一种基于RFID识别的自动回转输送系统的制作方法
本技术涉及自动化输送带,具体涉及一种基于rfid识别的自动回转输送系统。
背景技术:
1、目前全国各地的动车段和动车运用所的检修装配车间,用于高铁动车组配件检修作业的过程主要有以下几种,其主要特点如下:
2、(1)人工搬运,配件在往检修工位上搬运采用人工吊装,物料转运效率低且搬运配件的整体重量大危险性高。
3、(2)半自动模式,在进行配件流转时,运用普通的输送线体,不能根据配件类型直接流转到指定的配件检修工位,且运送物料的托盘不能自动循环回流到上料位,自动化程度低导致检修效率低。
技术实现思路
1、本实用新型的目的是提供一种基于rfid识别的自动回转输送系统,利用rfid对物料托盘进行自动分流转运,配件检修时配件托盘在输送线上自动循环流转。
2、本实用新型为达到上述目的,具体通过以下技术方案得以实现的:
3、一种基于rfid识别的自动回转输送系统,包括plc控制器和分别与plc控制器连接的上料机器人、下料机器人、回转输送线、支线输送线、移载机、阻挡器和rfid读写器,下料机器人和上料机器人布设在回转输送线外侧,支线输送线通过移载机连通布设在回转输送线外侧并位于上料机器人下游,阻挡器包括固定安装在回转输送线上的至少三组;
4、回转输送线上放置回转托盘,回转托盘上设置与rfid读写器对应的rfid电子标签;rfid读写器包括分别设置在上料机器人、下料机器人、移载机和支线输送线处的输送设备上的至少四组。
5、进一步地,下料机器人对应的回转输送线上设置下料抓取位,上料机器人对应的回转输送线上设置上料抓取位;下料抓取位和上料抓取位处的回转输送线上均设置阻挡器。
6、进一步地,下料抓取位上游的回转输送线上设置下料缓存区;下料机器人和上料机器人之间的回转输送线上设置空托盘缓存区;上料抓取位下游的回转输送线上设置物料缓存区;下料缓存区、空托盘缓存区和物料缓存区处回转输送线上均设置至少一个阻挡器。
7、进一步地,支线输送线的一侧设置检修工位。
8、进一步地,上料机器人和下料机器人分别通过上料控制器和下料控制器与plc控制器连接。
9、进一步地,支线输送线上安装至少一个阻挡器。
10、与现有技术相比,本实用新型的输送线配合机器人可进行全自动上下料及物料流转;该输送线配有rfid电子标签的流转托盘可实现物料精准转运及物料信息可在机器人及其它第三方系统间传递;该输送线主线为环形搭配移载机和支线结构,结构简单,托盘自动循环回流,转运效率高。
11、本实用新型基于rfid识别的自动回转输送线,适用范围广,不限于动车组,其它类似如地铁、市域铁路、城际铁路列车构架检修间内的配件自动化检修时均可使用。
