一种刮板输送机链条运行状态在线检测方法及装置
本发明属于检测技术和检测设备,涉及一种刮板输送机链条运行状态在线检测方法及装置。
背景技术:
1、数智综合采煤是各主要采煤国家当前的主导采煤技术。刮板运输机是综采工作面最主要的运输设备。随着大采高重型工作面的建立,企业的生产效率显著提高。然而,这些重型工作面的建成对刮板运输机等综采设备提出了严峻的考验,需要更先进的检测技术与设备来预防故障的发生。刮板输送机的刮板链是其最重要的运动受力部件,受设计制造、使用维护以及工作面特殊工作条件的影响,刮板链时常发生断裂、卡链、掉链等现象。这不仅严重影响正常生产、降低企业生产效率,还对输送机沿线工作人员的生命安全也构成极大的威胁,并可能导致设备二次破坏。因此,煤炭开采企业迫切需要更为有效的刮板运输机链条实时监测和诊断技术,以预防事故的发生。
2、目前,对链条的实时检测主要采用两种方法。一种是链条张力监测与分析,需要在合适的位置粘贴几组应变片,并配置无线通信装置,将链条的变形数据传递给测试设备,然后对链条中的张力进行监测和分析。目前这种方法主要侧重于理论计算与控制调节方面,但尚无成熟的技术实现有效的监测。另一种方法是基于链条或刮板的时间差进行链条断链检测判断,如采用感应开关、红外线遮挡、磁铁感应等原理检测刮板通过的时间差来判断是否断链,只要时间差满足预设阈值条件就判断为断链。这类方法的前提条件是假设运输机链条匀速运行。实际上,由于煤块大小不同、机械卡滞、电压波动等各种交变负载的影响,链条的运行速度显然随时可能变化。因此,使用这些技术就可能会产生严重误判。
3、综上所述,迄今为止,尚未发现一种有效的方法能够实现对刮板输送机链条运行状态的实时监测。
技术实现思路
1、针对现有技术中存在的问题,本发明提供一种刮板输送机链条运行状态在线检测方法及装置,从而解决现有技术中对刮板输送机链条运行状态误判问题的技术挑战。
2、本发明是通过以下技术方案来实现:
3、一种刮板输送机链条运行状态在线检测方法,包括以下步骤:
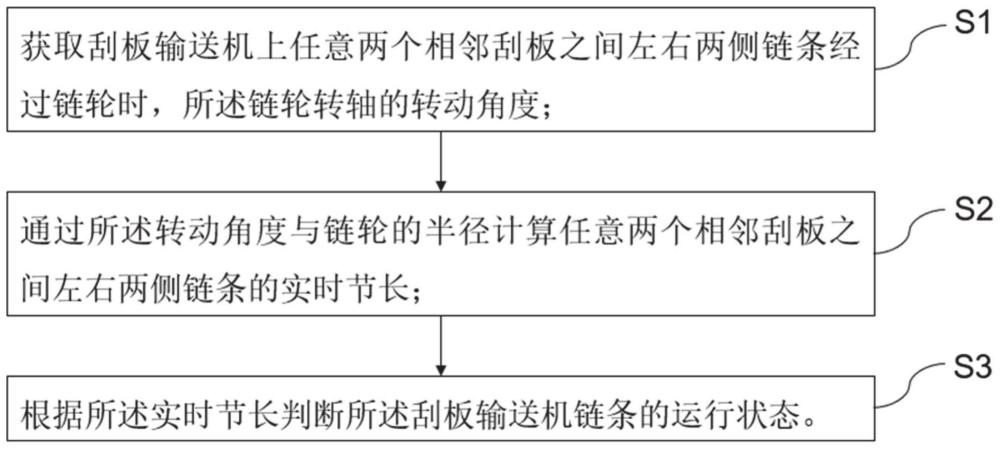
4、s1:获取刮板输送机上任意两个相邻刮板之间左右两侧链条经过链轮时,所述链轮转轴的转动角度;
5、s2:通过所述转动角度与链轮的半径计算任意两个相邻刮板之间左右两侧链条的实时节长;
6、s3:根据所述实时节长判断所述刮板输送机链条的运行状态。
7、优选的,所述链条包括刮板链和底链;
8、对于刮板链,所述步骤s3具体为:
9、若任意两个相邻刮板之间左右两侧刮板链的实时节长变化率差值的绝对值小于第一阈值,且节长变化率均不大于预设的第二阈值,则当前刮板链运行状态正常;
10、若任意两个相邻刮板之间左右两侧刮板链的实时节长变化率均大于预设的第三阈值,则当前刮板链出现卡滞;
11、若任意两个相邻刮板之间左右两侧刮板链的实时节长变化率差值的绝对值大于第一阈值,且节长变化率均不大于预设的第四阈值,则当前刮板链出现偏摆现象,且向实时节长较长的一侧偏摆;
12、若任意两个相邻刮板之间左右两侧刮板链中有一侧的实时节长变化率大于预设的第五阈值,则预警当前刮板链断链;
13、若任意两个相邻刮板之间左右两侧刮板链的实时节长变化率之差大于预设的第六阈值,则预警当前刮板链出现单侧断链、卡滞;
14、若所有两个相邻刮板之间左右两侧刮板链的实时节长均小于基准节长,所述基准节长为则新链条空载时的长度,刮板链链条与齿轮之间出现对口错位;
15、若所有两个相邻刮板之间左右两侧刮板链的实时节长变化率均大于预设的第七阈值,则判断为机头链轮直径损耗、当前刮板链连续超载或链环损耗;
16、对于底链,所述步骤s3具体为:
17、若任意两个相邻刮板之间左右两侧底链的实时节长变化率均大于预设的第七阈值,判断为机尾链轮直径损耗或底链链环损耗。
18、优选的,所述节长变化率为:
19、
20、式中,y为节长变化率,li为测试的第i节链条的实时节长,l0为基准节长。
