一种线材张力控制装置及方法与流程
本发明属于线材绕制,具体涉及一种线材张力控制装置及方法。
背景技术:
1、在线材的绕制过程中,张力控制效果对线圈绕制质量有着极关重要的影响,线材张力的不稳定会造成线圈绕制排布的不均匀,尤其是在密排绕制中,张力过小时会造成绕制的叠线、间隙,从而导致多层绕制时塌陷、鼓包的情况,出现绕制不平整的现象,张力过大则会造成线材受力影响线材本身的米阻,直径变化或者断线,从而最终影响产品的绕制质量。
2、在丝材绕制行业,线材的实时绕制张力一直是一项困扰行业发展的难题,张力的大小和恒定输出直接影响着产品的绕制质量和效率,所以稳定的张力输出一直迫在眉睫。
3、现有技术方案:以往在线材的绕线过程中,往往采用被动放线模式,即通过抛物式放线或线轮被动拉转的方式放线,然后通过机械张力器、电子张力器或伺服张力控制器控制线材张力,最终通过排线机构将线材绕制在骨架上。
4、虽然现有技术采用电子张力器可以有效控制线材绕制张力,但由于都是被动式放线,在绕制出现问题时无法将绕制的线材进行反向收线,因此对于一些张力和绕制精度要求较高的产品在需要反向收线时,无法实现自动退绕,此时往往通过人工拉拽的方式手工收线、再继续放线,必要时再进行人工干预,以达到绕制平整的效果。这样依赖于人工个人经验和操作的成分大,劳动强度大,工作效率低下,产品一致性差别大,很难保证批量产品的规模化生产。
5、本发明旨在提供一种线材绕制过程中张力可控、一定范围内恒定输出的方法。
技术实现思路
1、本发明的目的在于克服上述现有技术的不足,提供了一种线材张力控制装置及方法,以便于在生产制造过程中提高产品的绕制效率和产品质量。
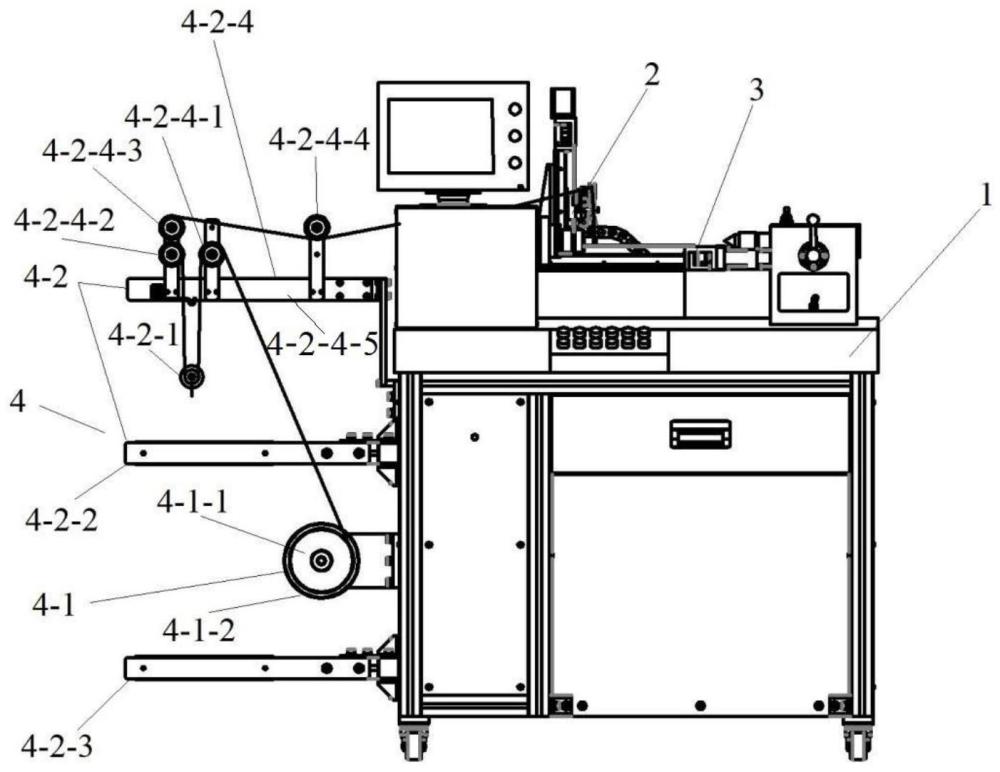
2、为了解决技术问题,本发明的技术方案是:一种线材张力控制装置,包括工作台、绕线机构、排线机构、主动放线机构和控制组件,所述绕线机构和排线机构设置于工作台上端面,主动放线系统设置于工作台一侧面,所述主动放线机构包括放线组件和张力控制组件,放线组件设置于工作台一侧面中间位置,张力控制组件包括张力控制轮、上光幕限位组件、下光幕限位组件和支撑组件,所述上光幕限位组件设置于放线组件上侧,下光幕限位组件设置于放线组件下侧,上光幕限位组件和下光幕限位组件相互平行并且与放线组件之间的距离相等,所述张力控制轮通过支撑组件支撑并始终保持在上光幕限位组件和下光幕限位组件之间跳动,所述绕线机构、排线机构、放线组件、上光幕限位组件和下光幕限位组件分别与控制组件电连接。
3、优选的,所述绕线机构和排线机构设置于工作台上端面,绕线机构设置于左前方,排线机构设置于左后方,主动放线机构设置于工作台左侧面,线材经过放线组件后经过张力控制轮,接着进入排线机构,最后进入绕线机构进行绕线。
4、优选的,所述绕线机构包括收线电机、带轮和绕线轴,所述收线电机的动力输出端连接带轮的一端,带轮的另一端连接绕线轴,骨架安装在绕线轴上,收线电机经带轮减速后带动绕线轴旋转,实现骨架的绕线功能,所述收线电机与控制组件电连接,收线电机上设置有编码器,编码器也与控制组件电连接。
5、优选的,所述排线机构包括伺服电机、减速机和滚珠丝杠,伺服电机的动力输出端连接减速机,减速机连接滚珠丝杠,伺服电机经减速机减速后带动滚珠丝杠旋转实现排线功能。
6、优选的,所述排线机构上设置有张力测量轮,线材经过张力控制轮控制张力后进入张力测量轮进行张力检测,接着进入排线机构进行排线,张力测量轮与控制组件电连接。
