一种纸巾三维包装机的裹包折边成型机构的制作方法
本技术涉及一种纸巾三维包装机,特别涉及一种纸巾三维包装机的裹包折边成型机构。
背景技术:
1、人们对抽取式纸巾的要求不仅仅是纸的质量,还对抽取式纸巾的外观包装有一定的要求。为了满足人们的需求,就必须提高抽取式纸巾的包装效率和包装精度。
2、目前,抽取式纸巾在包装前都会被堆叠成长方形,而后进入薄膜包装成型机进过一系列的包装机构将薄膜包裹于长方形纸巾堆的六个外表面。由于纸巾堆的包装过程中需要涉及六个面的三维立体外包装,在单一的水平流水线上难以完成一系列的包装步骤,中途需要参杂一些人工包装步骤,使得整体的自动化程度下降,提高了生产成本,而且,现有的薄膜包装成型机无法将纸巾堆六个面的薄膜裹包折边进行合并包装,只能分开设置为两个或多个不同包装步骤,使得纸巾堆的整个包装步骤十分繁琐,造成包装效率低下。
技术实现思路
1、本实用新型所要解决的问题是提供一种纸巾三维包装机的裹包折边成型机构,这种纸巾三维包装机的裹包折边成型机构能够对纸巾堆的三维立体外包装自动进行折边并烫封定型,提高自动化程度和包装效率。
2、为了解决上述技术问题,本实用新型采用的技术方案如下:
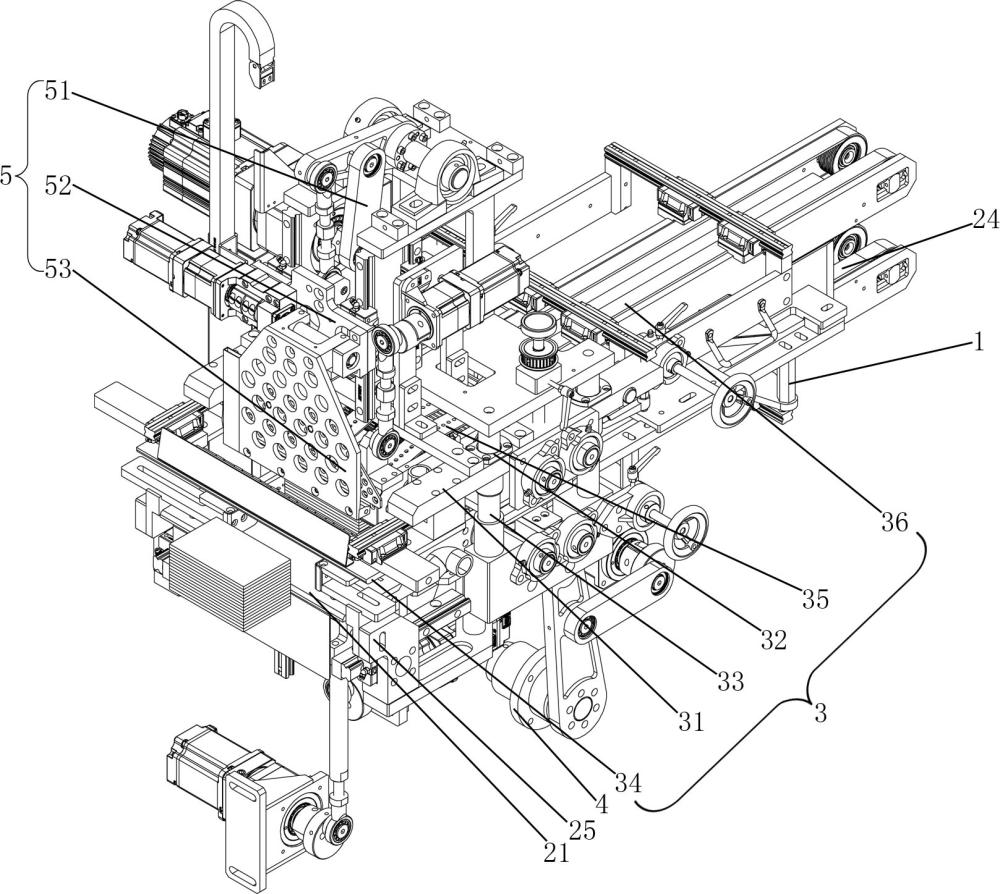
3、一种纸巾三维包装机的裹包折边成型机构,其特征在于:包括机架、下裹包输送组件、上裹包输送组件、上裹包高度升降组件和摆烫升降组件,下裹包输送组件、上裹包高度升降组件均安装在机架上,上裹包输送组件安装在上裹包高度升降组件的动力输出端上,并且上裹包输送组件处于下裹包输送组件的上方,摆烫升降组件安装在上裹包输送组件上;下裹包输送组件包括下裹包平台、下折膜板、下压包输送单元、下输送单元、两个移动折边单元和两个固定折边单元,下裹包平台、下折膜板、下压包输送单元、下输送单元自后至前依次安装在机架上,并且下折膜板能够在下裹包平台的前侧进行上下升降;两个移动折边单元均可前后移动安装在机架上,并且两个移动折边单元分别相对处于下裹包平台的两端;两个固定折边单元安装在机架上,并且两个固定折边单元分别相对处于下输送单元的两侧;上裹包输送组件包括升降座、上轴承座、上导向柱、上裹包平台、上压包输送单元和上输送单元,升降座可升降安装在机架上并处于下裹包输送组件的上方,并且升降座与上裹包高度升降组件的动力输出端传动连接;上轴承座安装在升降座上,上导向柱安装在机架上并处于上轴承座中,升降座通过上轴承座能够沿上导向柱进行上下升降,上裹包平台、上压包输送单元与上输送单元自后至前依次安装在升降座上,并且上压包输送单元能够在升降座上进行上下升降;摆烫升降组件的动力输出端上设有烫板和上折膜板,烫板、上折膜板自后至前依次设置在上裹包平台与上压包输送单元之间;上裹包平台与下裹包平台对应,上折膜板与下折膜板上下对应配合并构成摆烫升降通道,上压包输送单元与下压包输送单元上下对应配合,上输送单元与下输送单元上下对应配合。
4、上述前、后的定义:以纸巾堆的输送方向为准,纸巾堆先到达的一侧为后,纸巾堆慢到达的一侧为前。
