一种称重式匣钵粉料智能装填装置的制作方法
本技术涉及隧道窑焙烧,尤其是一种称重式匣钵粉料智能装填装置。
背景技术:
1、采用隧道窑焙烧粉料时,传统生产工艺是将粉料人工填装到匣钵里,再将匣钵一层一层码装在窑车上。所有工作都是人工操作,工人劳动强度大,效率低,操作过程中还会产生较大的粉尘,不但会造成物料损失,而且严重影响工人的身体健康。匣钵需要拆垛、码垛及来回搬运,破损率较高,增加生产成本。匣钵重量占物料比例较大,焙烧时单位成品的能耗较大。
技术实现思路
1、针对上述技术问题,本实用新型提出了一种称重式匣钵粉料智能装填装置,该智能装填装置采用称重的方式进行装填,能够精准控制每次的装填量,替代人工操作,装填效率高。
2、一种称重式匣钵粉料智能装填装置,包括填料机构及填料机构转运系统,
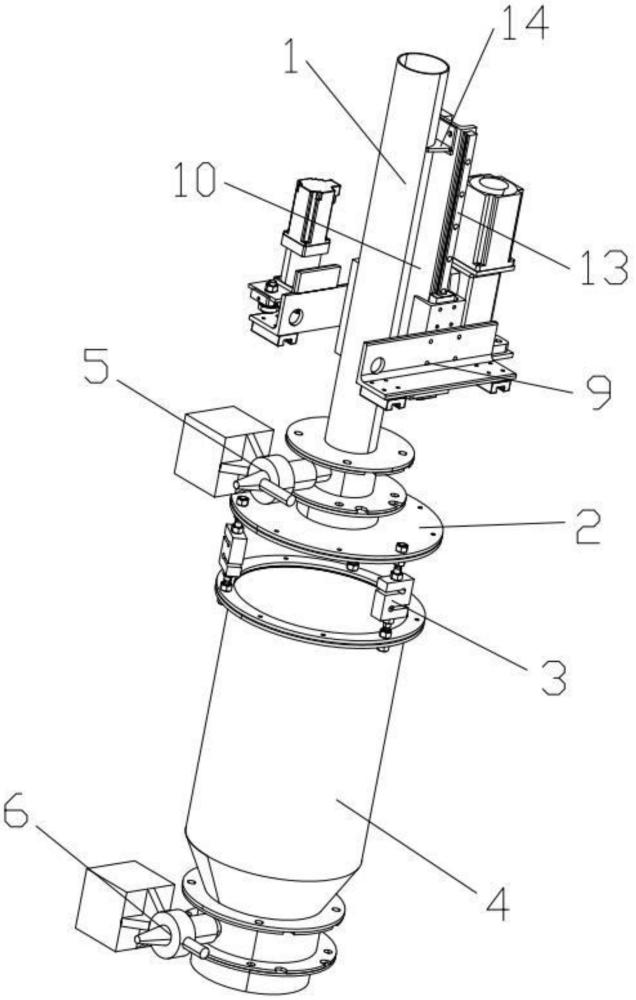
3、所述填料机构包括导料管、顶板、称重传感器、缓存料斗、上气动蝶阀、下气动蝶阀、防尘罩及吸尘系统,所述顶板固定于所述导料管底部,所述缓存料斗通过多组称重传感器吊装于顶板下方,用于承接从所述导料管出来的粉料,所述上气动蝶阀和下气动蝶阀分别用于控制导料管和缓存料斗出料口的开闭,所述防尘罩用于包裹所述顶板和缓存料斗之间的开口间隙,防止粉尘外溢,所述吸尘系统用于回收填料过程中溅起的粉尘,
4、所述填料机构转运系统用于驱动填料机构沿x轴、y轴及z轴方向自由移动。
5、作为上述技术方案的优选,所述填料机构转运系统包括定位架、滑动架、滑动座、升降杆,所述滑动架通过直线滑轨副一安装于定位架上,沿所述定位架x轴方向移动,所述滑动座通过直线滑轨副二安装于滑动架上,沿所述定位架y轴方向移动,所述升降杆通过直线滑轨副三安装于滑动座上,沿所述定位架z轴方向移动,所述滑动架与所述定位架之间、所述滑动座与所述滑动架之间及所述升降杆与所述滑动座之间均通过齿轮齿条组啮合传动,所述导料管平行固定于所述升降杆上
6、作为上述技术方案的优选,所述吸尘系统包括吸尘罩、抽吸管道及风机,所述吸尘罩包裹在所述缓存料斗的末端,缓存料斗插入匣钵时,所述吸尘罩罩设在匣钵上,所述吸尘罩内产生的扬尘通过所述风机和抽吸管道配合回收利用。
7、作为上述技术方案的优选,所述称重传感器设有三组,三组所述称重传感器沿顶板圆周均匀分布。
8、作为上述技术方案的优选,所述缓存料斗的容积大于匣钵容积。
9、作为上述技术方案的优选,所述导料管通过上下两组定位座固于所述升降杆上。
10、本实用新型的有益效果在于:
11、1、全程无人值守,自动操作,缩短了粉料装填时间,极大的减少了操作人员数量,极大的减轻了工人的劳动强度,显著的提高了工作效率。
12、2、物料封闭传送,避免了二次污染,保证了粉料纯度,极大的提高了产品品质。
