一种角码输送装置的制作方法
本技术涉及门窗加工,尤其涉及一种角码输送装置。
背景技术:
1、铝合金门窗组装自动化流水线已经成为门窗生产厂家的首选设备,该生产线仅限于型材的切割和各种孔的加工以及型材的组角;其中,组角是其中一个重要环节,组角就是将门窗四个边(即四根型材)在端部通过角码连接,在门窗拐角处将两根型材连接,四个拐角通过角码连接形成窗框,角码的安装过程称为组角,组角环节对提高整个组装效率具有关键作用。
2、现有技术中,如公开号为cn216990679u、公开日为2022年07月19日的专利文献公开的一种门窗加工用同步组角生产线,组角床身上安装有相配合的组角机头一、组角机头二、组角机头三和组角机头四,共同动作完成铝门窗的组角工作,其能够同时对框料的四个角进行组角,但是,其并没有公开如何对角码进行储存以及如何将角码输送到组角机头处,并未考虑角码的输送问题,而角码的输送对组角效率具有较大的影响。虽然公开号为cn208034057u、公开日为2018年11月02日的专利文献公开了一种角码上料装置,其通过挤压件挤压固定设定位置的角码,设定位置下方的角码落在翻转件上,推料件从角码收纳盒的推料口伸入并将翻转件上的角码从出料口推出至接料件上,但是,角码的角朝上,并非平放,对于平放安装角码的型材来说,推出后需要进行翻转,增加翻转机构,致使结构复杂、工序多,影响效率,并且其适用的角码较宽,开口朝上时能稳定叠放,而对于较窄的角码堆叠定位并不适用。
技术实现思路
1、本实用新型的目的在于,针对现有技术中门窗组角过程中角码堆叠定位及输送问题,提出并设计一种角码输送装置。
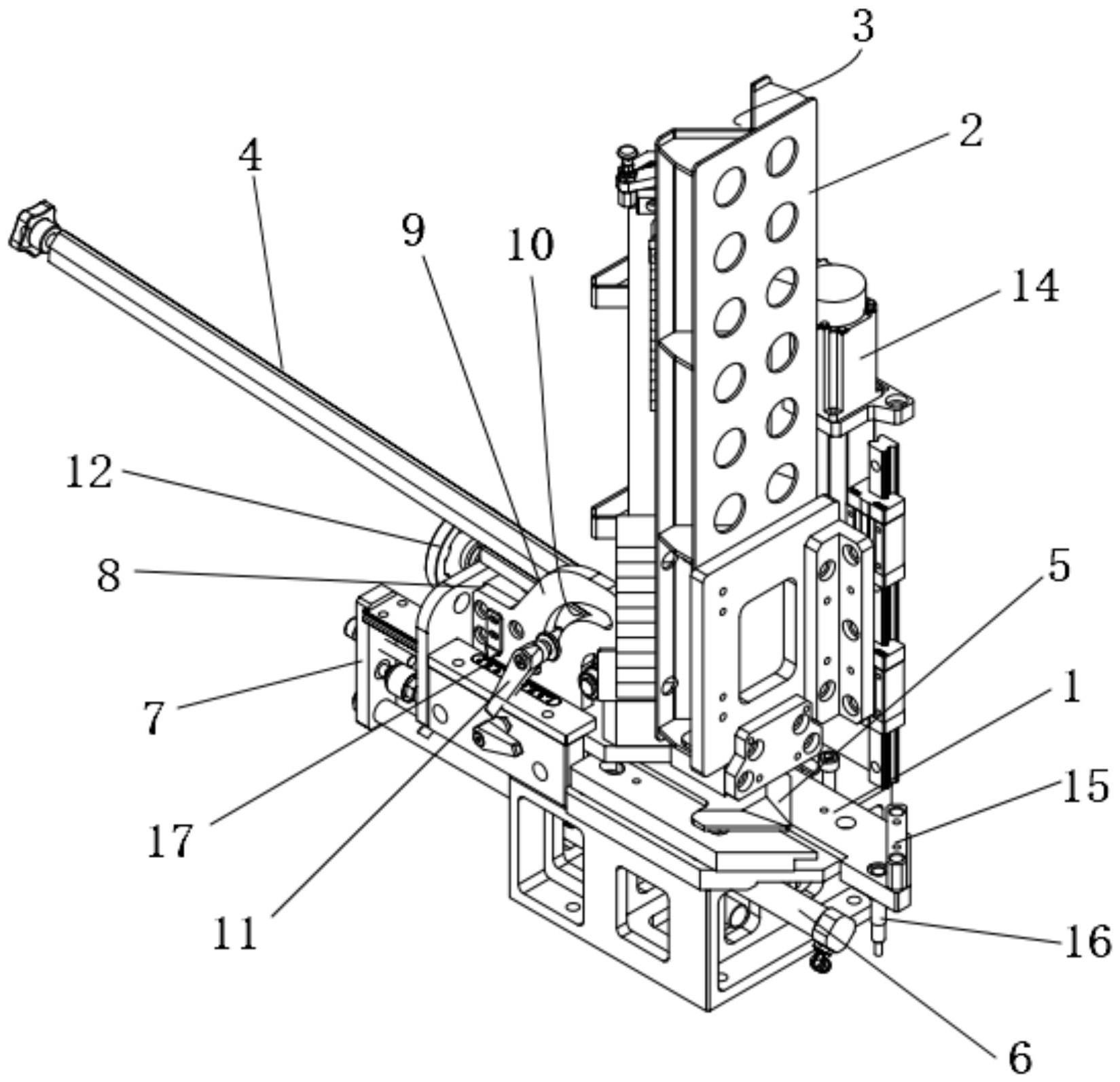
2、本实用新型为解决上述技术问题所采用的技术方案是:一种角码输送装置,包括定位台,定位台上设置有竖向布置的外定位体,外定位体的底部与定位台的角码放置面之间具有间隙,定位台上设置有推动组件,外定位体上具有拐角,面向拐角的一侧设置有内转动定位杆,内转动定位杆转动到竖向状态时与外定位体之间形成角码定位通道。通过设置带有拐角的外定位体,与角码适配,使角码平放时角码的两条边能够抵靠在拐角的两侧边上,具有对角码定位的作用,并且竖向布置,能够满足多个角码叠放要求,角码堆叠放置到外定位体的拐角处后,通过转动内转动定位杆,对角码开放的一侧进行限位,与外定位体基本平行,均处于竖直状态,内转动定位杆与外定位体之间就形成了堆叠角码的竖向定位通道,即对角码两侧限位,最下方的角码位于外定位体的底部与定位台之间的间隙处,通过推动组件将最下方的角码从该间隙处推出至下一环节,而倒数第二层的角码会被外定位体阻挡不会随推动组件推出,当最下方的角码被推出后,其上方的的角码下落,倒数第二层的角码下落至外定位体的底部与定位台之间的间隙处成为最下方的角码。实现了对于层叠平放角码的定位及单个取出,实现从多个角码中单个取出环节的自动化,加快了整个门窗组角速度,提高了组角效率。
