一种ZB28软盒包装机的烟包干燥提升装置的制作方法
本技术涉及烟草包装设备,尤其涉及一种zb28软盒包装机的烟包干燥提升装置。
背景技术:
1、zb28软盒包装机,其功能是将烟支在烟支入口通道内按767定向排列成20支的烟组,烟组通过烟包输送带输送至一号轮,然后在二号轮到四号轮上,分别完成内衬纸、商标纸、封签的折叠包装。最后在烟包输出通道对烟包进行烘干、输出及不合格烟包剔除,并将烟包输送给下游包装机进行小盒透明纸包装。
2、在zb28软盒包装机的烟包输出通道部分,如图1所示,分为垂直输送通道a和水平输送通道b、c。在水平输送通道b、c段分别完成不合格烟包剔除和最终成型烟包输出,垂直输送通道a即为烟包干燥提升装置,完成封签纸粘贴包装的烟包在四号轮被垂直推杆向上垂直推入烟包干燥提升装置。烟包被推上去后,烟包干燥提升装置的侧壁和后壁对烟包进行加热,完成烟包的最终干燥,由五号轮将烟包拨入后续的水平输送通道b、c。
3、然而在实际生产中,经过zb28软盒包装机干燥提升装置干燥后的烟包,烟包商标纸底部存在粘贴不牢问题的问题,废品率高,质量隐患大,设备有效作业率和产品质量稳定性都有待提高。观察发现原设备的干燥提升装置对烟包的干燥效果不佳,在出口仍然有商标纸底部乳胶未干透的烟包输出,后续输送过程中容易裂开,形成商标纸底部粘贴不牢的缺陷烟包。分析干燥提升装置结构和工作过程后发现,缺陷烟包的形成主要有以下几点原因:
4、1、干燥提升装置输送速度越快,烟包通过干燥提升装置的时间越短,干燥效果越差,缺陷烟包越多。
5、2、受软包外观形状的影响,商标纸包装的底部四个顶角在接触提升干燥带时,有一定的支撑作用,且软包的商标纸较薄且软,从而使烟包底部中间位置与提升带的接触面积减小。
6、3、提升带长期受热会产生轻微的中间凹陷型卷曲形变,导致烟包底部中间商标纸上胶部分与提升带间有间隙,烟包底部的商标纸折页没有被压紧,不能很好的被加热干燥。
7、现有的解决方法是将加热温度调高至极限,初始时废品率有所下降,但又会带来新的问题:温度过高,提升带易变形、老化,带轮轴承使用寿命较短,需经常更换,严重影响设备发挥有效作业率和产品质量的稳定性,使用一段时间后,从以上新问题中又提高了废品率。
技术实现思路
1、本实用新型要解决的技术问题在于克服现有技术的不足,提供一种zb28软盒包装机的烟包干燥提升装置。
2、本实用新型通过以下技术方案实现:
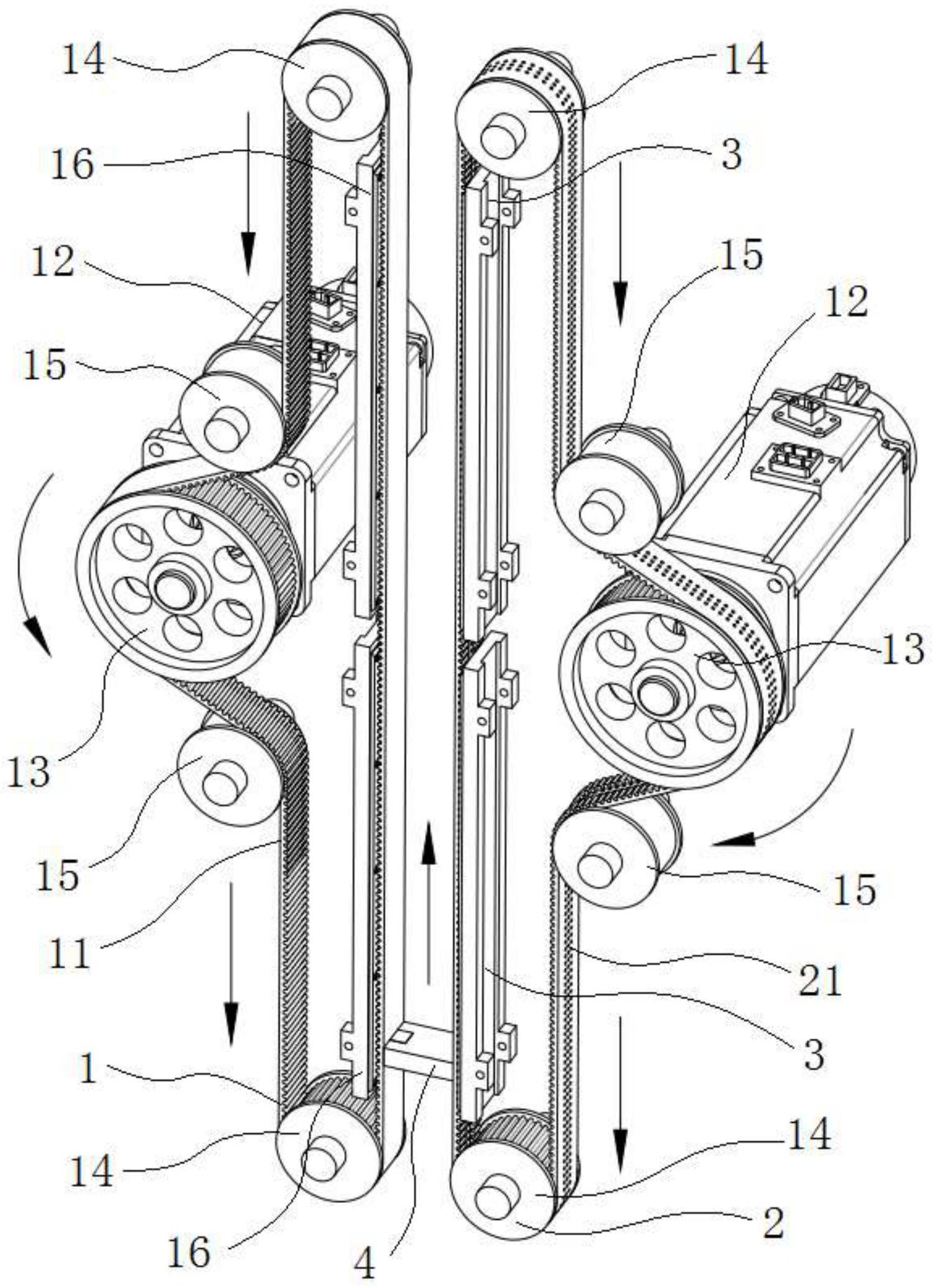
3、一种zb28软盒包装机的烟包干燥提升装置,包括相对设置的左侧提升机构(1)和右侧提升机构(2),左侧提升机构(1)和右侧提升机构(2)之间形成一个烟包(4)提升通道,右侧提升机构(2)内侧设置有干燥装置(3);
4、所述的右侧提升机构(2)上设置有第二提升带(21),干燥装置(3)上设置有加热板(31);
5、所述第二提升带(21)中部的厚度小于第二提升带(21)两侧的厚度和/或加热板(31)中部与烟包(4)底部的间距小于加热板(31)两侧与烟包(4)底部的间距。
6、更进一步的方案是,所述的第二提升带(21)背面正中设置有凹槽(211),凹槽(211)用于减小第二提升带(21)中部位置的厚度,增加传热性。
7、更进一步的方案是,所述的干燥装置(3)上设置有加热板(31),加热板(31)靠近第二提升带(21)的一侧设置有凸台(311),凸台(311)与第二提升带(21)上的凹槽(211)相适配,第二提升带(21)转动时,凹槽(211)在凸台(311)上滑动,凸台(311)用于支撑第二提升带(21)的中间部分。
