一种自动上料装置的制作方法
本技术涉及上料装置,特别是涉及一种自动上料装置。
背景技术:
1、在产品生产制造的过程中,不同工序之间产品或物料的装载方式会根据制造工艺进行变更,或者在从上一道工序进入下一道工序时同时也会进行分类装载,传统的方式是通过人工上料、分类、下料重新装载,但这种方式的工作效率较低而且人工安全性差,不能满足大规模、高质量、高效率的生产需求。
2、现有的在生产过程中使用的上料装置大多采用输送带的方式进行上料,由于运输的物料在放入漏斗后,经由漏斗无须地掉落到输送带上,导致输送带上的物料进入下一工序时,需要人工重新整理,并且人工整理存在一定误差,物料的放置也不够均匀,在物料放入生产线的过程中,无法实时跟踪上料的情况。
3、因此,针对现有技术的不足提供一种自动上料装置。
技术实现思路
1、本实用新型提供了一种自动上料装置,旨在解决上料装置将物料送入生产线时,需要人工整理,无法做到等距排列,无法实时跟踪上料情况的问题。
2、本实用新型采用了以下技术方案:
3、一种自动上料装置,其特征在于,包括提升机构、分料机构、移栽机构、在线跟踪上料机构和总控系统,物料依次经过所述提升机构、分料机构、移栽机构和在线跟踪上料机构后放入生产线上,所述总控系统控制所述分料机构自动等距分配所述提升机构掉落的物料供所述移栽机构取出后放入所述在线跟踪上料机构;
4、所述提升机构包括用于输送物料的提升组件;
5、所述分料机构包括离心送料机、圆环分料机和轨道分料机,所述圆环分料机连接所述离心送料机和轨道送料机,所述圆环分料机与所述轨道分料机相切设置,所述物料依次经过所述离心送料机、圆环分料机和轨道分料机;
6、所述移栽机构包括用于将所述轨道分料机上的物料取出的机械臂;
7、所述在线跟踪上料机构包括装载架和传感器,所述传感器检测跟踪生产线的流速和导柱位置,所述装载架将物料放入生产线的导柱中。
8、进一步作为本实用新型技术方案的改进,所述提升机构还包括支撑架和漏斗,所述支撑架用于支撑所述提升组件,所述提升组件倾斜设置,所述漏斗位于所述提升组件低的一侧上方。
9、进一步作为本实用新型技术方案的改进,所述提升组件包括第一驱动电机、输送带和若干均匀设置在输送带表面的挡块,所述第一驱动电机设置在所述输送带高的一侧下方,所述第一驱动电机通过所述输送带带动物料分批次从低处往高处提升。
10、进一步作为本实用新型技术方案的改进,所述离心送料机包括离心桶体和第一运输轨道,所述离心桶体与所述第一运输轨道切线设置,所述第一运输轨道远离所述离心桶体的一端与所述圆环分料机固定连接。
11、进一步作为本实用新型技术方案的改进,所述圆环分料机边缘设有若干用于放置所述物料的凹槽,若干所述凹槽均匀设置。
12、进一步作为本实用新型技术方案的改进,所述轨道分料机包括第二运输轨道和位于所述第二运输轨道上方的若干夹具,若干所述夹具与所述轨道滑动连接;
13、所述第二运输轨道呈椭圆形。
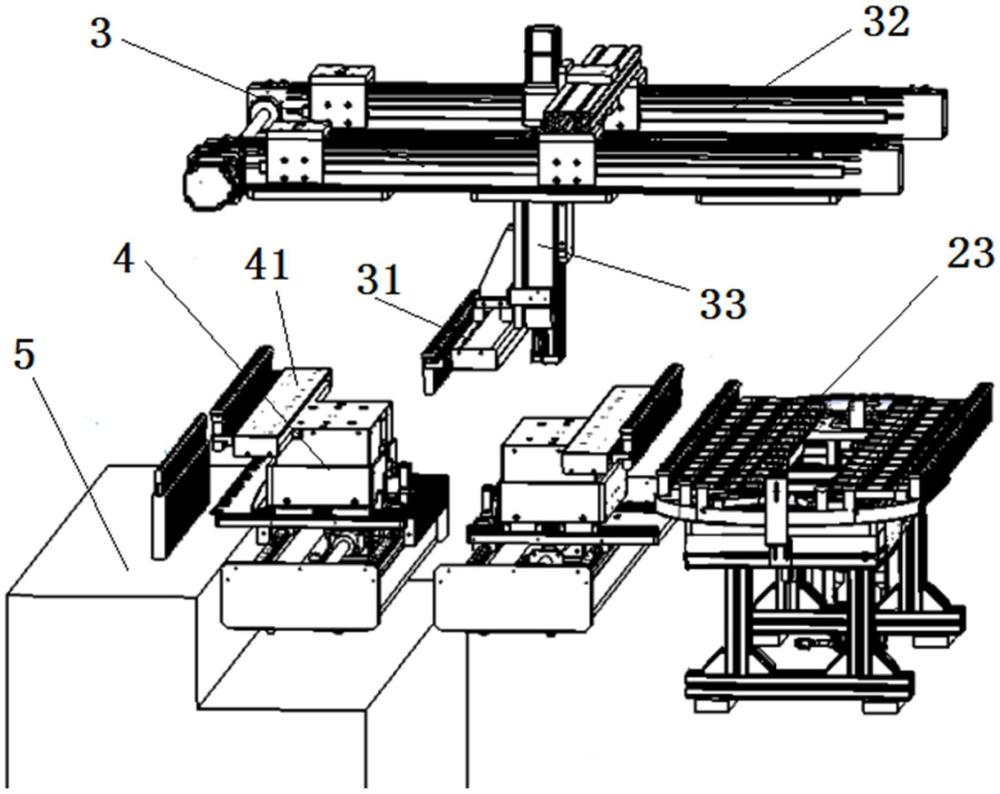
14、进一步作为本实用新型技术方案的改进,所述移栽机构包括滑动导轨和与所述滑动导轨垂直设置的滑动杆,所述滑动导轨与所述滑动杆滑动连接,所述机械臂设置在所述滑动杆远离所述滑动导轨的一端。
15、进一步作为本实用新型技术方案的改进,所述滑动杆沿着所述滑动导轨的长度方向左右移动,所述机械臂沿着所述滑动杆的长度方向上下移动。
16、进一步作为本实用新型技术方案的改进,所述移栽机构设置在所述在线跟踪上料机构的上方。
17、进一步作为本实用新型技术方案的改进,所述生产线设有用于放置物料的导柱,所述导柱与所述装载架相适配。
18、与现有技术相比,本实用新型的有益效果为:
