一种集瓶装置的制作方法
本技术涉及收集装置,特别涉及一种集瓶装置。
背景技术:
1、工厂生产产品时,时常受场地和规划时效的影响,生产流程并非是连续不断的。往往需要将半成品的瓶体或者未完成其他工序流程的瓶体整齐的收集到中转盘,在需要的时间再转运至下一工序流程所在位置,进行后续地生产。而将瓶子收集到中转盘在过去往往是由人工手动完成,数量庞大,特别是对于小体积的物料,操作难度高,工人的劳动强度大。
2、中国专利cn201810803971.8公开了一种进瓶装盘方法及装置,其中装置包括瓶体输送件、输送集瓶机构、扶瓶板、分瓶机构、挡瓶板和装盘机构,采用该装置虽然能够一定程度上将瓶体之间保持紧密,但是分瓶过程中由于分瓶装置一次推动太多排瓶体,仍然用于出现挤压碎瓶的问题,而且瓶体较多,无法排列整齐;
3、中国专利cn201710937234.2公开了一种输瓶系统,包括依次相互对接的进瓶工位、第一缓冲工位、第二缓冲工位和出瓶工位,通过设置缓冲工位防止碎瓶,但是该专利虽然减少了前端瓶体的积压,但是后端收集瓶体进入灭菌盘的过程仍然由于多排瓶体容易出现瓶体挤压,且瓶体之间排列不整齐的问题,不方便下一步工序的进行;
4、综上,现有技术中对于收集瓶体进入盘子内进行流转的装置,虽然节省了一定人工,但是收集瓶体过程中容易产生瓶体挤压,且收集入盘子内不能够排列整齐,存在影响后续工序生产的问题。
技术实现思路
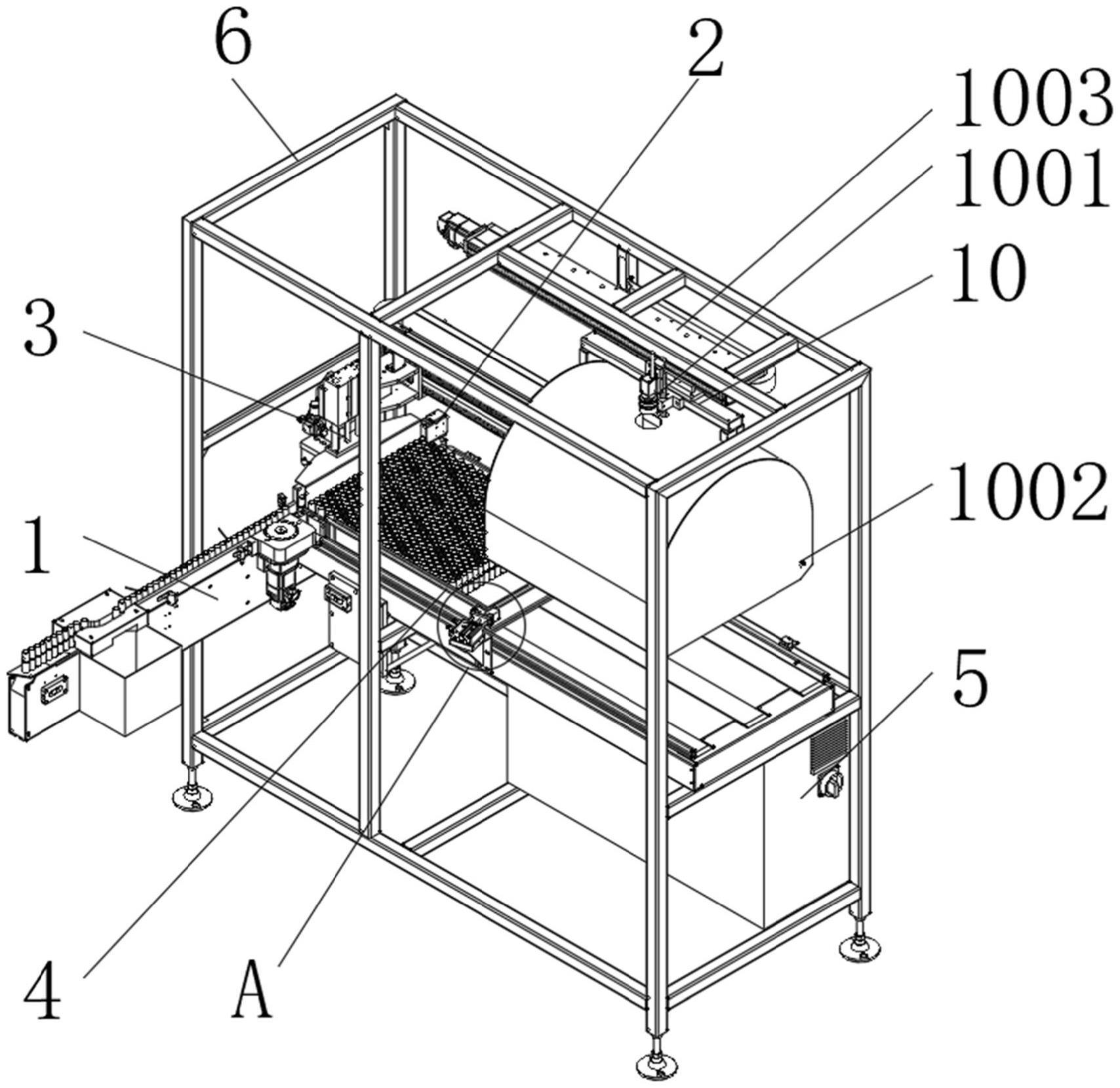
1、本实用新型为克服以上技术问题,提供一种集瓶装置,本实用新型的技术方案如下:一种集瓶装置,包括输送机构、挡停机构、推瓶机构、收集机构、控制装置和机架,所述控制装置分别与输送机构、挡停机构、推瓶机构、收集机构电连接,所述输送机构、推瓶机构、收集机构、控制装置均安装在机架上;
2、所述输送机构用于将位于首端的瓶子沿输送方向输送至输送机构的末端,所述挡停机构安装在输送机构的末端,所述挡停机构用于挡停瓶子进行定位,所述推瓶机构位于输送机构的末端上方,所述收集机构位于输送机构一侧,所述推瓶机构用于将挡停机构挡停的瓶子推移至收集机构。
3、优选的,所述输送机构包括输送平台、第一动力机构和单瓶输送带,所述输送平台与机架连接,所述单瓶输送带绕设在第一动力机构上,且单瓶输送带用于将瓶子输送至挡停机构端部,所述第一动力机构安装在输送平台上,且所述第一动力机构用于驱动单瓶输送带转动。
