一种圆盘给料机刮刀的制作方法
本技术涉及铁料输送,更具体地说,它涉及一种圆盘给料机刮刀。
背景技术:
1、圆盘给料机是定量输送铁料的关键设备,因刮刀与混匀铁料相摩擦,导致刮刀磨损速度快,使用周期不到一个月,使用寿命短。刮刀磨损后会造成圆盘卡料,从而造成送料不稳定。
2、专利申请文件cn113856879a公开了一种圆盘给料机防磨损柔性二次刮刀装置及其使用方法,但该刮刀装置存在结构复杂,维护量较大,成本高,且刮刀磨损时依然存在漏料的问题。
技术实现思路
1、本实用新型要解决的技术问题是针对现有技术的上述不足,本实用新型的目的是提供一种结构简单、使用寿命长的圆盘给料机刮刀。
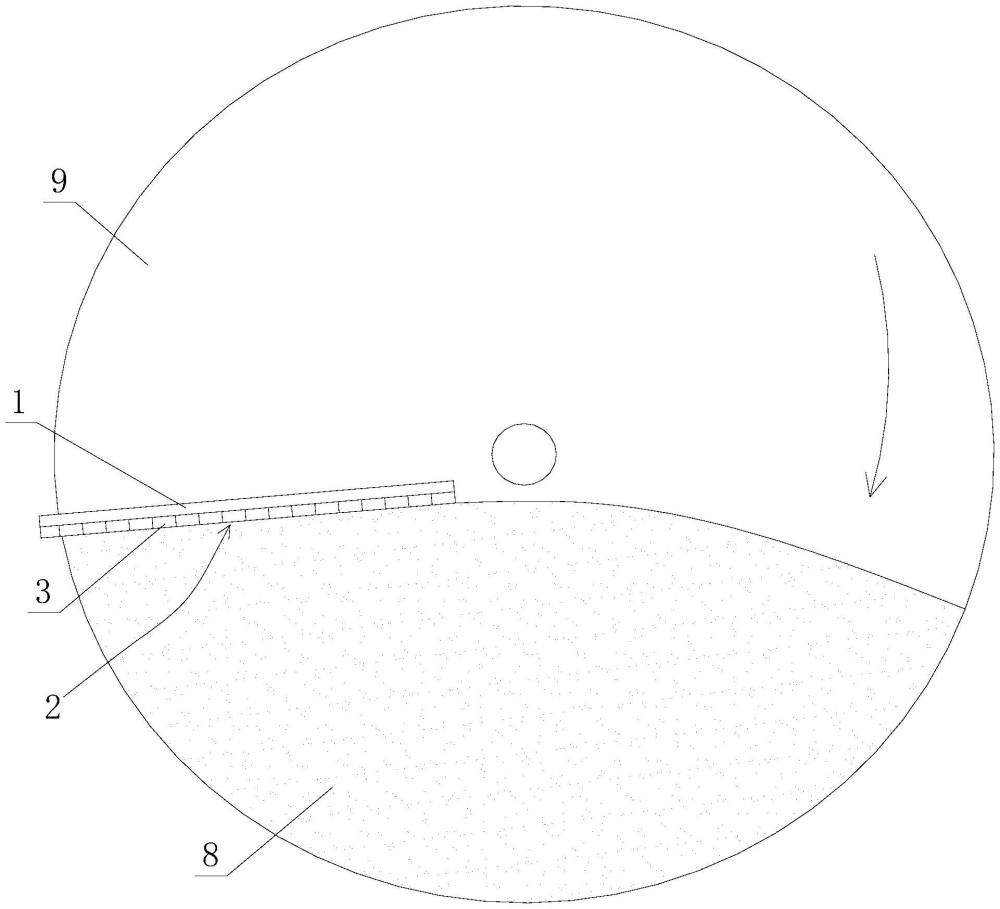
2、本实用新型的技术方案是:一种圆盘给料机刮刀,包括刀体,所述刀体底部与铁料接触的一侧设有耐磨层,所述耐磨层的底面与所述刀体的底面平齐,所述刀体为q345材料制成,所述刀体的厚度为8-15mm。
3、作为进一步地改进,所述耐磨层由多个依次连接的陶瓷衬砖构成,所述陶瓷衬砖通过粘接或螺栓安装在所述刀体。
4、进一步地,所述陶瓷衬砖的一端设有定位凸台,另一端设有与所述定位凸台相适配的定位槽,后一个陶瓷衬砖的定位凸台插接在前一个陶瓷衬砖的定位槽内,且相邻两个陶瓷衬砖的端面贴紧。
5、进一步地,所述刀体的侧壁设有用于对所述陶瓷衬砖的顶面进行定位的定位条。
6、进一步地,所述定位条与所述刀体的材质相同,所述定位条与所述刀体焊接。
7、进一步地,所述陶瓷衬砖的底部宽度大于顶部宽度。
8、进一步地,所述陶瓷衬砖为直角梯形体结构。
9、进一步地,所述陶瓷衬砖与铁料接触的侧面为凸圆弧面。
10、进一步地,所述刀体的厚度为10mm。
11、进一步地,所述刀体远离所述耐磨层的一侧设有加强筋。
12、有益效果
13、本实用新型与现有技术相比,具有的优点为:
14、本实用新型通过在刀体安装陶瓷衬砖,在工作过程陶瓷衬砖与铁料接触,陶瓷衬砖的耐磨性好,可以实现刮刀的使用周期由一个月延长到一年以上,结构简单、使用寿命长,节约成本,稳定圆盘下料量,减少烧结生产布料波动,稳定烧结过程。
技术特征:
1.一种圆盘给料机刮刀,包括刀体(1),其特征在于,所述刀体(1)底部与铁料(8)接触的一侧设有耐磨层(2),所述耐磨层(2)的底面与所述刀体(1)的底面平齐,所述刀体(1)为q345材料制成,所述刀体(1)的厚度为8-15mm;
