一种丝饼转运系统及方法与流程
本发明属于纺织机械,具体涉及一种丝饼转运系统及方法。
背景技术:
1、一般的氨纶车间由聚合车间、纺丝车间、包装车间等组成。我国如今氨纶行业产能越来越大,氨纶最终产品是先由聚合车间将各种原料进行聚合反应,“甬道”将氨纶丝的液态转换为固态,再由纺丝车间的卷绕机完成卷绕成型,最终由包装车间进行氨纶丝饼的装箱包装。
2、当前一条纺丝线一般为2-3种大品种氨纶丝饼分类,对应的自动包装车间一条包装线只可完成这2-3种的包装分类,而这些大品种的细分小品种只能由人工进行分类包装。随着氨纶工艺的提升、设备的改进,现在氨纶工厂实行更精细化的管理,丝饼的品种和品类也需要进行更精确的分类。如氨纶车间将根据纺丝车间每道甬道下来对应卷绕机的不同再次进行细分,这将导致每条纺丝线由之前的2-3种分类增加至8-12种分类,如果这些细分的分类全由自动包装来完成,那么自动包装车间的面积将会占据的非常大。氨纶丝饼种类的细分对于聚合与纺丝的影响不大,但对于丝饼转运和最终的自动包装影响巨大。
3、现有自动落筒转运丝车流程:纺丝车间落筒卸丝位→包装车间满丝车缓存位→自动包装线→包装车间空丝车缓存位→纺丝车间落筒卸丝位。主要存在一下问题:
4、1.对于细分的丝饼,人工包装的包装效率低,人工成本高。
5、2.自动落筒转运丝车是在纺丝的自动落筒设备将卷绕机上的丝饼按照大品种分类卸到每辆丝车上,一般每辆丝车的品种不会超过一种大品种或同一品种的两种小品种,如果超过两种品种则单条自动包装线无法进行自动分类包装,所以这就导致了一辆丝车上的品种只能按大品种分类,无法满足更多小品种的细分。
6、3.现有丝饼转运,对应每个丝饼品种,定丝车、定缓存车位、定agv转运小车、定包装线的方式,对于更多大品种或细分小品种,丝车数量、缓存空间、包装线都需要成倍增加,既不合理,也不经济。
技术实现思路
1、针对以上问题,本发明设计了一种丝饼转运系统及方法,以可堆叠丝饼转运单元作为同类型丝饼最小转运单位,实现在前道纺丝车间丝饼转运时对氨纶丝饼进行细致化分类,可满足多品种的自动落筒、自动包装丝饼的转运。
2、本发明设计的一种丝饼转运系统,所述丝饼由agv(automated guided vehicle,自动导向车,简称agv)小车从落丝区经缓存区转运到包装区,所述落丝区与缓存区间、缓存区与包装区间分别设置小车转运通道,包括丝饼转运单元(为最小转运单元,相当于传统丝车),所述小车一次转运不少于一个丝饼转运单元,通过堆叠方式,一般一辆agv小车可同时转运3~4个或更多丝饼转运单元,一个丝饼转运单元一次转运一种大品种丝饼(不区分小品种时)或同时转运同一大品种的两种小品种丝饼(通过区分存放位置区别不同品种);所述落丝区包括丝饼转运单元定位架(也称为堆叠架,用于定位堆叠多个丝饼转运单元)、码垛机和小车定位区,所述丝饼由落筒机从卷绕机上取出后放置到相应的丝饼转运单元中,所述码垛机将所述丝饼转运单元放置到所述定位架或小车上,所述小车在定位区接送丝饼转运单元,所述定位架或小车可以堆叠放置若干丝饼转运单元;
