用于激光镜片泡胶的装载冶具的制作方法
本技术属于光电,具体涉及用于激光镜片泡胶的装载冶具。
背景技术:
1、激光镜片也属于光学镀膜产品的一种,主要用于在激光系统中进行折射来改变激光的光路;在实际生产时,激光镜片的生产线可以大部分与红外截止滤光片的生产线进行共用,只需要在镀膜时更换膜料以及调整镀膜工艺;在前期加工中,需要将整片的玻璃基底进行清洁后,然后根据需要将多片玻璃基底进行粘接,粘接成一个立方体,然后再通过切割和打磨将立方体割成一个个的小圆柱,最后通过溶胶作业,将粘接时的蜡溶掉,将小圆柱分离开成一片一片的小圆片,完成激光镜片的加工;激光镜片在完成切割和磨圆后,得到一个个小的柱状结构,该柱状结构实际是由多片圆形的镜片粘接成的,此时需要对粘连在一起的柱状玻璃片进行泡胶,将粘连用的黄蜡溶解,使柱状结构散成独立的多个片状结构,得到成品;本公司设计了一种冶具用于泡胶作业,专利号为“cn216425284u”,名称为“一种红外截止滤光片生产用夹片机”,包括夹具本体,夹具本体一侧表面开设有贯通的装料机构;夹具本体侧表面连接有出料机构与装料机构配合;夹具本体底部与除静电槽滑动配合;一线技术人员在长期使用中,发现这种设计依然存在以下问题:
2、1,用于放置镜片柱的料槽与镜片柱的直径较为接近,镜片柱与料槽内壁之间的缝隙极小,虽然保证了镜片柱在料槽内不发生晃动,上下推动比较稳定,但是在泡胶作业时,由于料槽内部空间较小,导致泡胶溶解液进出料槽内部空间比较困难,溶液交换率不佳,从而影响了泡胶的效率,往往在泡了一段时间后,拿出时发现部分料柱由于粘接在了料槽内壁,导致无法与溶液有效接触,所以还没有完全泡开;
3、2,泡胶结束后的料柱在出料时,需要用到夹片机构依次将上方的镜片吸走,再通过下方的滑块上推进行上料,继续下一次夹片;但是现有的冶具的料槽顶端位置缺少固定夹持,导致吸片时有时会一次吸走多片,从而影响作业效率;
4、因此,需要设计一种用于激光镜片泡胶的装载冶具来解决上述问题。
技术实现思路
1、本实用新型所要解决的技术问题是提供用于激光镜片泡胶的装载冶具,该装置解决了现有技术的冶具料槽设计不佳,导致溶解液无法与料柱充分接触,溶解效果不佳,且出料时容易连带出料影响作业效率的问题,具有料槽内部空间充裕,可使溶液充分与料柱接触,在出料时可提供一定夹持力,避免下方的镜片被连带吸起的特点。
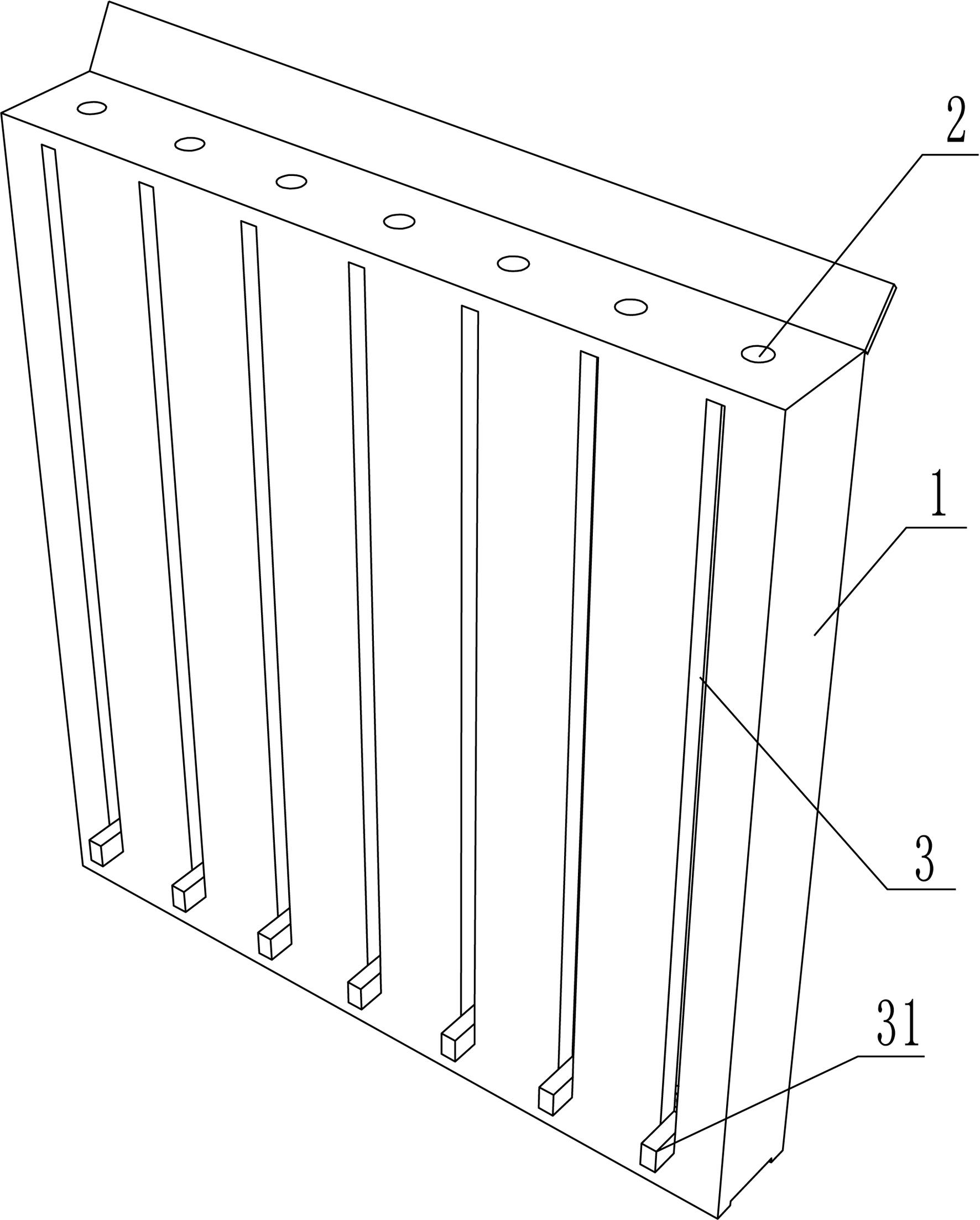
2、为解决上述技术问题,本实用新型所采用的技术方案是:用于激光镜片泡胶的装载冶具,包括矩形结构的夹具本体,夹具本体顶部开设有多个贯通至夹具本体内部的竖直料槽;夹具本体侧表面开设有数量与料槽相同的多个条形槽,条形槽贯通至料槽内部;条形槽内滑动连接有滑块,滑块朝内的一端连接有载板与镜片粘接柱接触配合,载板在料槽内做竖直方向运动。
3、优选地,料槽上下两端为圆柱结构,中间部分为两端直径小且中间直径逐渐增大的纺锤状结构。