5、工作时,包装膜由外置的下膜部件带动至上裹包平台、下裹包平台的前端,使纸巾堆处于包装膜的后侧,通过外置的推纸机构将纸巾堆推动至贴碰到包装膜,并将纸巾堆与包装膜一并推进入上裹包平台与下裹包平台之间,直到纸巾堆的后端面处于下折膜板的前侧,使上折膜板、下折膜板对应合拢(下折膜板向上升至高于下裹包平台的平面,上折膜板向下降至低于上裹包平台的平面),纸巾堆上端面的包装膜向下折边,纸巾堆下端面的包装膜向上折边,同时上压包输送单元向下下降,使上压包输送单元与下压包输送单元配合共同压住纸巾堆包装膜的上端面与下端面,烫板在上下折膜板合拢后快速摆动,将纸巾堆后端包装膜烫封定型;同时先将两个移动折边单元向前移动,完成纸巾堆后端面左右侧包装膜向前折边,再将两个移动折边单元向后移动复位,完成纸巾堆前端面左右侧包装膜向后折边;而纸巾堆的前端接触到两个固定折边单元的后部,完成纸巾堆前端的包装膜折边;然后,上压包输送单元、下压包输送单元同时开始输送,将纸巾堆输送到上输送单元与下输送单元之间;最后,通过上输送单元、下输送单元带动纸巾堆向前输送,并在两个固定折边单元的导向下,完成纸巾堆左右端面的包装膜上下折边定型。
6、通常,上述上裹包高度升降组件可以采用气缸,也可以采用电机与丝杆相配合的结构,还可以采用电机与连杆相配合的结构。工作时,需要根据纸巾堆的厚度,通过上裹包高度升降组件来对应调整升高或者降低上裹包输送组件的高度,使上裹包输送组件与下裹包输送组件之间的高度能够适配不同厚度尺寸的纸巾堆。
7、优选方案中,所述下压包输送单元、所述上压包输送单元均包括主动辊、从动辊、抽气箱、至少两条环形皮带和能够驱动主动辊转动的第一驱动单元,各条环形皮带并排设置并且均张紧在主动辊与从动辊的外面,各条环形皮带上均设有多个第一吸气孔;抽气箱设置在各条环形皮带的环形区域内,抽气箱内设有气腔,抽气箱的表面上设有至少两列第二吸气孔,第二吸气孔的列数与环形皮带的条数相同,每一列第二吸气孔分别与相应环形皮带上的各个第一吸气孔对应,各个第二吸气孔均与气腔连通;在下压包输送单元中,各条环形皮带的上行段自后至前运行;在上压包输送单元中,各条环形皮带的下行段自后至前运行。工作时,先将抽气箱的抽气口与外接负压装置连接,然后打开负压装置,对抽气箱的气腔进行抽真空,使各个第二吸气孔、各个第一吸气孔处形成负压区,将处于上压包输送单元与下压包输送单元之间的纸巾堆上下端面的包装膜吸附住,能瞬时增加各条环形皮带的制动力,防止各条环形皮带带动纸巾堆出现打滑的现象。
8、进一步优选方案中,所述下裹包输送组件还包括至少一个限位挡纸单元,限位挡纸单元设置在相邻两条所述环形皮带之间的间隙中,并且限位挡纸单元处于所述抽气箱的后侧;限位挡纸单元包括挡纸驱动装置和挡纸杆,挡纸驱动装置的动力输出方向朝上设置,挡纸杆竖直安装在挡纸驱动装置的动力输出端上,并且挡纸杆能够在相邻两条环形皮带之间的间隙中升降。当纸巾堆的后端面被推送到下折膜板的前侧时,挡纸驱动装置驱动挡纸杆向上伸出,使挡纸杆的上端高于环形皮带的上行段,阻挡在纸巾堆的前端面处,使得纸巾堆停稳在下压包输送单元与上压包输送单元之间;等到上折膜板、下折膜板对应合拢,使纸巾堆后端的包装膜完成折边并烫封定型后,挡纸驱动装置驱动挡纸杆向下缩回,驱动上下设置的各条环形皮带同时开始输送,将纸巾堆输送到上输送单元与下输送单元之间。