4、优选的,所述第一动力机构包括主动轮、主动轮电机和从动轮,所述主动轮、从动轮分别安装在输送平台的两端,所述主动轮电机的输出端与主动轮连接,所述单瓶输送带两端分别绕设在主动轮、从动轮上。
5、优选的,所述输送平台中部安装有计数星轮和伺服电机,所述伺服电机的输出端与计数星轮连接,所述计数星轮外侧均匀开设有若干与瓶子适配的半圆形凹槽。
6、优选的,所述输送平台首端安装有倒瓶剔除导向通道和收集框,所述倒瓶剔除导向通道位于单瓶输送带上方,且倒瓶剔除导向通道底部与剔除收集框连通。
7、优选的,所述倒瓶剔除导向通道进入端倾斜设置,且倾斜方向朝向收集框用于倒瓶通过倾斜通道掉入收集框。
8、优选的,所述输送机构还包括安装在输送平台上的满料传感器、空料传感器和倒瓶检测传感器,所述满料传感器、空料传感器位于计数星轮和输送平台首端之间,所述倒瓶检测传感器位于计数星轮和输送平台末端之间。
9、优选的,所述满料传感器、空料传感器和倒瓶检测传感器均采用红外传感器。
10、优选的,所述挡停机构包括第一驱动机构和挡停块,所述第一驱动机构安装在输送机构端部,所述第一驱动机构的输出端与挡停块连接,所述第一驱动机构用于驱动挡停块沿输送方向前后移动。
11、优选的,所述第一驱动机构采用气缸或电动伸缩杆。
12、优选的,所述推瓶机构包括第二驱动机构和推板,所述第二驱动机构安装在机架上,所述推板与第二驱动机构的输出端连接,所述推板位于输送机构远离收集机构的一侧,所述第二驱动机构用于驱动推板向收集机构移动。
13、优选的,所述第二驱动机构包括丝杠和安装板,所述丝杠安装在机架上,所述丝杠的输出端与安装板连接用于带动安装板沿丝杠方向移动,所述推板与安装板连接。
14、优选的,所述推板与安装板之间安装有推板气缸,所述推板气缸的输出端与推板连接。
15、优选的,所述推板气缸连接有调压阀。
16、优选的,所述推瓶机构还包括第三驱动机构和护板,所述第三驱动机构与第二驱动机构的输出端连接,所述护板与第三驱动机构的输出端连接,所述第三驱动机构用于驱动护板上下移动。
17、优选的,所述第三驱动机构采用气缸。
18、优选的,所述收集机构包括中转平台、第二动力机构、中转盘输送带、中转盘和定位机构,所述中转平台与机架连接,且中转平台端部位于输送机构一侧,
