一种预制管片全自动生产线用横移搬运小车定位装置
本申请涉及预制管片生产设备,具体为一种预制管片全自动生产线用横移搬运小车定位装置。
背景技术:
1、近年来,随着地铁建设规模的不断扩大,盾构施工技术咋地铁建设中得到越来越广泛的应用。其中,预制管片作为地铁盾构施工的主要混凝土预制构件,其生产工艺较复杂,要求也越来越严格。
2、现有的预制管片全自动生产线中,通常需要采用横移搬运小车来搬运管片生产模具,从而将模具以及模具内浇注的管片搬运至不同的工位上,以便进行不同的工艺处理。为了保证横移搬运小车能够准确达到指定位置,通常需要使用定位装置对横移搬运小车进行定位,以便横移搬运小车在达到指定位置后,可以自动启动相应的工艺操作。
3、现有的定位装置通常采用位置传感器检测横移搬运小车的位置,当横移搬运小车达到指定位置时,再控制牵引横移搬运小车进行运动的牵引机构停止运动。但是,在惯性作用下,尤其是装有预制管片的横移搬运小车,当牵引机构停止运动时,横移搬运小车仍然具有向前运动的趋势,从而会继续向前运动一段距离,进而使得横移搬运小车的停止位置与指定位置之间存在误差,这种误差在全自动生产线的整个工艺中容易被放大,从而会造成局部某个(甚至是整个)工艺过程出现故障,进而影响生产效率,降低预制管片的生产精度,严重增加生产成本。
4、因此,如何对现有的预制管片全自动生产线用横移搬运小车定位装置进行改进,使其克服上述的不足,是本领域技术人员亟待解决的技术问题。
技术实现思路
1、本申请的一个目的在于提供一种定位精度高的预制管片全自动生产线用横移搬运小车定位装置。
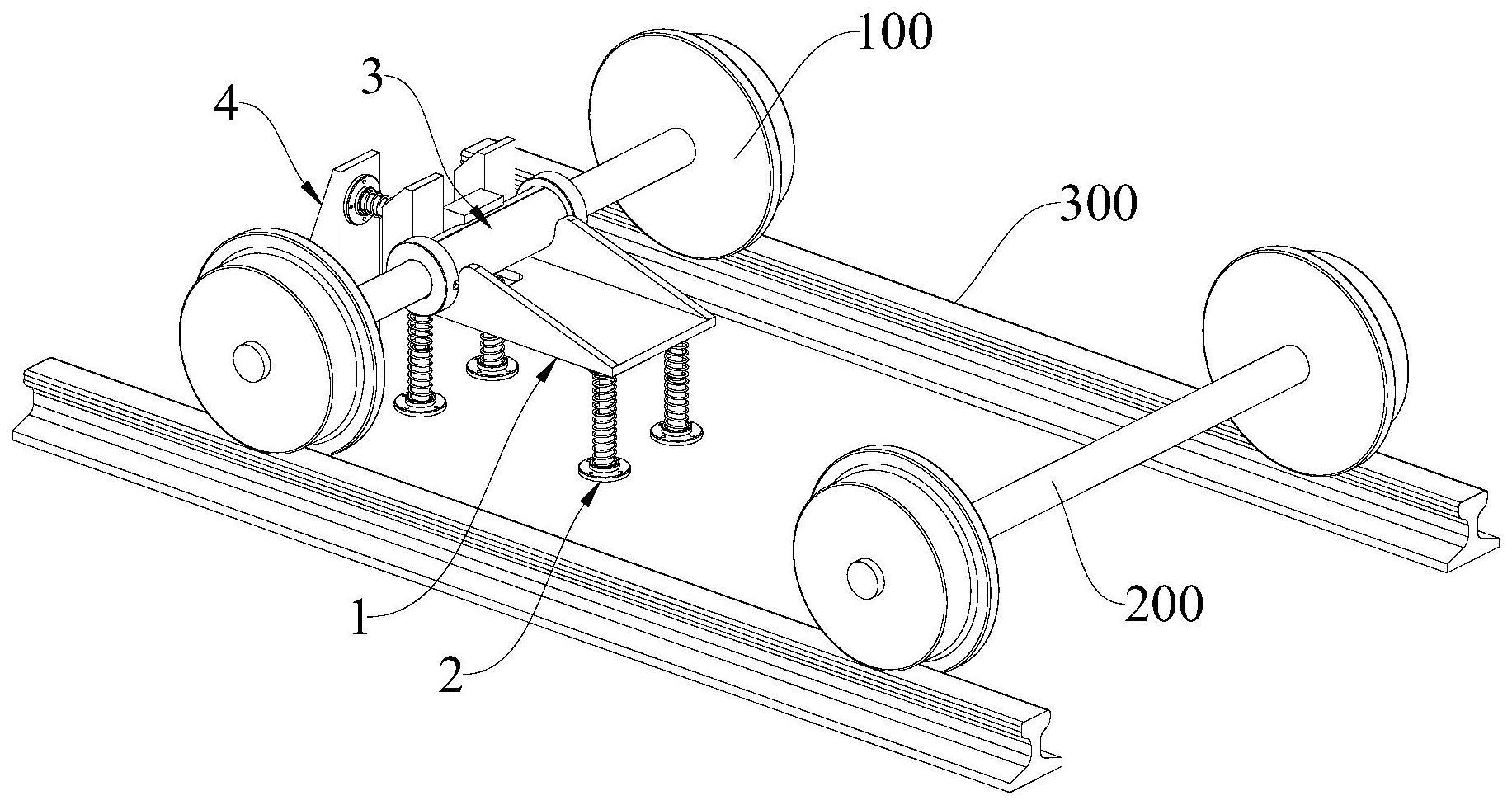
2、为达到以上目的,本申请采用的技术方案为:一种预制管片全自动生产线用横移搬运小车定位装置,包括支撑件以及弹性缓冲件;所述支撑件设置于所述弹性缓冲件的上端,所述支撑件上沿前后方向设有半圆形的且用于适配车轮轴的凹槽;所述凹槽的左侧设有止挡面,所述凹槽的右侧设有倾斜面,所述倾斜面的右端低于所述车轮轴的下侧;当所述车轮轴沿水平向靠近所述支撑件的方向运动时,所述车轮轴通过所述倾斜面迫使所述支撑件下压所述弹性缓冲件,直至所述车轮轴与所述止挡面接触时,所述弹性缓冲件迫使所述支撑件向上复位,从而使所述车轮轴定位在所述凹槽内;当所述车轮轴沿水平向远离所述止挡面的方向运动时,所述车轮轴通过所述凹槽的内壁迫使所述支撑件下压所述弹性缓冲件,直至所述车轮轴完全脱离所述倾斜面时,所述弹性缓冲件迫使所述支撑件向上复位。
3、优选的,所述支撑件包括底板、端板以及两个侧板;所述底板设置于所述弹性缓冲件的上端,两个所述侧板分别设置于所述底板的前后两侧,且两个所述侧板上均形成有所述凹槽以及所述倾斜面;所述端板设置于所述底板上远离所述倾斜面的一侧,且所述止挡面形成于所述端板。
4、优选的,所述凹槽与所述倾斜面之间通过圆角过渡。
5、优选的,所述车轮轴的外部可拆卸连接有耐磨套,所述耐磨套用于防止所述车轮轴直接与所述倾斜面、所述止挡面以及所述凹槽接触。