2.根据权利要求1所述的一种圆盘给料机刮刀,其特征在于,所述陶瓷衬砖(3)的一端设有定位凸台(4),另一端设有与所述定位凸台(4)相适配的定位槽(5),后一个陶瓷衬砖(3)的定位凸台(4)插接在前一个陶瓷衬砖(3)的定位槽(5)内,且相邻两个陶瓷衬砖(3)的端面贴紧。
3.根据权利要求2所述的一种圆盘给料机刮刀,其特征在于,所述刀体(1)的侧壁设有用于对所述陶瓷衬砖(3)的顶面进行定位的定位条(6)。
4.根据权利要求3所述的一种圆盘给料机刮刀,其特征在于,所述定位条(6)与所述刀体(1)的材质相同,所述定位条(6)与所述刀体(1)焊接。
5.根据权利要求1-4任意一项所述的一种圆盘给料机刮刀,其特征在于,所述陶瓷衬砖(3)的底部宽度大于顶部宽度。
6.根据权利要求5所述的一种圆盘给料机刮刀,其特征在于,所述陶瓷衬砖(3)为直角梯形体结构。
7.根据权利要求5所述的一种圆盘给料机刮刀,其特征在于,所述陶瓷衬砖(3)与铁料(8)接触的侧面为凸圆弧面。
8.根据权利要求1所述的一种圆盘给料机刮刀,其特征在于,所述刀体(1)的厚度为10mm。
9.根据权利要求1所述的一种圆盘给料机刮刀,其特征在于,所述刀体(1)远离所述耐磨层(2)的一侧设有加强筋(7)。
技术总结
本技术公开了一种圆盘给料机刮刀,属于铁料输送技术领域,解决现有刮刀使用寿命短的技术问题,本技术包括刀体,刀体底部与铁料接触的一侧设有耐磨层,耐磨层的底面与刀体的底面平齐,刀体为Q345材料制成,刀体的厚度为8‑15mm。耐磨层由多个依次连接的陶瓷衬砖构成,陶瓷衬砖通过粘接或螺栓安装在刀体。本技术通过在刀体安装陶瓷衬砖,在工作过程陶瓷衬砖与铁料接触,陶瓷衬砖的耐磨性好,可以实现刮刀的使用周期由一个月延长到一年以上,节约成本,稳定圆盘下料量,减少烧结生产布料波动,稳定烧结过程。
技术研发人员:邓超,陈宇锋,杨宗用,孙高鹏,刘荣馨,王成龙
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:20230824
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!