13、3、大大减轻了操作空间的扬尘问题,改善了工作环境;闭环收尘再利用,提高了产品的产出率。
14、4、每一个匣钵装载重量均按设定重量自动装填,匣钵装填均匀充分,这样既提高了产量;也保证焙烧温度稳定,从而保证了产品品质。
15、5、匣钵始终固定安装在窑车上,不需要来回搬运,这样降低了匣钵的破损率,节约了生产成本。
技术特征:
1.一种称重式匣钵粉料智能装填装置,其特征在于:包括填料机构及填料机构转运系统,
2.根据权利要求1所述的称重式匣钵粉料智能装填装置,其特征在于:所述填料机构转运系统包括定位架、滑动架、滑动座、升降杆,所述滑动架通过直线滑轨副一安装于定位架上,沿所述定位架x轴方向移动,所述滑动座通过直线滑轨副二安装于滑动架上,沿所述定位架y轴方向移动,所述升降杆通过直线滑轨副三安装于滑动座上,沿所述定位架z轴方向移动,所述滑动架与所述定位架之间、所述滑动座与所述滑动架之间及所述升降杆与所述滑动座之间均通过齿轮齿条组啮合传动,所述导料管平行固定于所述升降杆上。
3.根据权利要求1所述的称重式匣钵粉料智能装填装置,其特征在于:所述吸尘系统包括吸尘罩、抽吸管道及风机,所述吸尘罩包裹在所述缓存料斗的末端,缓存料斗插入匣钵时,所述吸尘罩罩设在匣钵上,所述吸尘罩内产生的扬尘通过所述风机和抽吸管道配合回收利用。
4.根据权利要求1所述的称重式匣钵粉料智能装填装置,其特征在于:所述称重传感器设有三组,三组所述称重传感器沿顶板圆周均匀分布。
5.根据权利要求1所述的称重式匣钵粉料智能装填装置,其特征在于:所述缓存料斗的容积大于匣钵容积。
6.根据权利要求2所述的称重式匣钵粉料智能装填装置,其特征在于:所述导料管通过上下两组定位座固于所述升降杆上。
技术总结
本技术公开了一种称重式匣钵粉料智能装填装置,包括填料机构及填料机构转运系统,填料机构包括导料管、顶板、称重传感器、缓存料斗、上气动蝶阀、下气动蝶阀、防尘罩及吸尘系统,顶板固定于导料管底部,缓存料斗通过多组称重传感器吊装于顶板下方,用于承接从导料管出来的粉料,上气动蝶阀和下气动蝶阀分别用于控制导料管和缓存料斗出料口的开闭,防尘罩用于包裹顶板和缓存料斗之间的开口间隙,防止粉尘外溢,吸尘系统用于回收填料过程中溅起的粉尘,填料机构转运系统用于驱动填料机构沿X轴、Y轴及Z轴方向自由移动。该智能装填装置采用称重的方式进行装填,能够精准控制每次的装填量,替代人工操作,装填效率高。
技术研发人员:李学梅,舒敏,胡方方,张帆
受保护的技术使用者:武汉维迈工程技术有限公司
技术研发日:20230828
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!