6、优选的,所述耐磨套包括至少一个端盖环、至少两个套环以及至少两个紧固螺栓;各个所述套环分别贴合于所述车轮轴的外环面,且各个所述套环依次拼接形成圆环状结构;所述端盖环同轴套设于所述车轮轴,且所述端盖环套接于各个所述套环的一端;所述端盖环外环面上对应各个所述套环的位置均贯穿设有螺纹孔,且各个所述螺纹孔内均螺纹连接有所述紧固螺栓。
7、优选的,所述端盖环的数量为两个。
8、优选的,所述预制管片全自动生产线用横移搬运小车定位装置还包括缓冲储能机构,所述缓冲储能机构包括固定座、连接块以及弹性储能件;所述连接块通过所述弹性储能件与所述固定座连接;当所述车轮轴运动至进入所述凹槽之前,所述车轮轴运动至与所述连接块接触,从而迫使所述弹性储能件压缩;当所述车轮轴运动至进入所述凹槽时,所述弹性储能件吸收的能量不能迫使所述车轮轴脱离所述凹槽。
9、优选的,所述连接块上远离所述弹性储能件的一侧沿前后方向设有用于适配所述车轮轴的弧形槽。
10、优选的,所述弧形槽的上下两侧逐渐向外扩张。
11、优选的,所述连接块位于所述支撑件上的两个侧板之间,且所述支撑件上的端板以及底板上设有用于避让所述连接块的让位区。
12、与现有技术相比,本申请的有益效果在于:在所述倾斜面、所述止挡面、所述凹槽以及所述弹性缓冲件的相互配合作用下,当牵引机构牵引横移搬运小车的车轮本体在水平轨道上水平运动时,车轮轴也会跟着所述车轮本体沿平行于水平轨道的方向运动。当所述车轮轴向沿水平向靠近所述支撑件的方向运动至所述倾斜面上时,所述车轮轴通过所述倾斜面迫使所述支撑件向下运动,即所述支撑件下压所述弹性缓冲件,使所述弹性缓冲件压缩,从而能够抵消掉横移搬运小车的大部分动能。当所述车轮轴运动至与所述止挡面接触时,所述车轮轴不能继续向靠近所述止挡面的方向运动;同时,由于所述弹性缓冲件抵消了横移搬运小车的大部分动能,因此,所述车轮轴与所述止挡面之间不会产生较大的冲撞;另外,在所述弹性缓冲件的作用下,所述支撑件自动向上复位,从而使所述凹槽的内壁与所述车轮轴的外环面接触,即可将所述车轮轴定位在所述凹槽内,进而实现了对横移搬运小车的定位,且定位精度高。这种高精度的定位装置尤其适用于预制管片的全自动生产线中,可以避免因定位误差大而产生故障,从而有利于提高整个生产线的生产效率,提高预制管片的生产精度,降低生产成本。
技术特征:
1.一种预制管片全自动生产线用横移搬运小车定位装置,其特征在于,包括支撑件以及弹性缓冲件;所述支撑件设置于所述弹性缓冲件的上端,所述支撑件上沿前后方向设有半圆形的且用于适配车轮轴的凹槽;所述凹槽的左侧设有止挡面,所述凹槽的右侧设有倾斜面,所述倾斜面的右端低于所述车轮轴的下侧;当所述车轮轴沿水平向靠近所述支撑件的方向运动时,所述车轮轴通过所述倾斜面迫使所述支撑件下压所述弹性缓冲件,直至所述车轮轴与所述止挡面接触时,所述弹性缓冲件迫使所述支撑件向上复位,从而使所述车轮轴定位在所述凹槽内;当所述车轮轴沿水平向远离所述止挡面的方向运动时,所述车轮轴通过所述凹槽的内壁迫使所述支撑件下压所述弹性缓冲件,直至所述车轮轴完全脱离所述倾斜面时,所述弹性缓冲件迫使所述支撑件向上复位。
2.如权利要求1所述的预制管片全自动生产线用横移搬运小车定位装置,其特征在于,所述支撑件包括底板、端板以及两个侧板;所述底板设置于所述弹性缓冲件的上端,两个所述侧板分别设置于所述底板的前后两侧,且两个所述侧板上均形成有所述凹槽以及所述倾斜面;所述端板设置于所述底板上远离所述倾斜面的一侧,且所述止挡面形成于所述端板。
