一种压缩空气送料的自动扎带工具的制作方法
本发明涉及一种自动扎带工具,尤其涉及一种压缩空气送料的自动扎带工具。
背景技术:
1、现有的自动扎带设备或自动扎带工具在穿拉切功能组件的设计及扎带定位方式等方面的技术方案各有不同,本发明人的在先多个专利中强调“用第二导向爪的根部或端面锁住扎带头部”,或者设计可以摆动的弹性锁止零件让扎带头部通过,等扎带头部通过后利用弹簧的弹性推动锁止零件锁住扎带头部,本发明人的其他多个在先专利采用了所述的锁止零件但没有在所述的在先专利中公开说明(也没有在附图中示出),其中采用导向爪的根部锁住扎带头部的方法对扎带头部厚度方向的公差要求非常严格,如果扎带头部稍微厚一点,容易卡住扎带头部过不去(无法到达准确定位位置)从而导致捆扎失败;而设计可以摆动的弹性锁止零件的方案能做摆动避让动作,这种方式虽然解决了扎带头部厚度公差问题,但是在采用压缩空气推动扎带的场合下,这个可以摆动的弹性锁止零件会对高速运动的扎带产生很大阻碍作用,严重损耗扎带运动的动能,而且,扎带速度不同,可以摆动的弹性锁止零件对扎带运动的动能损耗也不同,扎带运动的动能损耗又很难具体计算及测量,动能损耗试验数据的可重复性、一致性很差,最终也会导致扎带头部不能准确到达理想的定位位置;另外,设计可以摆动的弹性锁止零件的方案还会因为碎屑卡在缝隙中导致运动功能完全失效。为了解决上述问题,本人经过多年试验并总结相关零件结构特性及利用扎带的弹性,因势利导,改进结构设计并将利用相对简单的特征结构要素结合出有利的结果,而设计了一种压缩空气送料的自动扎带工具,本专利技术方案相对于现有技术具有更高的可靠性、但结构却更简单。
技术实现思路
1、本发明的目的是为目的是为了解决现有自动扎带工具将扎带从主机输送至枪头存在可靠性不足而设计的一种压缩空气送料的自动扎带工具。
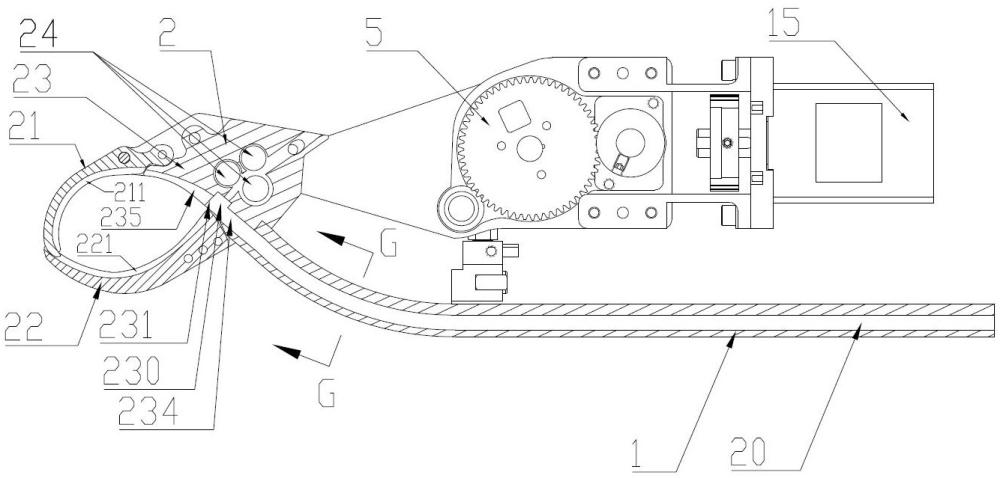
2、本发明是通过以下技术方案来实现的,一种压缩空气送料的自动扎带工具,包括:导轨及穿拉切组合机构;所述导轨内部设有能容纳扎带头部的内腔,所述导轨由两个零件组合而成或者是一体成型的方形管状零件,所述导轨的内腔在长度方向设计成直线或者是直线段与曲线段的组合;所述内腔的横截面比一个扎带头部的横截面大且所述内腔的横截面最多只能容纳不超过一个扎带头部的横截面并留有间隙(导轨的曲线段内腔的截面积允许设计大一些);所述穿拉切组合机构包括机架、至少两个导向爪及拉带轮,所述至少两个导向爪内部均设有为扎带带身导向的u型导向槽,所述至少两个导向爪的u型导向槽是u型截面沿曲线扫描形成所述至少两个导向爪的u型导向槽的长度(即所述至少两个导向爪上的u型导向槽底面在长度方向是曲面);所述机架上设有为扎带头部导向的较宽的u型导向槽及为扎带带身导向的较窄的u型导向槽,所述机架上较窄的u型导向槽只能让扎带带身通过而不能让扎带头部通过,所述机架上较窄的u型导向槽底面在长度方向设置成曲面或斜平面,因为所述机架上较宽的u型导向槽与较窄的u型导向槽宽度不同,所述机架上较宽的u型导向槽与较窄的u型导向槽在长度方向上首尾相连接并形成两个台阶,所述机架上较宽的u型导向槽底部设有沉坑,且所述沉坑设置在机架上较宽的u型导向槽与较窄的u型导向槽相连接处;所述机架上较窄的u型导向槽与所述至少两个导向爪的u型导向槽顺接相连通,所述机架上较宽的u型导向槽与所述导轨的内腔相连通;所述至少两个导向爪与所述机架闭合后,所述至少两个导向爪的u型导向槽与所述机架上较宽的u型导向槽及较窄的u型导向槽形成闭合的圈或者是不完全闭合的圈;所述导轨的内腔能与压缩空气相连通,压缩空气能将扎带头部的前端面推动到所述机架上较宽的u型导向槽与较窄的u型导向槽相连接所形成的两个台阶处,所述两个台阶顶住扎带头部的前端面的两边、不让扎带头部不能继续前进;所述机架上较窄的u型导向槽底面的曲面或斜平面及所述至少两个导向爪上的u型导向槽底面的曲面的作用下迫使扎带带身弯曲,扎带带身弯曲所产生的弹性势能能使扎带头部自动落入所述机架上的沉坑中定位。
