵引辊一侧设有放卷辊,另一侧依次设有压力过辊、第一展开辊以及收卷辊;
4、所述压力过辊两端与底部的恒压气缸连接,恒压气缸设于机架上,放卷辊上的片材能够穿过对压牵引辊并压于所述压力过辊上,同时经过第一展开辊底部收于收卷辊上;
5、所述压力过辊的顶面高度需高于对压牵引辊间的切面高度。
6、作为本实用新型的进一步改进,所述第一展开辊的辊径从中间至两端逐渐减小。
7、按照本实用新型的另一个方面,提供一种用于泡棉片材生产的倒卷装置,包括机架上设置的对压牵引辊;
8、所述对压牵引辊一侧设有放卷辊,另一侧依次设有第二展开辊、压力过辊、第一展开辊以及收卷辊;
9、所述压力过辊两端与底部的恒压气缸连接,恒压气缸设于机架上,放卷辊上的片材能够穿过对压牵引辊以及第二展开辊底部并压于压力过辊上,同时经过第一展开辊底部收于收卷辊上。
10、作为本实用新型的进一步改进,所述第一展开辊和第二展开辊在压力过辊两侧对称设置,即三者的截面呈以压力过辊为顶点的等腰三角形。
11、作为本实用新型的进一步改进,所述第一展开辊和/或第二展开辊的辊径从中间至两端逐渐减小。
12、作为本实用新型的进一步改进,所述放卷辊设于放卷架上,所述放卷架上对应放卷辊端部设有磁粉控制器。
13、作为本实用新型的进一步改进,所述压力过辊和机架之间设置恒压气缸,所述恒压气缸的固定端与机架连接,活塞端与所述压力过辊端部连接。
14、作为本实用新型的进一步改进,所述对压牵引辊包括上下平行设置的主动辊和从动辊,所述主动辊与机架固定连接,并通过轴承绕其转动,所述从动辊两端顶部设置有对应的气缸,通过气缸的伸缩控制从动辊和主动辊相对移动。
15、作为本实用新型的进一步改进,所述对压牵引辊的主动辊至少一端与该端对应的对压牵引辊电机连接。
16、作为本实用新型的进一步改进,所述收卷辊至少一端与该端对应的收卷辊电机连接。
17、总体而言,通过本实用新型所构思的以上技术方案与现有技术相比,具有以下有益效果:
18、(1)本实用新型的用于泡棉片材生产的倒卷装置,片材由于收卷速度及自身的材料特性会产生片材张力,当从压力过辊穿过时,通过恒压气缸活塞伸缩来改变收卷压辊对片材的受力,进而控制片材收卷时的张力。本实用新型用于正常产线的线下修复作业,利用倒卷装置对正常产线初步收卷的卷材重新进行收卷,能够保证厚度较小及幅宽较大片材生产的正常收卷。
19、(2)本实用新型的用于泡棉片材生产的倒卷装置,既可以在压力过辊两侧设置对称的展开辊,也可以将压力过辊高度设置为高于对压牵引辊间的切面高度,使得片材的压力有效传递至压力过辊上,动态调整片材张力。
20、(3)本实用新型的用于泡棉片材生产的倒卷装置,片材从展开辊穿过时,锥面辊设计将片材舒展平整,不会因为横向厚度均匀性不好导致收卷波浪外观及打折。
21、(4)本实用新型的用于泡棉片材生产的倒卷装置,在放卷辊端部磁控控制器的作用下,能够给放卷架提供反方向的收卷力,使对压牵引辊转动时对压牵引辊与放卷架之间的片材保持平整不堆积。
技术特征:
1.一种用于泡棉片材生产的倒卷装置,其特征在于,包括机架上设置的对压牵引辊(1);
2.根据权利要求1所述的用于泡棉片材生产的倒卷装置,其特征在于,所述第一展开辊(9)的辊径从中间至两端逐渐减小。
3.一种用于泡棉片材生产的倒卷装置,其特征在于,包括机架上设置的对压牵引辊(1);
4.根据权利要求3所述的用于泡棉片材生产的倒卷装置,其特征在于,所述第一展开辊(9)和第二展开辊(10)在压力过辊(7)两侧对称设置,即三者的截面呈以压力过辊为顶点的等腰三角形。
5.根据权利要求3所述的用于泡棉片材生产的倒卷装置,其特征在于,所述第一展开辊(9)和/或第二展开辊(10)的辊径从中间至两端逐渐减小。
6.根据权利要求1-5任一项所述的用于泡棉片材生产的倒卷装置,其特征在于,所述放卷辊(5)设于放卷架上,所述放卷架上对应放卷辊(5)端部设有磁粉控制器(6)。
7.根据权利要求1-5任一项所述的用于泡棉片材生产的倒卷装置,其特征在于,所述恒压气缸(8)的固定端与机架连接,活塞端与所述压力过辊(7)端部连接。
8.根据权利要求1-5任一项所述的用于泡棉片材生产的倒卷装置,其特征在于,所述对压牵引辊(1)包括上下平行设置的主动辊和从动辊,所述主动辊与机架固定连接,并通过轴承绕其转动,所述从动辊两端顶部设置有对应的气缸,通过气缸的伸缩控制从动辊和主动辊相对移动。
9.根据权利要求8所述的用于泡棉片材生产的倒卷装置,其特征在于,所述对压牵引辊(1)的主动辊至少一端与该端对应的对压牵引辊电机(3)连接。
10.根据权利要求1-5或9任一项所述的用于泡棉片材生产的倒卷装置,其特征在于,所述收卷辊(2)至少一端与该端对应的收卷辊电机(4)连接。
技术总结
本技术公开了一种用于泡棉片材生产的倒卷装置,包括机架上设置的对压牵引辊;所述对压牵引辊一侧设有放卷辊,另一侧依次设有压力过辊、第一展开辊以及收卷辊;所述压力过辊两端与底部的恒压气缸连接,恒压气缸设于机架上,放卷辊上的片材能够穿过对压牵引辊并压于所述压力过辊上,同时经过第一展开辊底部收于收卷辊上;或者对压牵引辊另一侧依次设有第二展开辊、压力过辊、第一展开辊以及收卷辊;放卷辊上的片材能够穿过对压牵引辊以及第二展开辊底部并压于压力过辊上,同时经过第一展开辊底部收于收卷辊上。本技术的倒卷装置,用于正常产线的线下修复作业,能够保证厚度较小及幅宽较大片材生产的正常收卷。
技术研发人员:胡远生,魏琼
受保护的技术使用者:湖北祥源高新科技有限公司
技术研发日:20230330
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!