3.如权利要求1所述的预制管片全自动生产线用横移搬运小车定位装置,其特征在于,所述凹槽与所述倾斜面之间通过圆角过渡。
4.如权利要求1所述的预制管片全自动生产线用横移搬运小车定位装置,其特征在于,所述车轮轴的外部可拆卸连接有耐磨套,所述耐磨套用于防止所述车轮轴直接与所述倾斜面、所述止挡面以及所述凹槽接触。
5.如权利要求4所述的预制管片全自动生产线用横移搬运小车定位装置,其特征在于,所述耐磨套包括至少一个端盖环、至少两个套环以及至少两个紧固螺栓;各个所述套环分别贴合于所述车轮轴的外环面,且各个所述套环依次拼接形成圆环状结构;所述端盖环同轴套设于所述车轮轴,且所述端盖环套接于各个所述套环的一端;所述端盖环外环面上对应各个所述套环的位置均贯穿设有螺纹孔,且各个所述螺纹孔内均螺纹连接有所述紧固螺栓。
6.如权利要求5所述的预制管片全自动生产线用横移搬运小车定位装置,其特征在于,所述端盖环的数量为两个。
7.如权利要求1-6任一项所述的预制管片全自动生产线用横移搬运小车定位装置,其特征在于,所述预制管片全自动生产线用横移搬运小车定位装置还包括缓冲储能机构,所述缓冲储能机构包括固定座、连接块以及弹性储能件;所述连接块通过所述弹性储能件与所述固定座连接;当所述车轮轴运动至进入所述凹槽之前,所述车轮轴运动至与所述连接块接触,从而迫使所述弹性储能件压缩;当所述车轮轴运动至进入所述凹槽时,所述弹性储能件吸收的能量不能迫使所述车轮轴脱离所述凹槽。
8.如权利要求7所述的预制管片全自动生产线用横移搬运小车定位装置,其特征在于,所述连接块上远离所述弹性储能件的一侧沿前后方向设有用于适配所述车轮轴的弧形槽。
9.如权利要求8所述的预制管片全自动生产线用横移搬运小车定位装置,其特征在于,所述弧形槽的上下两侧逐渐向外扩张。
10.如权利要求7所述的预制管片全自动生产线用横移搬运小车定位装置,其特征在于,所述连接块位于所述支撑件上的两个侧板之间,且所述支撑件上的端板以及底板上设有用于避让所述连接块的让位区。
技术总结
本申请公开了一种预制管片全自动生产线用横移搬运小车定位装置,包括支撑件和弹性缓冲件;支撑件设于弹性缓冲件上端,支撑件上沿前后方向设有半圆形的凹槽;凹槽左侧设有止挡面,凹槽右侧设有倾斜面,倾斜面右端低于车轮轴的下侧;当车轮轴沿水平向靠近支撑件的方向运动时,车轮轴通过倾斜面迫使支撑件下压弹性缓冲件,直至车轮轴与止挡面接触时,弹性缓冲件迫使支撑件向上复位,以使车轮轴定位在凹槽内;当车轮轴沿水平向远离止挡面的方向运动时,车轮轴通过凹槽内壁迫使支撑件下压弹性缓冲件,直至车轮轴完全脱离倾斜面时,弹性缓冲件迫使支撑件向上复位。该定位装置的定位精度高,有利于提高生产效率与生产精度,并有利于降低生产成本。
技术研发人员:邓志勇,祝基,叶远康,崔逸琼,俞旦,孙伊能,沈英杰,王晨跃
受保护的技术使用者:浙江工商职业技术学院
技术研发日:20230508
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!