一种生产线自动供盒装置的制作方法
本技术属于生产线供料,具体涉及一种生产线自动供盒装置。
背景技术:
1、生产线又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。
2、生产线上在生产产品时需要对物料进行输送,物料输送时需要利用盒子进行存放,在完成物料的输送后需要将空盒子拿下并挪开以放置装有物料的盒子,这一过程通常采用人工操作,对于一些较大体积的盒子,人工搬运较为费力,且搬运过程存在一定的危险性。
技术实现思路
1、本实用新型的目的就在于为了解决上述背景技术中提出的问题而提供一种生产线自动供盒装置。
2、本实用新型通过以下技术方案来实现上述目的:
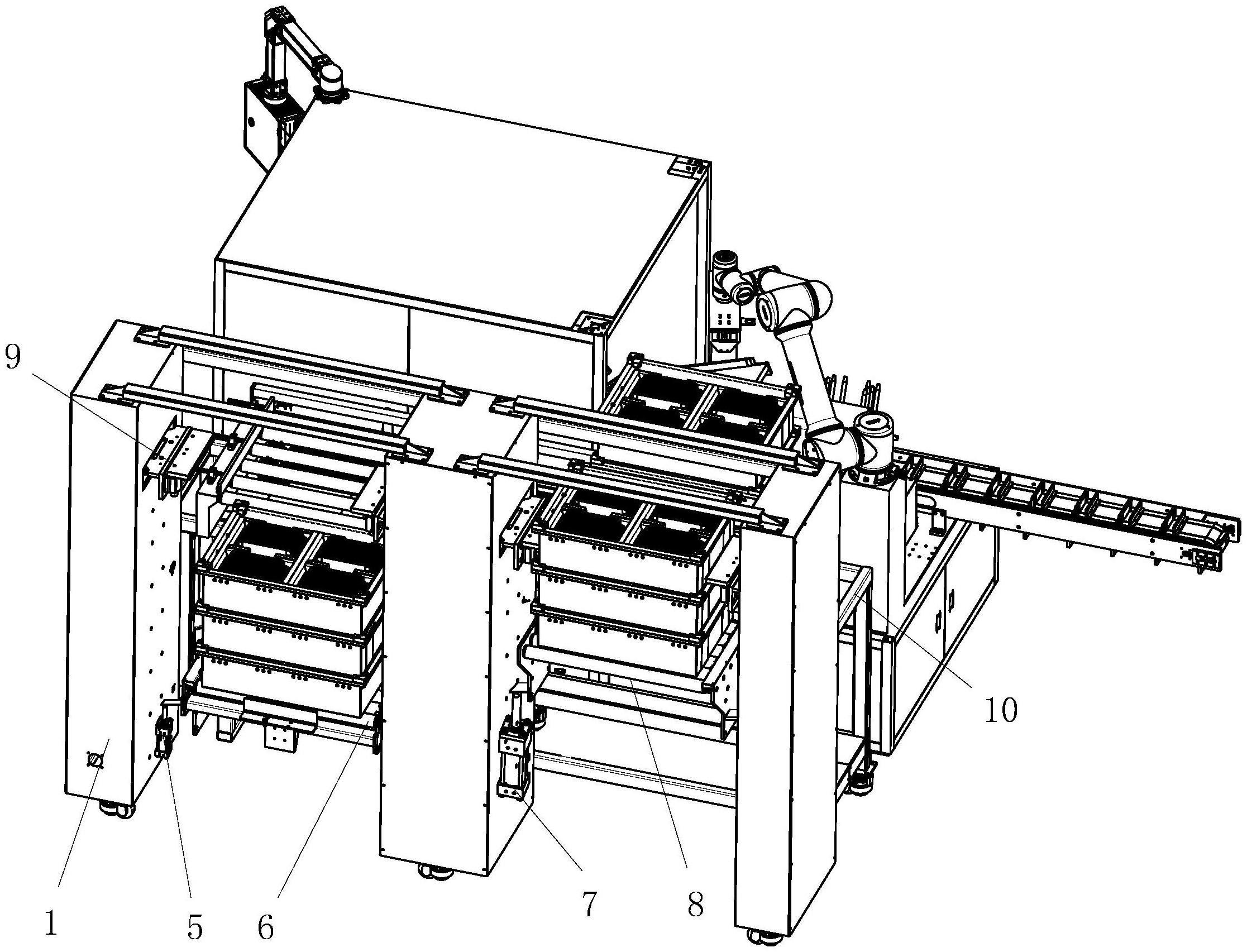
3、一种生产线自动供盒装置,包括支撑架;
4、所述支撑架上设有上料工位和下料工位,下料工位设有一号推杆电机和夹持机构,两个所述一号推杆电机的输出轴端设有一号输送机;
5、上料工位设有二号推杆电机和夹持机构,两个所述二号推杆电机的输出轴端设有二号输送机;
6、所述夹持机构包括气缸和夹板,所述气缸带动夹板水平移动以夹持盒子;
7、所述支撑架上设有三号输送机和四号输送机,四号输送机用于将二号输送机处的空盒子运送至三号输送机,三号输送机将空盒子输送至一号输送机。
8、优选的,所述三号输送机和二号输送机上均设有供四号输送机通过的缺口。
9、优选的,所述支撑架上设有承重架,三号输送机和四号输送机设于承重架上;
10、其中,四号输送机和承重架之间设有带动四号输送机升降的三号推杆电机。
11、优选的,所述一号输送机、二号输送机以及三号输送机为滚筒输送机,所述四号输送机为链式输送机,所述四号输送机包括至少两个平行设置的输送带,且输送带与三号输送机和二号输送机的滚筒间次布置。
12、本实用新型的有益效果在于:
13、本实用新型利用多个输送机的交叉设置,将装满物料的盒子输送至转运地点,在盒子内的物料完成转运后将空盒子移动至另一地点存放,实现全程自动化,替代了人工操作,从而减少了意外情况的发生。
技术特征:
1.一种生产线自动供盒装置,其特征在于,包括支撑架(1);
2.根据权利要求1所述的一种生产线自动供盒装置,其特征在于,所述三号输送机(11)和二号输送机(8)上均设有供四号输送机(12)通过的缺口(13)。
3.根据权利要求2所述的一种生产线自动供盒装置,其特征在于,所述支撑架(1)上设有承重架(10),三号输送机(11)和四号输送机(12)设于承重架(10)上;
4.根据权利要求3所述的一种生产线自动供盒装置,其特征在于,所述一号输送机(6)、二号输送机(8)以及三号输送机(11)为滚筒输送机,所述四号输送机(12)为链式输送机,所述四号输送机(12)包括至少两个平行设置的输送带,且输送带与三号输送机(11)和二号输送机(8)的滚筒间次布置。
技术总结
本技术涉及一种生产线自动供盒装置。该供盒装置包括支撑架;所述支撑架上设有上料工位和下料工位,下料工位设有一号推杆电机和夹持机构,两个所述一号推杆电机的输出轴端设有一号输送机;上料工位设有二号推杆电机和夹持机构,两个所述二号推杆电机的输出轴端设有二号输送机;本技术利用多个输送机的交叉设置,将装满物料的盒子输送至转运地点,在盒子内的物料完成转运后将空盒子移动至另一地点存放,实现全程自动化,替代了人工操作,从而减少了意外情况的发生。
技术研发人员:李新利,张恒,潘浩
受保护的技术使用者:合肥哈工龙延智能装备有限公司
技术研发日:20230412
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!