19、本实用新型提出的自动上料装置,在上料时,通过提升组件将物料分批输送到高点,物料掉落至离心送料机中,通过离心送料机的离心力作用下,将物料传送至圆环分料机中等距分布,圆环分料机与轨道分料机相切设置且运输速率相同,圆环分料机上的物料在与轨道分料机接触时转送到轨道分料机中,物料在轨道分料机中自动等距成排分配,随后总控系统控制机械臂将成排分配好的物料取出并放入载物架上,此时,传感器检测跟踪生产线的流速和导柱的位置,在跟踪生产线行走了200mm-400mm的距离后,将载物架上成排分配好的物料放入导柱中,然后退出载物架,完成自动上料工序。本自动上料装置,具有生产线上的物料等距排列,实时跟踪上料情况的特点。
技术特征:
1.一种自动上料装置,其特征在于,包括提升机构、分料机构、移栽机构、在线跟踪上料机构和总控系统,物料依次经过所述提升机构、分料机构、移栽机构和在线跟踪上料机构后放入生产线上,所述总控系统控制所述分料机构自动等距分配所述提升机构掉落的物料供所述移栽机构取出后放入所述在线跟踪上料机构;
2.根据权利要求1所述的自动上料装置,其特征在于:所述提升机构还包括支撑架和漏斗,所述支撑架用于支撑所述提升组件,所述提升组件倾斜设置,所述漏斗位于所述提升组件低的一侧上方。
3.根据权利要求2所述的自动上料装置,其特征在于:所述提升组件包括第一驱动电机、输送带和若干均匀设置在输送带表面的挡块,所述第一驱动电机设置在所述输送带高的一侧下方,所述第一驱动电机通过所述输送带带动物料分批次从低处往高处提升。
4.根据权利要求1所述的自动上料装置,其特征在于:所述离心送料机包括离心桶体和第一运输轨道,所述离心桶体与所述第一运输轨道切线设置,所述第一运输轨道远离所述离心桶体的一端与所述圆环分料机固定连接。
5.根据权利要求1所述的自动上料装置,其特征在于:所述圆环分料机边缘设有若干用于放置所述物料的凹槽,若干所述凹槽均匀设置。
6.根据权利要求1所述的自动上料装置,其特征在于:所述轨道分料机包括第二运输轨道和位于所述第二运输轨道上方的若干夹具,若干所述夹具与所述轨道滑动连接;
7.根据权利要求1所述的自动上料装置,其特征在于:所述移栽机构包括滑动导轨和与所述滑动导轨垂直设置的滑动杆,所述滑动导轨与所述滑动杆滑动连接,所述机械臂设置在所述滑动杆远离所述滑动导轨的一端。
8.根据权利要求7所述的自动上料装置,其特征在于:所述滑动杆沿着所述滑动导轨的长度方向左右移动,所述机械臂沿着所述滑动杆的长度方向上下移动。
9.根据权利要求1所述的自动上料装置,其特征在于:所述移栽机构设置在所述在线跟踪上料机构的上方。
10.根据权利要求1所述的自动上料装置,其特征在于:所述生产线设有用于放置物料的导柱,所述导柱与所述装载架相适配。
技术总结
本技术公开了一种自动上料装置,包括机架、提升机构、分料机构、移栽机构、在线跟踪上料机构和总控系统,物料依次经过提升机构、分料机构、移栽机构和在线跟踪上料机构后放入生产线上,总控系统控制分料机构自动等距分配提升机构掉落的物料供移栽机构取出后放入在线跟踪上料机构;物料依次经过分料机构中的离心送料机、圆环分料机和轨道分料机,圆环分料机连接离心送料机和轨道送料机;移栽机构包括将轨道分料机上的物料取出的机械臂;在线跟踪上料机构包括装载架和传感器,传感器检测跟踪生产线的流速和导柱位置,装载架将物料放入生产线的导柱中。本自动上料装置,具有生产线上的物料等距排列,实时跟踪上料情况的优点。
技术研发人员:周健华
受保护的技术使用者:广州泰行智能科技有限公司
技术研发日:20230802
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!