3、所述机架上较窄的u型导向槽底面在长度方向设置成斜平面是指所述机架上较窄的u型导向槽底面在长度方向与所述机架上较宽的u型导向槽底面成一定角度。
4、利用扎带带身弯曲所产生的势能,扎带头部在运动状态中,扎带头部顶面会紧贴机架的较宽的u型导向槽底面运行,所述沉坑正是基于这一特点而设置,设置简单的所述沉坑就可以代替以往的设置运动部件避让扎带尾部或阻挡扎带头部防止扎带头部后退。
5、分别地,当所述的至少两个导向爪与所述机架处于闭合状态,当压缩空气推动扎带在所述导轨内运行时,即在扎带的运动状态,所述机架上较窄的u型导向槽底面的曲面或斜平面及所述至少两个导向爪上的u型导向槽底面的曲面的作用下迫使扎带带身弯曲,扎带带身弯曲的弹性势能能使扎带头部自动落入所述机架上的沉坑中定位;所述沉坑后侧面能防止扎带头部后退。
6、当所述的至少两个导向爪与所述机架处于闭合状态,当扎带头部落入所述机架上的沉坑内之后,在扎带的静止状态,扎带带身弯曲的弹性势能迫使扎带头部顶面紧贴所述机架上的沉坑的底面;所述沉坑后侧面能防止扎带头部后退。
7、扎带头部后端面与扎带头部顶面一般有0.2-0.3mm圆角半径,为了让所述沉坑防止扎带头部后退,沉坑的深度(即沉坑后侧面)需要高于扎带头部顶面与扎带头部后端面之间的圆角半径,因此,所述沉坑的深度至少在0.4mm以上。
8、考虑到扎带头部厚度有一定公差,还设计少量间隙比如留0.1mm厚度公差,这样,当扎带头部落入所述机架的沉坑内,扎带带身弯曲的弹性势能迫使扎带头部顶面紧贴所述机架上的沉坑的底面,累积计算可知:0.4+0.1=0.5mm,即当扎带头部落入所述机架的沉坑内并处于静止状态时,扎带头部与所述处于闭合状态的至少两个导向爪中较近的导向爪的端面有间隙,所述间隙厚度至少在0.5mm以上。
9、本专利的技术方案不仅适用于连体扎带还适用于振动送料的散装扎带。
10、本发明的有益效果在于:
11、将机架上的较窄的的u型导向槽底面设计成曲面或斜平面及导向爪的u型导向槽底面设计成曲面,利用曲面或斜平面迫使扎带带身及扎带尾部在运行过程中及在静止状态下变形,从而将扎带带身及扎带尾部的平面结构(非稳定状态)转化为立体结构,从而提高扎带在运动状态及静止状态下的稳定性;
12、将机架上的较窄的的u型导向槽底面设计成曲面或斜平面及导向爪的u型导向槽底面设计成曲面,利用曲面或斜平面迫使扎带带身及扎带尾部在运行过程中及在静止状态下变形,从而使得扎带带身积聚一定的弹性势能,迫使扎带头部自动落入机架上的沉坑内定位,提高了扎带定位的可靠性;
13、机架上的较窄的的u型导向槽底面设计成曲面或斜平面及在机架上设计的沉坑的组合,巧妙地利用扎带弹性势能实现对运动状态及静止状态的扎带头部实现准确定位的方案,相对于现有技术更简单、更高效,同时对扎带头部厚度公差的兼容性更强,大大提高了自动捆扎工具对扎带头部公差的兼容性。
技术特征:
1.一种压缩空气送料的自动扎带工具,其特征在于:包括:导轨及穿拉切组合机构;所述导轨内部设有能容纳扎带头部的内腔,所述导轨由两个零件组合而成或者是一体成型的方形管状零件,所述导轨的内腔在长度方向设计成直线或者是直线段与曲线段的组合;所述穿拉切组合机构包括机架、至少两个导向爪及拉带轮,所述至少两个导向爪内部均设有为扎带带身导向的u型导向槽,所述至少两个导向爪上的u型导向槽底面在长度方向是曲面;所述机架上设有为扎带头部导向的较宽的u型导向槽及为扎带带身导向的较窄的u型导向槽,所述机架上较窄的u型导向槽只能让扎带带身通过而不能让扎带头部通过,所述机架上较窄的u型导向槽底面在长度方向设置成曲面或斜平面,所述机架上较宽的u型导向槽与较窄的u型导向槽在长度方向上首尾相连接并形成两个台阶,所述机架上较宽的u型导向槽底部设有沉坑,且所述沉坑设置在机架上较宽的u型导向槽与较窄的u型导向槽相连接处;所述机架上较窄的u型导向槽与所述至少两个导向爪的u型导向槽顺接相连通,所述机架上较宽的u型导向槽与所述导轨的内腔相连通;所述至少两个导向爪与所述机架闭合后,所述至少两个导向爪的u型导向槽与所述机架上较宽的u型导向槽及较窄的u型导向槽形成闭合的圈或者是不完全闭合的圈;所述导轨的内腔能与压缩空气相连通,压缩空气能将扎带头部的前端面推动到所述机架上较宽的u型导向槽与较窄的u型导向槽相连接所形成的两个台阶处,所述两个台阶顶住扎带头部的前端面的两边、不让扎带头部继续前进;所述机架上较窄的u型导向槽底面的曲面或斜平面及所述至少两个导向爪上的u型导向槽底面的曲面的作用下迫使扎带带身弯曲所产生的弹性势能能使扎带头部自动落入所述机架上的沉坑中定位。
2.根据权利要求1的一种压缩空气送料的自动扎带工具,其特征在于:当所述的至少两个导向爪与所述机架处于闭合状态,当扎带头部落入所述机架上的沉坑内之后,在扎带的静止状态,扎带带身弯曲的弹性势能迫使扎带头部顶面紧贴所述机架上的沉坑的底面。
3.根据权利要求1的一种压缩空气送料的自动扎带工具,其特征在于:当所述的至少两个导向爪与所述机架处于闭合状态,压缩空气推动扎带头部在运动状态中自动落入所述机架上的沉坑内之后,所述沉坑后侧面能防止扎带头部后退。
4.根据权利要求1的一种压缩空气送料的自动扎带工具,其特征在于:当所述的至少两个导向爪与所述机架处于闭合状态,当扎带头部落入所述机架上的沉坑内之后,在扎带的静止状态,所述沉坑后侧面能防止扎带头部后退。
5.根据权利要求1的一种压缩空气送料的自动扎带工具,其特征在于:当扎带头部落入所述机架的沉坑内并处于静止状态时,扎带头部与所述处于闭合状态的至少两个导向爪中较近的导向爪的端面有间隙,所述间隙厚度至少在0.5mm以上。
6.根据权利要求1的一种压缩空气送料的自动扎带工具,其特征在于:所述导轨用硬质材料或软质材料制作。
7.根据权利要求1的一种压缩空气送料的自动扎带工具,其特征在于:所述一种压缩空气送料的自动扎带工具适用于连体扎带或者适用于散装扎带。
8.根据权利要求1的一种压缩空气送料的自动扎带工具,其特征在于:当所述导轨由两个零件组合而成,所述导轨的两个零件的结合面与一种压缩空气送料的自动扎带工具的主中心面平行。
技术总结
一种压缩空气送料的自动扎带工具包括:导轨及穿拉切组合机构;所述导轨内部设有能容纳扎带头部的内腔,所述导轨由两个零件组合而成或者是一体成型的方形管状零件,所述导轨的内腔在长度方向设计成直线或者是直线段与曲线段的组合;所述穿拉切组合机构包括机架、至少两个导向爪及拉带轮,所述至少两个导向爪内部均设有为扎带带身导向的U型导向槽,所述至少两个导向爪上的U型导向槽底面在长度方向是曲面;所述机架上设有为扎带头部导向的较宽的U型导向槽及为扎带带身导向的较窄的U型导向槽;压缩空气能将扎带头部的前端面推动到所述的两个台阶处;所述扎带带身弯曲所产生的弹性势能能使扎带头部自动落入所述机架上的沉坑中定位。
技术研发人员:许修义,许凯文,许群超,茹辉,李成龙
受保护的技术使用者:深圳市施威德自动化科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!