技术特征:
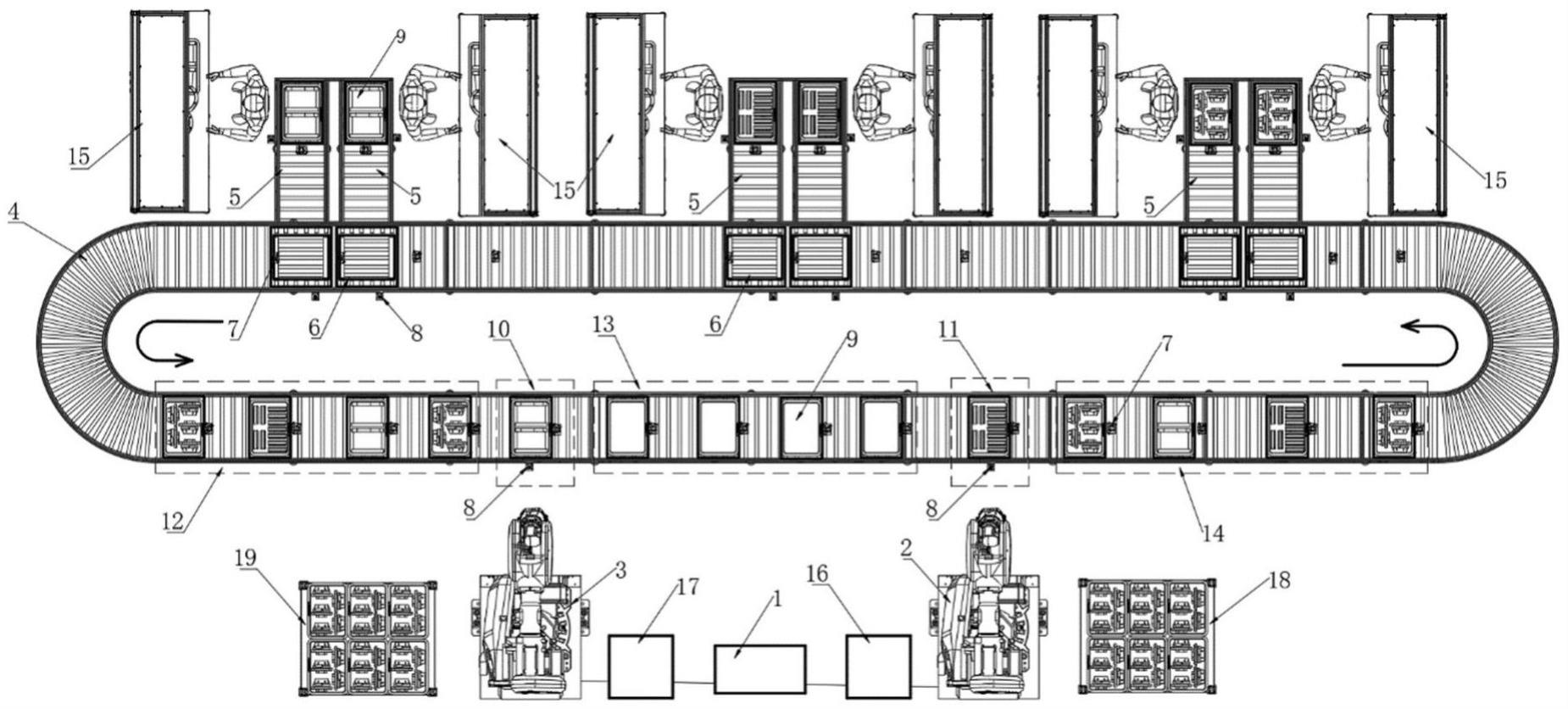
1.一种基于rfid识别的自动回转输送系统,其特征在于,包括plc控制器(1)和分别与plc控制器连接的上料机器人(2)、下料机器人(3)、回转输送线(4)、支线输送线(5)、移载机(6)、阻挡器(7)和rfid读写器(8),下料机器人和上料机器人布设在回转输送线外侧,支线输送线通过移载机连通布设在回转输送线外侧并位于上料机器人下游,阻挡器包括固定安装在回转输送线上的至少三组;
2.根据权利要求1所述的基于rfid识别的自动回转输送系统,其特征在于,下料机器人对应的回转输送线上设置下料抓取位(10),上料机器人对应的回转输送线上设置上料抓取位(11);下料抓取位和上料抓取位处的回转输送线上均设置阻挡器。
3.根据权利要求2所述的基于rfid识别的自动回转输送系统,其特征在于,下料抓取位上游的回转输送线上设置下料缓存区(12);下料机器人和上料机器人之间的回转输送线上设置空托盘缓存区(13);上料抓取位下游的回转输送线上设置物料缓存区(14);下料缓存区、空托盘缓存区和物料缓存区处回转输送线上均设置至少一个阻挡器。
4.根据权利要求1所述的基于rfid识别的自动回转输送系统,其特征在于,支线输送线的一侧设置检修工位(15)。
5.根据权利要求1所述的基于rfid识别的自动回转输送系统,其特征在于,上料机器人和下料机器人分别通过上料控制器(16)和下料控制器(17)与plc控制器连接。
6.根据权利要求1所述的基于rfid识别的自动回转输送系统,其特征在于,支线输送线上安装至少一个阻挡器。
技术总结
本技术公开了一种基于RFID识别的自动回转输送系统,包括PLC控制器和分别与PLC控制器连接的上料机器人、下料机器人、回转输送线、支线输送线、移载机、阻挡器和RFID读写器,下料机器人和上料机器人布设在回转输送线外侧,支线输送线通过移载机连通布设在回转输送线外侧并位于上料机器人下游;回转输送线上放置回转托盘,回转托盘外侧设置与RFID读写器对应的RFID电子标签;RFID读写器包括分别设置在上料机器人、下料机器人、移载机和支线输送线处的输送设备上的至少四组。本技术的输送线配合机器人可进行全自动上下料及物料流转;该输送线主线为环形搭配移载机和支线结构,结构简单,托盘自动循环回流,转运效率高。
技术研发人员:朱功超,王金辉
受保护的技术使用者:浙江龙铁纵横轨道交通检修技术有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!