上述挡纸驱动装置包括挡纸电机、挡纸减速器、挡纸连杆、升降直线导轨、升降滑块和挡纸座,挡纸电机、挡纸减速器、升降直线导轨均安装在机架上,升降滑块安装在升降直线导轨上并能够在升降直线导轨上进行上下滑动,挡纸座安装在升降滑块上,挡纸杆的下部安装在挡纸座上;挡纸电机的动力输出轴与挡纸减速器连接,挡纸减速器的动力输出轴与挡纸连杆的下端铰接,挡纸连杆的上端与挡纸座铰接。通过挡纸电机驱动挡纸连杆,使挡纸连杆带动挡纸座及其上的挡纸杆具有向上伸出和向下缩回。
9、进一步优选方案中,所述升降座上设有压包架和压包升降驱动装置,压包升降驱动装置安装在升降座上,压包升降驱动装置的动力输出端朝下设置,压包架安装在压包升降驱动装置的动力输出端上,所述上压包输送单元安装在压包架上。通过压包升降驱动装置实现上压包输送单元能够在升降座上进行上下升降。
10、更进一步优选方案中,所述压包升降驱动装置包括压包电机、压包减速器和压料连杆,压包电机、压包减速器均安装在升降座上,压包电机的动力输出轴与压包减速器连接,压包减速器的动力输出轴与压料连杆的上端铰接,压料连杆的下端与压包架的上部铰接。通过压包电机驱动压料连杆,使压料连杆带动压包架及其上的上压包输送单元具有抬起和下压功能,配合摆烫升降组件完成纸巾堆后端的包装膜烫封定型。
11、优选方案中,所述下输送单元、所述上输送单元均包括折边框架、驱动轴、两个主动带轮、两个从动带轮、两个输送带和能够驱动主动带轮转动的驱动单元,驱动单元安装在折边框架上,驱动轴可转动安装在折边框架的一端,两个主动带轮均安装在驱动轴上,两个从动带轮均可转动安装在折边框架的另一端;两个输送带并排设置并且分别张紧在相应主动带轮与从动带轮的外面,两个输送带之间构成纸巾堆输送通道;在下输送单元中,输送带的上行段自后至前运行;在上输送单元中,输送带的下行段自后至前运行。
12、进一步优选方案中,所述下输送单元、所述上输送单元均还包括导向轨、两个第一滑块、两个折边移动座和两个能够调节相应折边移动座位置的位置调节结构,导向轨安装在折边框架上,并且导向轨与所述输送带的输送方向垂直;两个第一滑块安装在导向轨上并能够在导向轨上进行移动,两个折边移动座的中部安装在相应的第一滑块上,并且两个折边移动座均与输送带的输送方向平行,两个折边移动座的一端分别通过第一滚珠轴承与相应主动带轮连接,两个所述从动带轮均可转动安装在相应折边移动座的另一端上;两个位置调节结构分别安装在折边框架的左侧板、右侧板上,两个位置调节结构的动力输出端分别朝向相应的折边移动座并与相应的折边移动座连接。通过位置调节结构来调节两个折边移动座能够沿驱动轴的轴向移动进行左右平移,以此来调节两个输送带之间的距离,即调节纸巾堆输送通道的宽度,使纸巾堆输送通道能够适应各种尺寸宽度的纸巾堆进行输送。
