平衡光伏压延玻璃厚薄差的输送装置和光伏玻璃生产线的制作方法
本技术涉及平衡光伏压延玻璃厚薄差的输送装置和光伏玻璃生产线。
背景技术:
1、光伏压延玻璃是太阳能电池实现利用和采集太阳能并转化为电能的重要组成基材,通过压延固定花型的玻璃基面,增加光伏玻璃透光率,是太阳能光伏玻璃行业顶端制造技术之一。光伏压延工艺玻璃在两个压延辊挤压作用下挤出成型,所产玻璃尺寸、厚度、花纹相对固定。超白压延玻璃的花纹形状、尺寸影响其透光率,而花纹形状由压延辊上的形状翻刻而成,因此压延辊压制成型步骤为原片生产核心环节。
2、但是压制成型玻璃加工过程中经过受力受热,以及上辊和下辊配合误差,导致压延玻璃厚度差变大,以整块压延玻璃2.0mm为例,玻璃板厚偏差国标值允许达到±0.2mm,装箱片数为150片,同一方向压延原片玻璃经过深加工后叠层打包就会出现一端高出包材高度,另一端低于包材。目前推出市面符合国家标准的光伏压延玻璃板面厚度控制标准误差范围内,但面板厚薄差依旧存在的,且面板厚薄差严重,直接影响光伏深加工生产线成品打包出货,具体的,玻璃一边厚一边薄,层层叠放后,一边高一边低,高出包装箱高度的部分,无法封盖打包。
技术实现思路
1、本实用新型的目的在于克服现有技术之不足,提供平衡光伏压延玻璃厚薄差的输送装置和光伏玻璃生产线,解决了厚薄差导致成品打包出货难的问题。
2、本实用新型解决其技术问题所采用的第一种技术方案是:
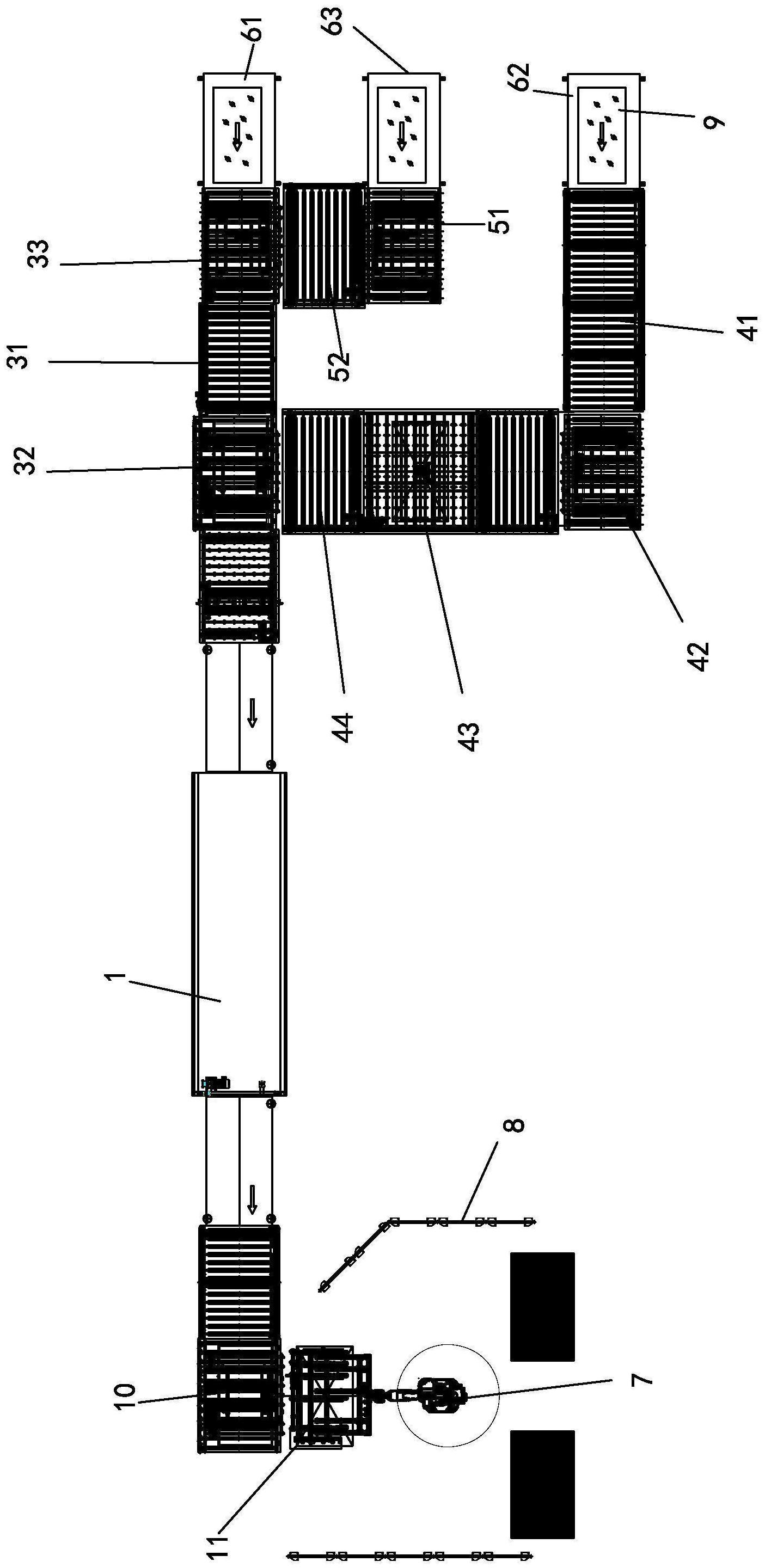
3、平衡光伏压延玻璃厚薄差的输送装置,其包括两条输送道:第一线输送道和第二线输送道;光伏压延玻璃分别存储在两条输送道的前端,两条输送道的末端通过第一立交辊道交汇连接;所述第一线输送道包括第一直线辊道,第一直线辊道连接所述第一立交辊道,所述第一直线辊道设置在所述第一立交辊道的直线输送方向,第二线输送道包括第二直线辊道、第二立交辊道、转向辊道和第三直线辊道,第二直线辊道连接所述第二立交辊道,第二直线辊道设置在所述第二立交辊道的直线输送方向,第二立交辊道连接所述转向辊道,所述转向辊道设置在所述第二立交辊道的垂直输送方向,所述转向辊道连接所述第三直线辊道,第二直线辊道连接所述第一立交辊道,第二直线辊道设置在所述第一立交辊道的垂直输送方向;所述转向辊道包括过渡辊道、转向架和升降转向机构,升降转向机构控制连接所述转向架以使所述转向架相对所述过渡辊道升起后旋转180°。
4、较佳的,还包括第三线输送道,所述第三线输送道包括第三立交辊道和第四直线辊道,所述第一线输送道上设有第四立交辊道,第三立交辊道连接所述第四直线辊道,第四直线辊道设置在所述第三立交辊道的垂直输送方向,第四直线辊道连接第四立交辊道,第四直线辊道设置在第四立交辊道的垂直输送方向。