4、优选地,料槽顶端设置有环状结构的卡环,卡环下表面连接有筒状结构的插筒与料槽顶端内壁插接配合。
5、优选地,卡环和插筒一侧均开设有缺口与条形槽贯通;插筒内壁底端为圆锥状的斜坡结构。
6、优选地,插筒的内壁连接有多组滑轮与镜片粘接柱侧表面滚动配合。
7、本实用新型的有益效果如下:
8、本装置通过设置了上料夹具,将多条柱状的玻璃片放置在夹具内部,可以保证快速上料;夹具本体放置在泡胶槽内进行溶解,液体可以通过专门的液体流道浸润整条料柱,提升了溶解效率,且避免了溶解后的料柱在形态上分散,利于后续进行取料;溶解后的片状滤光片可以通过出料机构快速出料,十分方便。
技术特征:
1.用于激光镜片泡胶的装载冶具,包括矩形结构的夹具本体(1),其特征在于:夹具本体(1)顶部开设有多个贯通至夹具本体(1)内部的竖直料槽(2);夹具本体(1)侧表面开设有数量与料槽(2)相同的多个条形槽(3),条形槽(3)贯通至料槽(2)内部;条形槽(3)内滑动连接有滑块(31),滑块(31)朝内的一端连接有载板(32)与镜片粘接柱(4)接触配合,载板(32)在料槽(2)内做竖直方向运动。
2.根据权利要求1所述的用于激光镜片泡胶的装载冶具,其特征在于:所述料槽(2)上下两端为圆柱结构,中间部分为两端直径小且中间直径逐渐增大的纺锤状结构。
3.根据权利要求1所述的用于激光镜片泡胶的装载冶具,其特征在于:所述料槽(2)顶端设置有环状结构的卡环(5),卡环(5)下表面连接有筒状结构的插筒(51)与料槽(2)顶端内壁插接配合。
4.根据权利要求3所述的用于激光镜片泡胶的装载冶具,其特征在于:所述卡环(5)和插筒(51)一侧均开设有缺口(52)与条形槽(3)贯通;插筒(51)内壁底端为圆锥状的斜坡结构。
5.根据权利要求3所述的用于激光镜片泡胶的装载冶具,其特征在于:所述插筒(51)的内壁连接有多组滑轮(6)与镜片粘接柱(4)侧表面滚动配合。
技术总结
本技术公开了一种用于激光镜片泡胶的装载冶具,包括夹具本体,夹具本体顶部开设有多个贯通至夹具本体内部的竖直料槽;夹具本体侧表面开设有数量与料槽相同的多个条形槽,条形槽贯通至料槽内部;条形槽内滑动连接有滑块,滑块朝内的一端连接有载板与镜片粘接柱接触配合,载板在料槽内做竖直方向运动;料槽为纺锤结构,便于进入溶解液;料槽顶端设置了卡环和插筒用于固定出料不被连带吸起;该装置解决了现有技术的冶具料槽设计不佳,导致溶解液无法与料柱充分接触,溶解效果不佳,且出料时容易连带出料影响作业效率的问题,具有料槽内部空间充裕,可使溶液充分与料柱接触,在出料时可提供一定夹持力,避免下方的镜片被连带吸起的特点。
技术研发人员:何德强
受保护的技术使用者:理念光电(湖北)有限公司
技术研发日:20230420
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!