7、优选的,所述放线组件包括放线电机和放线盘,放线电机安装在工作台左侧面中间位置,放线电机动力输出端连接放线盘,线材绕制在放线盘上。
8、优选的,所述支撑组件包括第一过、第二过轮、第三过轮、第四过轮和支撑杆,支撑杆固定于工作台左侧面上端位置,支撑杆分别与上光幕限位组件和下光幕限位组件平行,第一过轮、第二过轮、第三过轮和第四过轮分别安装在支撑杆上,线材从第一过轮绕过接着从张力控制轮绕过,接着从第二过轮绕过,然后从第三过轮绕过,最后从第四过轮绕过进入张力测量轮。
9、优选的,所述张力控制轮上悬挂有不同质量的砝码,实现不同张力的调节,所述上光幕限位组件和下光幕限位组件分别距离放线组件的尺寸为25~35cm,上光幕限位组件和下光幕限位组件均包括投光器和受光器,投光器和受光器处于同一直线上,投光器和受光器分别与控制组件电连接。
10、优选的,一种线材张力控制方法,当选择为绕线功能时,绕线机构的收线电机逆时针旋转进行收线,放线电机逆时针旋转进行放线,由于放线电机速度的实际值比理论值偏大,因此张力控制轮会下移,当控制组件检测到张力控制轮运行到下光幕限位组件时,放线电机平稳减速直至停止;此时张力控制轮上移,当控制组件检测到张力控制轮运行到上光幕限位组件时,放线电机平稳启动直到实际放线电机频率f实,确保张力控制轮在上光幕限位组件和下光幕限位组件可检测的范围内上、下运动;
11、当选择为倒线功能时,绕线机构的收线电机顺时针旋转进行倒线,放线电机顺时针旋转进行收线;当检测到张力控制轮运行到上光幕限位组件时,放线电机平稳启动直到实际放线电机频率f实;当检测到张力控制轮运行到下光幕限位组件时,放线电机平稳减速直到停止,确保张力控制轮在上光幕限位组件和下光幕限位组件可检测的范围内上、下运动。
12、优选的,所述实际放线电机频率f实计算公式为:
13、f实=f放+δ
14、f放=v放×50÷v额
15、
16、式中:
17、f实为实际放线电机频率,hz;
18、f放为理论放线电机频率,hz;
19、δ为微调量;
20、v放为放线盘速度,转/分;
21、v额为放线电机的额定转速,转/分;
22、v主为绕线轴缠绕速度,转/分;
23、φ主为绕线轴直径,mm;
24、φ放为放线盘直径,mm。
25、与现有技术相比,本发明的优点在于:
26、(1)本发明公开了一种线材张力控制装置,包括工作台、绕线机构、排线机构、主动放线机构和控制组件,主动放线机构包括放线组件和张力控制组件,张力控制组件包括张力控制轮、上光幕限位组件、下光幕限位组件和支撑组件,线材经过放线组件后经过张力控制轮进行张力控制,接着进入排线机构进行排线,最后进入绕线机构进行绕线,本发明通过主动放线机构实现张力可控、恒定输出,实现了收线电机缠绕、放线电机随动的功能,提高了产品的绕制效率和产品质量;
27、(2)本发明由在张力控制轮上挂不同质量的砝码,实现不同线径,不同张力大小的需求;张力测量轮实时测量线材张力,并显示在控制组件连接的触摸屏上,运行过程中张力控制轮始终保持在上、下光幕之间跳动,控制组件通过光幕感应张力控制轮的上下位置来控制放线电机的启、停,使线材在放线过程中保持张力在一定范围内恒定;
28、(3)本发明通过上下光幕感应张力控制轮,控制放线电机的启停,来实现主动放线。
- 还没有人留言评论。精彩留言会获得点赞!