3、进一步的,定位台上滑动安装有内定位滑台,内转动定位杆安装于内定位滑台上,内定位滑台能够靠近或远离外定位体移动。通过设置能够在定位台上滑动的内定位滑台,带动内转动定位杆移动,能够调节相对外定位体之间的位置,进而调节角码定位通道的大小以满足所有常规角码的宽度尺寸要求。
4、进一步的,内定位滑台通过丝杠副与定位台之间传动连接,丝杠副上连接手轮,通过转动手轮使丝杠副进行传动进而带动内定位滑台移动,实现与外定位体的相对距离可调。内定位滑台的滑动方向上设置有刻度线,内定位滑台上设置有指针,方便更加准确的调整尺寸。
5、进一步的,内定位滑台上设置有摆臂,摆臂上设置有弧形限位槽,内转动定位杆沿弧形限位槽转动,并且内转动定位杆与摆臂之间设置有锁紧把手。弧形限位槽能够对内转动定位杆的转动幅度进行限制,当转动一定幅度后,能够使用锁紧把手将内转动定位杆锁紧,保持该位置不动。
6、进一步的,推动组件包括气缸,气缸的活塞杆连接有气缸连接板,气缸连接板上设置有顶板,顶板能够穿插于外定位体的底部与定位台的角码放置面之间的间隙。通过气缸驱动顶板将角码推到一定位置处。
7、进一步的,外定位体上连接有升降驱动组件。升降驱动组件包括伺服电机和滚珠丝杠副,伺服电机通过滚珠丝杠副与外定位体连接,能够带动外定位体升降,进而调节外定位体与定位台的角码放置面之间的间隙,适应不同厚度尺寸的角码。
8、进一步的,定位台上设置有定位板,定位板位于角码的推动方向上。进一步的,定位板与外定位体拐角处的其中一个边平行。当顶板推动角码到达定位板处,顶板缩回,定位板对角码起到定位作用,使角码在该位置姿态准确,以保证角码进入下一动作环节的顺利运行。
9、进一步的,定位台上靠近定位板的位置设置有检测开关,用于检测角码是否顶到定位板处。
10、从以上技术方案可以看出,本实用新型具有以下优点:
11、本方案提供了一种角码输送装置,通过设置带有拐角的外定位体,与角码适配,使角码平放时角码的两条边能够抵靠在拐角的两侧边上,具有对角码定位的作用,并且竖向布置,能够满足多个角码叠放要求,角码堆叠放置到外定位体的拐角处后,通过转动内转动定位杆,对角码开放的一侧进行限位,与外定位体基本平行,均处于竖直状态,内转动定位杆与外定位体之间就形成了堆叠角码的竖向定位通道,即对角码两侧限位,最下方的角码位于外定位体的底部与定位台之间的间隙处,通过推动组件将最下方的角码从该间隙处推出至下一环节,而倒数第二层的角码会被外定位体阻挡不会随推动组件推出,当最下方的角码被推出后,其上方的的角码下落,倒数第二层的角码下落至外定位体的底部与定位台之间的间隙处成为最下方的角码。实现了对于层叠平放角码的定位及单个取出,实现从多个角码中单个取出环节的自动化,加快了整个门窗组角速度,提高了组角效率。