13、更进一步优选方案中,在所述下裹包输送组件中,两个所述固定折边单元均包括固定侧板,固定侧板安装在相应所述折边移动座的上部,并且固定侧板与所述输送带的输送方向平行;固定侧板的内壁上自后自前依次设有第一折边斜面和第二折边斜面,第一折边斜面自前自后逐渐向下倾斜,第二折边斜面自后自前逐渐向下倾斜。当上输送单元、下输送单元带动纸巾堆向前输送时,纸巾堆左右端面的包装膜下侧边先通过第一折边斜面的导向而向上折边,随着纸巾堆继续向前输送,纸巾堆左右端面的包装膜上侧边通过第二折边斜面的导向而向下折边,完成纸巾堆左右端面的包装膜上下折边定型。
14、更进一步优选方案中,所述位置调节结构包括调节螺杆和手轮,所述折边框架上设有与调节螺杆相匹配的螺孔,调节螺杆处于螺孔中,调节螺杆的内端通过第二滚珠轴承与所述折边移动座连接,手轮安装在调节螺杆的外端上。通过拧转手轮,使调节螺杆在螺孔中转动,以此通过调节螺杆拉动折边移动座及与其连接的主动带轮、从动带轮、输送带在驱动轴上移动,以此来调节主动带轮上的输送带的位置。
15、进一步优选方案中,在所述上输送单元中,所述折边框架的后端通过定位插销与所述升降座的前端铰接。当上输送单元中的输送带在输送过程中发生卡料时,以定位插销为转轴,使折边框架的后端绕着升降座的前端向上翻转,便于人工将卡料的纸巾堆从纸巾堆输送通道中取出。
16、优选方案中,所述移动折边单元包括水平导轨、水平滑块、折边座、折板和折边驱动装置,折边驱动装置、水平导轨均安装在所述机架上,并且水平导轨自所述下裹包平台的工位延伸至下压包输送单元的工位上,水平滑块安装在水平导轨上并能够在水平导轨上进行前后滑动,折边驱动装置的动力输出端与水平滑块连接;折边座安装在水平滑块上并能够在水平滑块上进行左右移动;折板安装在折边座的内端上。通过水平导轨作限位导向,由折边驱动装置驱动水平滑块在水平导轨上进行前后滑动,进而带动水平滑块上的折边座、折板在下裹包平台工位与下压包输送单元工位之间进行前后平移,完成纸巾堆后端面左右侧包装膜向前折边,以及纸巾堆前端面左右侧包装膜向后折边。一种具体方案中,上述折边座上设有条形孔,可通过螺栓穿过条形孔与水平滑块上的螺孔配合,实现在水平滑块上进行左右移动。
17、优选方案中,所述摆烫升降组件包括升降单元、联动板和摆烫单元,升降单元安装在所述升降座上,联动板安装在升降单元的动力输出端上,摆烫单元安装在联动板上;摆烫单元包括所述烫板、所述上折膜板、摆烫电机、摆烫减速器、联动轴、摆烫座和安装板,摆烫电机、摆烫减速器均安装在联动板上,摆烫电机通过摆烫减速器与联动轴传动连接,摆烫座安装在联动轴上,安装板的上部安装在摆烫座上,烫板安装在安装板的下部上,上折膜板的上部固定安装在联动板上,并且上折膜板处于安装板的内侧,上折膜板的下部处于烫板的上方,并且上折膜板的下部与烫板之间具有间隙。上述摆烫电机通过摆烫减速器带动联动轴转动(正向转动或反向转动一定角度),使联动轴带动摆烫座及其上的烫板进行摆动,使烫板完成烫封动作。
18、通常,上述折边驱动装置、升降单元均可以采用气缸,也可以采用电机与丝杆相配合的结构,还可以采用电机与连杆相配合的结构。
19、本实用新型与现有技术相比,具有如下优点:
20、本实用新型简化了纸巾堆的三维立体外包装步骤,能够对纸巾堆的三维立体外包装自动进行折边并烫封定型,提高自动化程度和包装效率,降低生产成本。
- 还没有人留言评论。精彩留言会获得点赞!