一种新型的全自动张力控制闭环系统的制作方法
本技术涉及硅橡胶生产,尤其涉及一种新型的全自动张力控制闭环系统,主要是在压延生产过程中起到高精度控制需求承上启下的作用。
背景技术:
1、传统的张力控制方法主要由手动张力控制器,半自动张力控制器,磁粉刹车,感应探头等构成,通过张力反馈装置将实际的张力反馈给控制器,控制器收到反馈张力后与设定张力做比较,从而调整张力。
2、传统的张力控制系统主要存在以下问题:1、张力调整的过程中,特别是在加减速的过程中,会出现调节不及的现象,从而导致张力控制不稳定影响产品质量;2、张力在换卷过程中,不易调节,容易产生波动,一些需要不停机换料的机构上,传统张力控制方法换卷过程会产生较多不良品;3、由于机械间隙等其他干扰导致张力不稳定,在生产过程中张力的波动很大。
技术实现思路
1、针对现有技术中的不足与缺陷,本实用新型提出了一种新型的全自动张力控制闭环系统,用于解决背景技术中所提出的技术问题。
2、为了实现上述目的,本实用新型采用了如下技术方案:
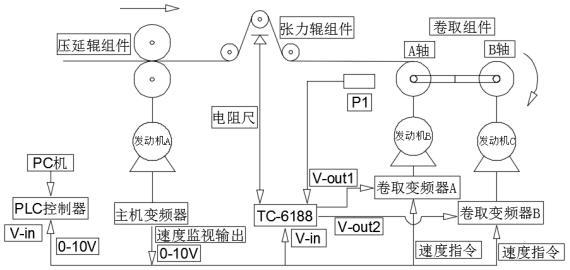
3、一种新型的全自动张力控制闭环系统,包括pc机和压延辊组件,所述pc机上设有plc控制器,所述压延辊组件的边侧设有张力辊组件,所述张力辊组件的边侧设有卷取组件,所述plc控制器与张力辊组件之间设有第一驱动控制组件,所述卷取组件上关联设置有第二驱动控制组件,所述第一驱动控制组件、第二驱动控制组件均与plc控制器相关联设置。
4、优选地,所述压延辊组件、张力辊组件和卷取组件之间相关联设置,所述张力辊组件上设有低摩擦缸的电阻尺。
5、优选地,所述第一驱动控制组件是由主机变频器和发动机a组成的,所述主机变频器与plc控制器相关联设置,所述压延辊组件和主机变频器均与发动机a相关联设置,所述主机变频器与plc控制器之间还设置有速度监视输出器。
6、优选地,所述卷取组件是由卷取辊轴a和卷取辊轴b组成的,所述第二驱动控制组件均与卷取辊轴a和卷取辊轴b相关联设置。
7、优选地,所述第二驱动控制组件包括卷取变频器a和卷取变频器b,所述卷取变频器a和卷取变频器b上分别设有发动机b和发动机c,所述发动机b和发动机c分别与卷取辊轴a和卷取辊轴b相关联设置,所述卷取变频器a和卷取变频器b均与plc控制器相关联设置。
8、本实用新型与现有技术相比,其有益效果为:
9、1、通过控制牵引速度来保持张力恒定,采用pic中的pid控制方式,根据张力的大小变化来改变低摩擦缸电阻尺的位置,电阻尺的位置变化信号再反馈给pic中的模拟量,plc再根据模拟量信号的变化进行演算,自动控制电机的转速。
10、2、通过全自动张力控制器的双工位闭环控制系统来保持张力恒定,根据张力检出器反馈的压力值来判断当前产品的一个压力值大小,张力检出器将检测出的压力值反馈给控制器,控制器接收到信号后进行演算,从而保持恒定的张力控制,达到理想的工作状态。
技术特征:
1.一种新型的全自动张力控制闭环系统,包括pc机和压延辊组件,其特征在于,所述pc机上设有plc控制器,所述压延辊组件的边侧设有张力辊组件,所述张力辊组件的边侧设有卷取组件,所述plc控制器与张力辊组件之间设有第一驱动控制组件,所述卷取组件上关联设置有第二驱动控制组件,所述第一驱动控制组件、第二驱动控制组件均与plc控制器相关联设置。
2.根据权利要求1所述的一种新型的全自动张力控制闭环系统,其特征在于,所述压延辊组件、张力辊组件和卷取组件之间相关联设置,所述张力辊组件上设有低摩擦缸的电阻尺。
3.根据权利要求1所述的一种新型的全自动张力控制闭环系统,其特征在于,所述第一驱动控制组件是由主机变频器和发动机a组成的,所述主机变频器与plc控制器相关联设置,所述压延辊组件和主机变频器均与发动机a相关联设置,所述主机变频器与plc控制器之间还设置有速度监视输出器。
4.根据权利要求1所述的一种新型的全自动张力控制闭环系统,其特征在于,所述卷取组件是由卷取辊轴a和卷取辊轴b组成的,所述第二驱动控制组件均与卷取辊轴a和卷取辊轴b相关联设置。
5.根据权利要求4所述的一种新型的全自动张力控制闭环系统,其特征在于,所述第二驱动控制组件包括卷取变频器a和卷取变频器b,所述卷取变频器a和卷取变频器b上分别设有发动机b和发动机c,所述发动机b和发动机c分别与卷取辊轴a和卷取辊轴b相关联设置,所述卷取变频器a和卷取变频器b均与plc控制器相关联设置。
技术总结
本技术公开了一种新型的全自动张力控制闭环系统,包括PC机和压延辊组件,PC机上设有PLC控制器,压延辊组件的边侧设有张力辊组件,张力辊组件的边侧设有卷取组件。本技术通过控制牵引速度来保持张力恒定,采用PIC中的PID控制方式,根据张力的大小变化来改变低摩擦缸电阻尺的位置,电阻尺的位置变化信号再反馈给PIC中的模拟量,PLC再根据模拟量信号的变化进行演算,自动控制电机的转速,通过全自动张力控制器的双工位闭环控制系统来保持张力恒定,根据张力检出器反馈的压力值来判断当前产品的一个压力值大小,张力检出器将检测出的压力值反馈给控制器,控制器接收到信号后进行演算,从而保持恒定的张力控制,达到理想的工作状态。
技术研发人员:郭涛,刘爽
受保护的技术使用者:广德圣尔达科技有限公司
技术研发日:20230920
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!