8、更进一步的方案是,所述第二提升带(21)的凹槽(211)内排列设置有若干个传热通孔(212)。
9、更进一步的方案是,所述排列的传热通孔(212)之间的横向间距和纵向间距均不超过10mm。
10、更进一步的方案是,所述的凹槽(211)的宽度范围为20-25mm。
11、更进一步的方案是,所述的加热板(31)两端设置有倒角(312)。
12、更进一步的方案是,所述的左侧提升机构(1)和右侧提升机构(2)结构均包括:伺服电机(12)、主动轮(13)、两个带轮(14)和两个张紧轮(15),主动轮(13)同轴设置在伺服电机(12)的输出轴上,两个带轮(14)分别设置在主动轮(13)的上下两方,左侧提升机构(1)的第一提升带(11)和右侧提升机构(2)的第二提升带(21)分别套设在两个机构的主动轮(13)和两个带轮(14)上,两个张紧轮(15)分别设置在主动轮(13)的上下两侧,张紧轮(15)与第一提升带(11)或第二提升带(21)的外表面相接触。
13、更进一步的方案是,所述左侧提升机构(1)的第一提升带(11)内侧设置有限位板(16),限位板(16)靠近第一提升带(11)的一面贴合在第一提升带(11)的内侧。
14、更进一步的方案是,所述的干燥装置(3)包括加热板(31)和底板(32),加热板(31)通过螺栓安装在底板(32)上,底板(32)两侧安装在干燥提升装置的机架上。
15、本实用新型的工作原理:
16、本实用新型利用左侧提升机构(1)和右侧提升机构(2)的同步带传动提升烟包(4),左侧提升机构(1)用于烟包封签成型,右侧提升机构(2)用于烟包底部乳胶加热干燥成型。其中,右侧的第二提升带(21)为背面带凹槽(211)的同步带,第二提升带(21)内侧设置有与凹槽(211)相适配的加热板(31),加热板(31)上的凸台(311)适配凹槽(211)的同时,用于缩短加热板(31)与烟包(4)底部的间距,增强传热效果;干燥提升烟包(4)的过程中,第一提升带(11)和第二提升带(21)由两个伺服电机(12)独立带动,设备程序控制同步运动,对烟包(4)进行干燥、提升向上输送,输送烟包(4)过程中,加热板(31)通电发热,热量穿过第二提升带(21)和第二提升带(21)上的传热通孔(212)对烟包4底部进行加热干燥,第二提升带(21)通过开设凹槽(211)使中部位置厚度变薄,增强第二提升带(21)中部位置的传热性能;在凹槽(211)设置传热通孔(212)使热量直接从传热通孔(212)传递到烟包(4)底部,减少热量损耗。
17、本实用新型相比现有技术的有益效果:
18、1、本实用新型将原干燥提升带改造为开槽打孔型的第二提升带(21),第二提升带(21)背面的中部位置开设凹槽(211),使第二提升带(21)中部位置厚度变薄的同时,通过传热通孔(212)使传热效果大幅增加,底部粘贴不牢的烟包数量有效减少,废品率大幅降低。
19、2、因传热效果大幅提升,设备高速运行时,同时能保证产品质量的稳定性。
20、3、将加热板改造为加热板(31),为提升带的中间部分增加支撑面,保证烟包底部可以接触提升带而被有效干燥。
21、4、加热板(31)有效改善提升带的受热形变卷曲,延长了干燥带的使用寿命。
22、5、第二提升带(21)形变较小,延长了第二提升带(21)的使用寿命。
23、6、设备维修率降低,有效作业率提升。
- 还没有人留言评论。精彩留言会获得点赞!