3、所述缓存区包括缓存立体库、丝饼进库口(装有丝饼的丝饼转运单元进库口,小车在丝饼进库口等待缓存区机械臂或机器人卸货)、丝饼出库口、空框进库口(空载丝饼转运单元进库口,小车从包装区将空载丝饼转运单元运送到空框进库口,等待缓存区机械臂或机器人将空载丝饼转运单元放入缓存立体库空位)和空框出库口,所述丝饼进库口和空框出库口设置于缓存区的一侧,一般接近落丝区,所述丝饼出库口和空框进库口设置于缓存区的另一侧,一般接近包装区;
4、所述缓存立体库包括分层或分格框架结构,所述分层或分格的高度不小于单个丝饼转运单元高度,宽度不小于单个丝饼转运单元宽度;
5、所述包装区包括若干包装线,由小车完成丝饼转运单元上线包装,并将空的丝饼转运单元运回缓存立体库。
6、进一步的,所述丝饼转运单元包括转运框或转运抽屉。
7、进一步的,所述丝饼转运单元设置堆叠结构,所述堆叠结构包括在所述丝饼转运单元的顶端设置不少于2个凹槽,底端对应位置设置凸起,所述凸起与凹槽配合起到堆叠定位作用。
8、进一步的,所述定位架的底部支架上侧和/或每层支架上侧设置与所述丝饼转运单元底端凸起对应的凹槽;所述小车底座上或转运托座上侧设置与所述丝饼转运单元底端凸起对应的凹槽。
9、进一步的,所述丝饼转运单元设置身份识别码,所述身份识别码包括二维码、条形码和射频身份标识码(rfid)中的至少一种或任意组合。
10、进一步的,所述落丝区设置身份识别器,所述身份识别器包括视频摄像头、扫码器、射频接收器中的至少一种或任意组合。
11、进一步的,所述小车上设置身份识别器,所述身份识别器包括视频摄像头、扫码器、射频接收器中的至少一种或任意组合。
12、进一步的,所述缓存区设置码垛机或机械臂或机器人,用于完成所述丝饼转运单元的入库和出库操作。
13、进一步的,所述缓存立体库建立分格区域索引,所述区域索引包括坐标索引,即按照纵向和横向建立二维平面(x,y)坐标索引,或身份识别码,即为每个分格区域建立独立的身份识别码,每个分格区域为一个丝饼转运单元的放置区域。
14、另一方面,一种丝饼转运方法,其特征在于,在落丝区每条纺丝线末端原先自动落筒丝车的位置设置定位架,所述定位架上设置可移动丝饼转运单元,若干丝饼转运单元上下放置时设置上下堆叠结构(也称为堆叠定位结构);所述丝饼通过丝饼转运单元和agv小车从落丝区经缓存区转运至包装区,所述丝饼转运方法包括如下步骤:
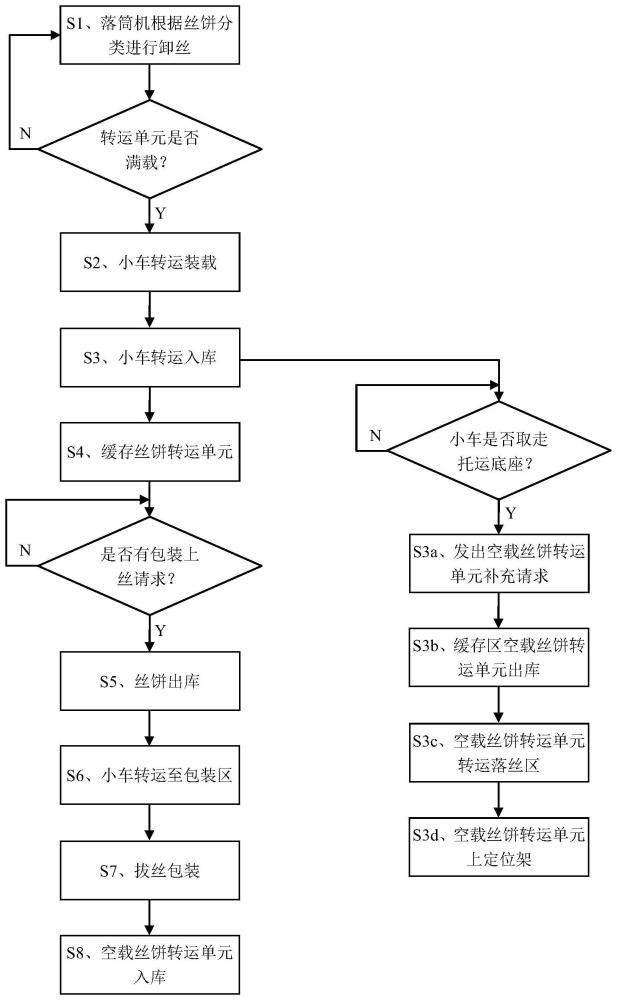
15、s1、落筒机根据丝饼分类进行卸丝,即根据设定将对应品种丝饼卸到对应的丝饼转运单元;
16、s2、agv小车转运装载,丝饼转运单元满载后,线边码垛机将对应满载丝饼转运单元从定位架取至线边agv小车转运托座上,所述转运托座位于小车定位区域,用于定点接送;