21、一种刮板输送机链条运行状态在线检测装置,包括角度编码器、位置传感器以及在线检测系统;所述角度编码器以及位置传感器均与所述在线检测系统通讯,所述角度编码器设置在轮轴上,所述位置传感器设置在挡板上;
22、所述角度编码器以及位置传感器用于测量刮板输送机上任意两个相邻刮板之间左右两侧链条经过链轮时,所述链轮转轴的转动角度;
23、所述在线检测系统包括:
24、数据获取模块,所述数据获取模块用于获取刮板输送机上任意两个相邻刮板之间左右两侧链条经过链轮时,所述链轮转轴的转动角度;
25、第一数据处理模块,所述第一数据处理模块用于通过所述转动角度与链轮的半径获取任意两个相邻刮板之间左右两侧链条的实时节长;
26、第二数据处理模块,所述第二数据处理模块用于根据所述实时节长判断所述刮板输送机链条的运行状态。
27、优选的,所述角度编码器包括第一角度编码器(1)以及第二角度编码器(4);所述位置传感器包括第一位置传感器(2)、第二位置传感器(3)、第三位置传感器(5)以及第四位置传感器(6);所述第一角度编码器(1)设置在机头链轮转轴上,第一位置传感器(2)和第二位置传感器(3)分别固定设置在工作面刮板输送机挡板的两侧;所述第二角度编码器(4)设置在刮板输送机的机尾链轮转轴上,所述第三位置传感器(5)以及第四位置传感器(6)分别固定设置在刮板输送机底部挡板的两侧。
28、优选的,所述工作面刮板输送机挡板的两侧以及底部挡板的两侧还均匀分布设置有若干位置传感器;并使所述在线检测装置上所有位置传感器的位置信息与第一角度编码器(1)的角度信息进行同步,用于判断链条断链、掉链或卡链的工况以及链轮的运行工况。
29、一种刮板输送机,包括上述的在线检测装置,所述在线检测装置中的角度编码器设置在轮轴上,所述位置传感器设置在挡板上;所述刮板输送机的刮板上均设有磁铁;
30、刮板输送机运行时,第i个刮板上的磁铁使所述位置传感器产生第i个感应信号,并传输给在线检测装置中的在线检测系统,此时,角度编码器同步反馈第i个转动角度;
31、第i+1个刮板经过位置传感器时,使所述位置传感器产生第i+1个感应信号,并继续传输给在线检测系统,此时,角度编码器同步反馈第i+1个转动角度;
32、所述第一数据处理模块利用第i+1个转动角度、第i个转动角度以及链轮的半径计算第i个刮板与第i+1个刮板之间左右两侧链条的实时节长;
33、所述第二数据处理模块利用所述实时节长判断所述刮板输送机链条的运行状态。
34、一种计算机装置/设备/系统,包括存储器、处理器及存储在存储器上的计算机程序,所述处理器执行所述计算机程序以实现上述方法的步骤。
35、一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序/指令被处理器执行时实现上述方法的步骤。
36、一种计算机程序产品,包括计算机程序/指令,该计算机程序/指令被处理器执行时实现上述方法的步骤。
37、与现有技术相比,本发明具有以下有益的技术效果:
38、本发明公开一种刮板输送机链条运行状态在线检测方法,该方法中首先获取刮板输送机上任意两个相邻刮板之间左右两侧链条经过链轮时,所述链轮转轴的转动角度;然后通过所述转动角度与链轮的半径获取任意两个相邻刮板之间左右两侧链条的实时节长;最后根据所述实时节长完成所述刮板输送机链条运行状态的在线检测。该方法通过左右两侧链条经过链轮时链轮转轴的转动角度以及链轮的半径获取左右两侧链条的实时节长,得到的实时节长更加精准,有效避免了载重不同时,对于链条运行速度的影响,避免了误判的情况。
39、另外,本发明还公开一种刮板输送机链条运行状态在线检测装置,该装置中,利用角度编码器以及位置传感器获取链轮转轴的转动角度,然后利用在线检测系统中的数据获取模块获取该转动角度,通过第一数据处理模块计算任意两个相邻刮板之间左右两侧链条的实时节长,最后通过得到的实时节长利用第二数据处理模块判断所述刮板输送机链条的运行状态。
- 还没有人留言评论。精彩留言会获得点赞!