5、较佳的,所述转向架为十字框型。
6、较佳的,所述转向辊道还包括两组可升降的定边轮。
7、较佳的,所述第一直线辊道包括第一过渡辊道;或者,所述第二立交辊道和所述转向辊道之间设有第二过渡辊道;或者,所述转向辊道和所述第一立交辊道之间设有第三过渡辊道。
8、较佳的,所述第四直线辊道包括第四过渡辊道。
9、本实用新型解决其技术问题所采用的第二种技术方案是:
10、光伏玻璃生产线,其包括上述输送装置,所述输送装置安装在镀膜机和钢化炉之间。
11、较佳的,所述钢化炉的末端连接第五立交辊道和下片托盘,第五立交辊道连接所述下片托盘。
12、较佳的,镀膜机镀膜后的光伏压延玻璃分别存储在两条输送辊道的前端的储片机。
13、较佳的,下片机包括吸盘手机器人,吸盘手机器人的旁边设有护栏。
14、本实用新型的有益效果是:
15、1、提供了平衡光伏压延玻璃厚薄差的输送装置,通过提供两道输送道,其中一道输送到上设有转向辊道,将光伏压延玻璃利用转向架180°反向旋转,使得汇总后的玻璃在打包后,整包厚度达到均衡状态,解决了厚薄差导致成品打包出货难的问题。
16、2、可通过增加第三线输送道,提高生产线的容量,增加第三线输送道,保证至少一线输送道的玻璃有进行反向旋转,仍然可以使整包厚度达到均衡状态,解决厚薄差导致的成品打包出货难的问题。
17、3、转向架为十字框型,便于其相对过渡辊道升降后托起玻璃。
18、4、使用定边轮对转向辊道上的玻璃进行定边,保证传输稳定性。
19、5、通过提供过渡辊道,使生产输送更顺畅。
20、6、将该输送装置安装在光伏压延玻璃生产线的镀膜机和钢化炉之间,钢化前已进行玻璃的转向均衡,简化钢化炉数量。
21、7、钢化炉的末端设置立交辊道和下片托盘,可补充安排下片机进行下片,提高下片速度。
22、8、吸盘手机器人旁边增设护栏,提高生产安全。
23、以下结合附图及实施例对本实用新型作进一步详细说明;但本实用新型的平衡光伏压延玻璃厚薄差的输送装置和光伏玻璃生产线不局限于实施例。
技术特征:
1.平衡光伏压延玻璃厚薄差的输送装置,其特征在于:其包括两条输送道:第一线输送道和第二线输送道;光伏压延玻璃分别存储在两条输送道的前端,两条输送道的末端通过第一立交辊道交汇连接;所述第一线输送道包括第一直线辊道,第一直线辊道连接所述第一立交辊道,所述第一直线辊道设置在所述第一立交辊道的直线输送方向,第二线输送道包括第二直线辊道、第二立交辊道、转向辊道和第三直线辊道,第二直线辊道连接所述第二立交辊道,第二直线辊道设置在所述第二立交辊道的直线输送方向,第二立交辊道连接所述转向辊道,所述转向辊道设置在所述第二立交辊道的垂直输送方向,所述转向辊道连接所述第三直线辊道,第二直线辊道连接所述第一立交辊道,第二直线辊道设置在所述第一立交辊道的垂直输送方向;所述转向辊道包括过渡辊道、转向架和升降转向机构,升降转向机构控制连接所述转向架以使所述转向架相对所述过渡辊道升起后旋转180°。