17、s3、agv小车转运入库,按照预定的单次转运丝饼转运单元数,所述转运托座满载后,系统呼叫agv小车转运,agv小车转运带货至缓存区丝饼进库口;
18、s4、缓存丝饼转运单元,缓存区码垛机将满载丝饼转运单元存放至缓存立体库的空位中,并在系统中记录对应位置坐标和丝饼品种,等待包装线上丝请求;
19、s5、丝饼出库,根据包装线上丝请求和系统调度策略,缓存区码垛机将对应请求规格型号的丝饼转运单元取出放至丝饼出库口agv小车转运托座上;
20、s6、agv小车转运至包装区,按照预定的单次包装转运丝饼转运单元数,所述转运托座满载后,系统呼叫agv小车转运,agv小车转运带货至对应的包装口;
21、s7、拔丝包装,当前丝饼转运单元拔丝完成(卸载丝饼),包装线完成包装,对于空载丝饼转运单元呼叫agv小车转运(一般拔丝完成后即行呼叫);
22、s8、空载丝饼转运单元入库,agv小车将空载丝饼转运单元转运到空框进库口,缓存区码垛机将空载丝饼转运单元存放至缓存立体库的空位中,并记录空单元在缓存立体库中的坐标位置。
23、进一步的,所述步骤s3中agv小车取走满载转运托座后,与后续步骤s4同步进行空载丝饼转运单元补充,包括:
24、s3a、发出空载丝饼转运单元补充请求(一般是在小车离开落丝区定点接送区域后即行呼叫空载丝饼转运单元),等待系统响应;
25、s3b、缓存区空载丝饼转运单元出库,根据补充请求,缓存区码垛机取出对应数量的空载丝饼转运单元,放至空框出库口转运托座上;
26、s3c、空载丝饼转运单元转运落丝区,系统呼叫agv小车,将空载丝饼转运单元转运至对应的纺丝线小车定位区域;
27、s3d、空载丝饼转运单元上定位架,纺丝线码垛机将空载丝饼转运单元取放至定位架需求对应空位置。
28、进一步的,所述agv小车一次运载离开缓存区丝饼出库口和/或空框出库口后,码垛机自动将入库口空的转运托座移动至出库口,或者从转运托座存放处取出一个放至出库口。
29、本发明的优点和有益效果在于:本发明所设计的一种丝饼转运系统及方法,通过设施设备改进和合理的调配使用策略,实现了氨纶丝饼生产工程中的:
30、(1)节约人力成本:极大的减少了人工现场操作需求,特别是多个细分品种中的自动包装,节省了人工。
31、(2)提高产品质量:新系统适应氨纶丝饼品种细分需求,可以实现精确控制,从而提高产品质量。
32、(3)装卸转运过程可追溯:从落丝、入库、出库到包装全过程标识跟踪,实现可追溯。
33、(4)提高场地利用率:立体缓存库设计,不同转运单元可共享缓存空间,提高了场地利用率,减少场地限制要求。
34、(5)减少人工干预:自动落筒转运可以减少生产过程中的人为失误,提高产品的一致性和稳定性。
35、(6)适应性强:自动化落筒可以适应不同的产品和生产需求,提高生产灵活性。
36、(7)提升企业竞争力:可以提高企业的生产效率和产品质量,降低生产成本,从而提升企业的竞争力。
- 还没有人留言评论。精彩留言会获得点赞!