19、所述中转盘输送带绕设在第二动力机构上,所述第二动力机构安装在中转平台上,且所述第二动力机构用于驱动中转盘输送带转动,所述中转盘放置在中转盘输送带上,所述定位机构安装在中转平台上用于将中转盘定位。
20、优选的,所述第二动力机构包括驱动轮电机和若干驱动轮,所述中转盘输送带绕设在驱动轮上,所述驱动轮电机的输出端与驱动轮连接。
21、优选的,所述定位机构包括第四驱动机构和定位块,所述第四驱动机构安装在中转平台上,所述第四驱动机构的输出端与定位块连接,所述第四驱动机构用于驱动定位块定位中转盘端部。
22、优选的,所述定位块为l型。
23、优选的,所述收集机构还包括过渡板和第五驱动机构,所述过渡板前端固定在中转平台上,所述第五驱动机构安装在中转平台上,所述第五驱动机构的输出端用于驱动过渡板尾端抬升悬于中转盘上方。
24、优选的,所述第五驱动机构的输出端安装有顶升块。
25、优选的,所述第五驱动机构采用气缸。
26、优选的,还包括计数机构,所述计数机构包括计数相机、光源和第三动力机构,所述第三动力机构安装在机架上部,所述计数相机、光源均与第三动力机构连接,所述第三动力机构用于驱动计数相机、光源移动至收集机构上方。
27、优选的,所述第三动力机构采用丝杠装置。
28、与现有技术相比,本实用新型技术方案的有益效果是:
29、本实用新型提供了一种集瓶装置,
30、1、本装置通过设置输送机构输送瓶子,结合挡停机构对瓶子进行定位挡停,推瓶机构推送单排瓶子进行收集,排列整齐,便于流转;重复进行若干排瓶子收集入收集机构,防止一次推动较多瓶子产生挤压,进入下一流程工序,节约人力,快速的将未完成加工的瓶子收集;
31、2、通过设置挡停机构,能够改变每排瓶子的停放位置,满足每排瓶子之间的错位要求,防止同样位置推动后,瓶体之间的缝隙容易产生移位;通过设置计数星轮能够调节单排瓶体的数量,便于根据需求调节每排瓶子的数量,适应不同中转盘的大小;
32、3、通过设置倒瓶剔除导向通道,将倒瓶进行自动剔除,提高自动化,防止倒瓶影响输送及装瓶效果;
33、4、通过设置计数机构,对每次收集完成的瓶子进行计数,方便根据运行情况进行管理,及时获取运行信息。
- 还没有人留言评论。精彩留言会获得点赞!