2.根据权利要求1所述的平衡光伏压延玻璃厚薄差的输送装置,其特征在于:还包括第三线输送道,所述第三线输送道包括第三立交辊道和第四直线辊道,所述第一线输送道上设有第四立交辊道,第三立交辊道连接所述第四直线辊道,第四直线辊道设置在所述第三立交辊道的垂直输送方向,第四直线辊道连接第四立交辊道,第四直线辊道设置在第四立交辊道的垂直输送方向。
3.根据权利要求1所述的平衡光伏压延玻璃厚薄差的输送装置,其特征在于:所述转向架为十字框型。
4.根据权利要求1所述的平衡光伏压延玻璃厚薄差的输送装置,其特征在于:所述转向辊道还包括两组可升降的定边轮。
5.根据权利要求1所述的平衡光伏压延玻璃厚薄差的输送装置,其特征在于:所述第一直线辊道包括第一过渡辊道;或者,所述第二立交辊道和所述转向辊道之间设有第二过渡辊道;或者,所述转向辊道和所述第一立交辊道之间设有第三过渡辊道。
6.根据权利要求2所述的平衡光伏压延玻璃厚薄差的输送装置,其特征在于:所述第四直线辊道包括第四过渡辊道。
7.光伏玻璃生产线,其特征在于:其包括权利要求1至6任一项所述的平衡光伏压延玻璃厚薄差的输送装置,所述输送装置安装在镀膜机和钢化炉之间。
8.根据权利要求7所述的光伏玻璃生产线,其特征在于:所述钢化炉的末端连接第五立交辊道和下片托盘,第五立交辊道连接所述下片托盘。
9.根据权利要求8所述的光伏玻璃生产线,其特征在于:镀膜机镀膜后的光伏压延玻璃分别存储在两条输送辊道的前端的储片机。
10.根据权利要求8所述的光伏玻璃生产线,其特征在于:下片机包括吸盘手机器人,吸盘手机器人的旁边设有护栏。
技术总结
本技术公开了平衡光伏压延玻璃厚薄差的输送装置,其包括两条输送道:第一线输送道和第二线输送道;所述第一线输送道包括第一直线辊道,第一直线辊道连接所述第一立交辊道,第二线输送道包括第二直线辊道、第二立交辊道、转向辊道和第三直线辊道,第二直线辊道连接所述第二立交辊道,第二立交辊道连接所述转向辊道,所述转向辊道连接所述第三直线辊道,第二直线辊道连接所述第一立交辊道,第二直线辊道设置在所述第一立交辊道的垂直输送方向;所述转向架相对所述过渡辊道升起后旋转180°。本技术使得汇总后的玻璃在打包后,整包厚度达到均衡状态。本技术还提供了光伏玻璃生产线。
技术研发人员:邵瑞彬,皮腾,吴锡妹,刘晓阳,阮延涛
受保护的技术使用者:漳州旗滨光伏新能源科技有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!