技术特征:
1.一种角码输送装置,包括定位台,定位台上设置有竖向布置的外定位体,外定位体的底部与定位台的角码放置面之间具有间隙,定位台上设置有推动组件,其特征在于,外定位体上具有拐角,面向拐角的一侧设置有内转动定位杆,内转动定位杆转动到竖向状态时与外定位体之间形成角码定位通道。
2.如权利要求1所述的角码输送装置,其特征在于,定位台上滑动安装有内定位滑台,内转动定位杆安装于内定位滑台上,内定位滑台能够靠近或远离外定位体移动。
3.如权利要求2所述的角码输送装置,其特征在于,内定位滑台通过丝杠副与定位台之间传动连接,丝杠副上连接手轮。
4.如权利要求2所述的角码输送装置,其特征在于,内定位滑台上设置有摆臂,摆臂上设置有弧形限位槽,内转动定位杆沿弧形限位槽转动,并且内转动定位杆与摆臂之间设置有锁紧把手。
5.如权利要求1-4任一所述的角码输送装置,其特征在于,推动组件包括气缸,气缸的活塞杆连接有气缸连接板,气缸连接板上设置有顶板,顶板能够穿插于外定位体的底部与定位台的角码放置面之间的间隙。
6.如权利要求1-4任一所述的角码输送装置,其特征在于,外定位体上连接有升降驱动组件。
7.如权利要求6所述的角码输送装置,其特征在于,升降驱动组件包括伺服电机和滚珠丝杠副,伺服电机通过滚珠丝杠副与外定位体连接。
8.如权利要求1所述的角码输送装置,其特征在于,定位台上设置有定位板,定位板位于角码的推动方向上。
9.如权利要求8所述的角码输送装置,其特征在于,定位台上靠近定位板的位置设置有检测开关。
10.如权利要求2所述的角码输送装置,其特征在于,内定位滑台的滑动方向上设置有刻度线,内定位滑台上设置有指针。
技术总结
本技术提供了一种角码输送装置,涉及门窗加工技术领域,采用的方案是:包括定位台,定位台上设置有竖向布置的外定位体,外定位体的底部与定位台的角码放置面之间具有间隙,定位台上设置有推动组件,外定位体上具有拐角,面向拐角的一侧设置有内转动定位杆,内转动定位杆转动到竖向状态时与外定位体之间形成角码定位通道。本技术带来的效果是:实现了对于层叠平放角码的定位及单个取出,实现从多个角码中单个取出环节的自动化,加快了整个门窗组角速度,提高了组角效率。
技术研发人员:姚焕玲,张志刚,张顺,王剑,王德贺
受保护的技术使用者:山东雷德数控机械股份有限公司
技术研发日:20230407
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!